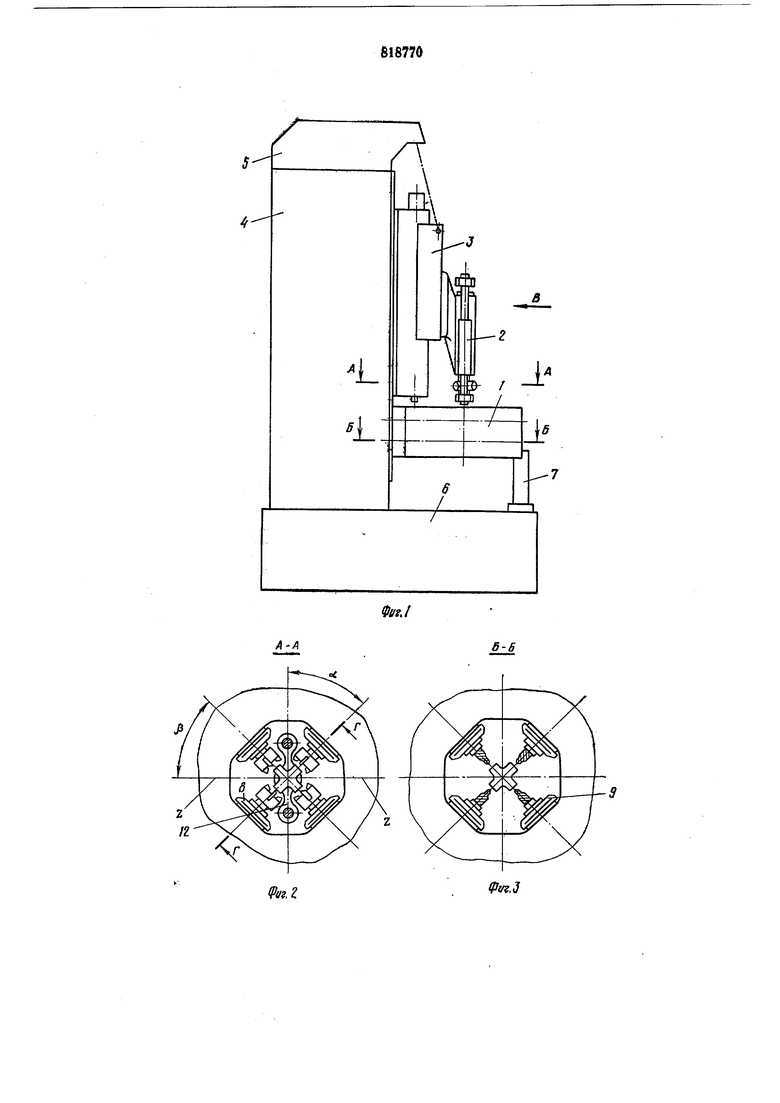
тала узкого сечения. На корпусе прибпО собления при помощи базовой призмы 13 и прижимной призмы 14 цилиндром 15 зажимается крестовина 16.
