(54) ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| БИБЛИОТЕКА | 1973 |
|
SU381484A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2521557C1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Горизонтально-расточный станок | 1976 |
|
SU657923A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |


1
Изобретение относится к области станкостроения.
Известен горизонтально-расточной станок, содержащий станину, установленные на ней продольные и поперечные сани, несущие поворотный стол и приводы вращения стола и перемещения саней, включающие пару винт-гайка 1.
Недостатком известного станка является то, что на нем можно обрабатывать детали по радиусу, не превышающему радиус поворотного стола, габариты которого у станков такого типа невеликие. Увеличение площади стола с целью обработки по больщему радиусу неприемлимо, так как это приведет к перегрузкам узлов кинематики станка, в частности привода поворотного стола, и потере точности обработки, например, по угловым координатам.
Целью изобретения является расщирение технологических возможностей за счет обработки дугообразных поверхностей с радиусом, превышающим радиус поворотного
стола и повышение надежности работы станка.
Эта цель достигается тем, что предложенный станок снабжен щтангой и установленной по оси шпинделя с возможностью перемещения стойкой с размещенным с возможностью поворота относительно вертикальной оси, механизмом зажима одного конца щтанги, другой конец которой соединен с поворотным столом. В станок введен дополнительный реверсивный привод перемещения продольных саней, связанный с упомянутым винтом, а гайка привода перемещения продольных саней выполнена под,Q пружиненной с обоих сторон относительно этих саней.
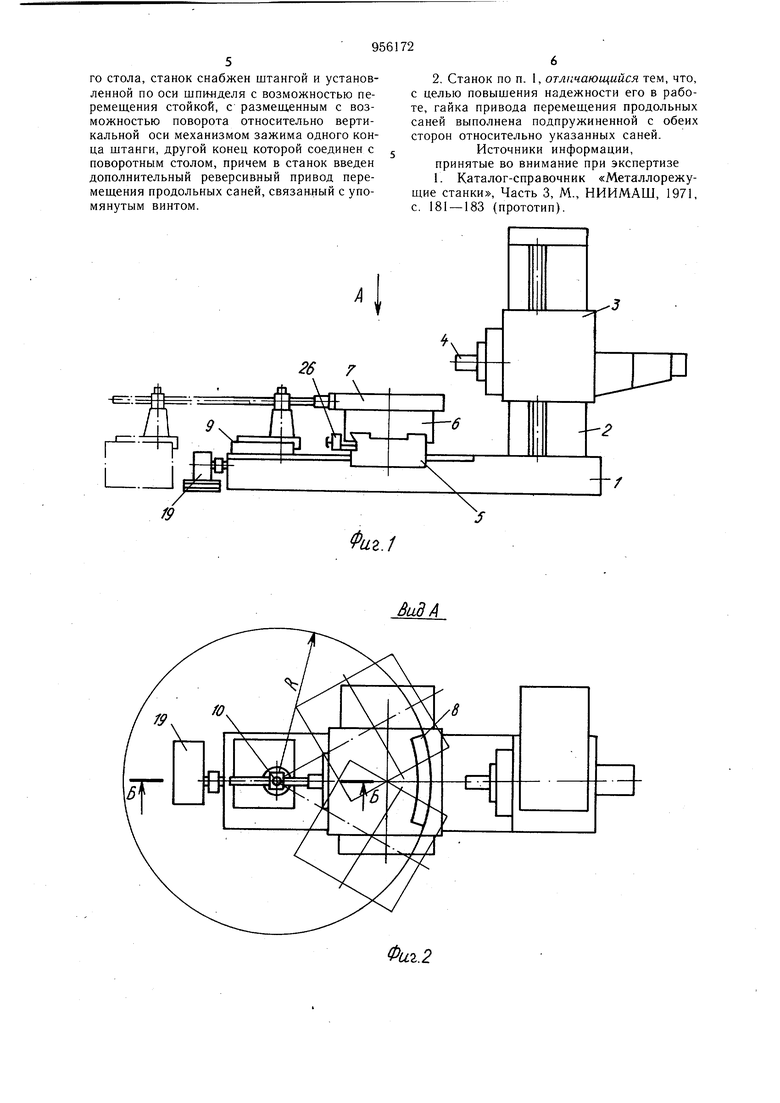
На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - кинематическая
15 схема реверсивного привода перемещения продольных саней; на фиг. 6 - кинематическая схема привода поворота стола.
Станок содержит станину 1, на которой установлена стойка 2 с перемещающейся по ней шпиндельной бабкой 3 с выдвижным
20 щпинделем 4. На станине 1 также установлены продольные сани 5 и поперечные сани 6 с возможностью перемещения. На санях 6 установлен поворотный стол 7, на котором размещается обрабатываемая деталь 8. На станине или на отдельной опоре установлена с возможностью перемещения стойка 9, несущая механизм зажима, выполненный в виде вертикальной поворотной цапфы 10, установленной в подшипниках 11. Верхняя часть цапфы имеет сквозное отверстие и разрезанную перемычку с торца, стягиваемую шпилькой 12 и рукояткой 13. В цапфе 10 размещена штанга 14, задающая радиус обработки, которая посредством кронштейна 15 жестко соединена разъемным соединением (винтовым) со столом 7.На торце цапфы 10 по ее оси закреплена базовая бобыщка 16, служащая для предварительной установки цапфы на заданный радиус и базирования приспособлений и деталей, превь шающих габариты стола. На штанге 14 закреплена линейка 17 для точной установки цапфы в центре вращения, а на цапфе 10 установлен оптический прибор 18. Дополнительный реверсивный привод 19 перемещения саней 5 соединен через редуктор 20 и электромагнитную фрикционную муфту 21 с ходовым винто.м 22 привода перемещения продольных саней. При этом гайка 23 фланцем свободно установлена на двух щпильках 24,. жестко закрепленных на санях 5 и подпружиненна с обоих сторон пружинами 25, которые выбираются таким образом, чтобы их суммарное усилие с каждой стороны фланца в сжатом состоянии и в течение некоторого хода (определяемого погрешностями срабатывания муфты) было равно или превышало силу трения саней 5 на величину, определяемую допустимой погрещностью радиуса обработки от деформации системы цапфа-стол. Реверс привода 19 обеспечивается электросхемой станка (на чертеже не показана) при из.менении направления поперечной подачи стола, а также при осевом положении штанги 14 с помощью датчика 26, установленного по оси шпинделя 4 на санях 5. Привод вращения стола 7 выполнен в виде электродвигателя 27, электромагнитной муфты 28, соединяющей вал 29 червячного колеса 30 с валом 31 шестерни 32. Электромагнитная муфта 28 предназначена для размыкания кинематической цепи, привода вращения стола при его круговом движении по радиусу, превышающему радиус стола, и ее соединения при универсальном использовании станка. Станок работает следующим образом. В исходном положении стол отведен в крайнее правое рабочее положение. Посредством электромагнитной муфты 28 отключается привод вращения стола 7, на котором за крепляется обрабатываемое изделие 8. При необходимости незакрепленная часть обрабатываемого изделия поддерживается роликовыми опорами (на чертеже не показаны). Штанга 14 заводится в предварительно разжатое отверстие цапфы 10 и затем жестко крепится другим концо.м посредством кронштейна 15 к столу. Стойку 9 перемещают по станине и с помощью линейки 17 и оптического прибора 18 устанавливают необходимый радиус обработки. После этого, штанга 14 с помощью рукоятки 13 зажимается -в цапфе 10, и стойка 9 крепится к станине. Если радиус обработки детали превышает длину станины станка, то стойка 9 устанав ливается на отдельной опоре. С включением подачи саней 6 включается дополнительный реверсивный привод 19, и стол соверщает зависимое движение по радиусу вокруг оси цапфы 10. При поперечном перемещении саней к оси щпинделя работают правые (на чертеже) пружины 24 и продольное перемещение стола с санями происходит в сторону шпинделя. По достижению щтангой 14 оси шпинделя по команде датчика 26 осуществляется реверс привода 19, и продольное перемещение саней осуществляется в сторону стойки 9. При этом работают левые пружины 24. По окончании рабочего хода вновь осуществляется реверс привода 19, и цикл работы повторяется. Длина обрабатываемой дуги определяется величиной наибольшего поперечного перемещения саней. В процессе продольных пере.мещений фрикционная муфта 21 поддерживает необходимое усилие сжатия пружин 24, которые обеспечиват плавное перемещение саней 5 и выбор люфтов в цепи цапфа-стол, что обеспечивает качественную обработку по радиусу. По окончании обработки привод 19 отключается, кронщтейн 15 отсоединяется от стола 7, щтанга И освобождается, и стойка 9 отводится в крайнее левое положение, а при необходимости демонтируется со станины. Замыкается кинематическая цепь привода стола 7 посредством электромагнитной муфты 28. При этом станок готов к обычной обработке. Такая конструкция позволяет повысить надежность работы и расщирить технологические возможности станка при тех же габаритах, при этом сохраняется универсальность станка. Наличие дополнительного реверсивного привода продольного перемещения обеспечивает оптимальное распределение нагрузок на штангу и ходовой винт при-, вода перемещения продольных саней. Формула изобретения I. Горизонтально-расточной станок, содержащий станину, установленные на ней продольные и поперечные сани, несущие поворотный стол и приводы вращения стола и перемещения саней, причем привод перемещения саней включает пару винт-гайка, отличающийся тем, что, с целью расщирения его технологических возможностей за счет обработки дугообразных поверхностей с радиусом, превыщающим радиус поворотного стола, станок снабжен штангой и установленной по оси шп1 нделя с возможностью перемещения стойкой, с размещенным с возможностью поворота относительно вертикальной оси механизмом зажима одного конца штанги, другой конец которой соединен с поворотным столом, причем в станок введен дополнительный реверсивный привод перемещения продольных саней, связанный с упомянутым винтом.
Источники информации, принятые во внимание при экспертизе 1. Каталог-справочник «Металлорежущие станки. Часть 3, М., НИИМАШ, 1971, с. 181 - 183 (прототип).
az.f
Фиг.2
&
5-Б
Ю I . , , .-ts
//
/
ttu- X
n rr
{
/7 / J- /
I,,. ,1
у1лА
Л| V
fe.J
Фаг.б
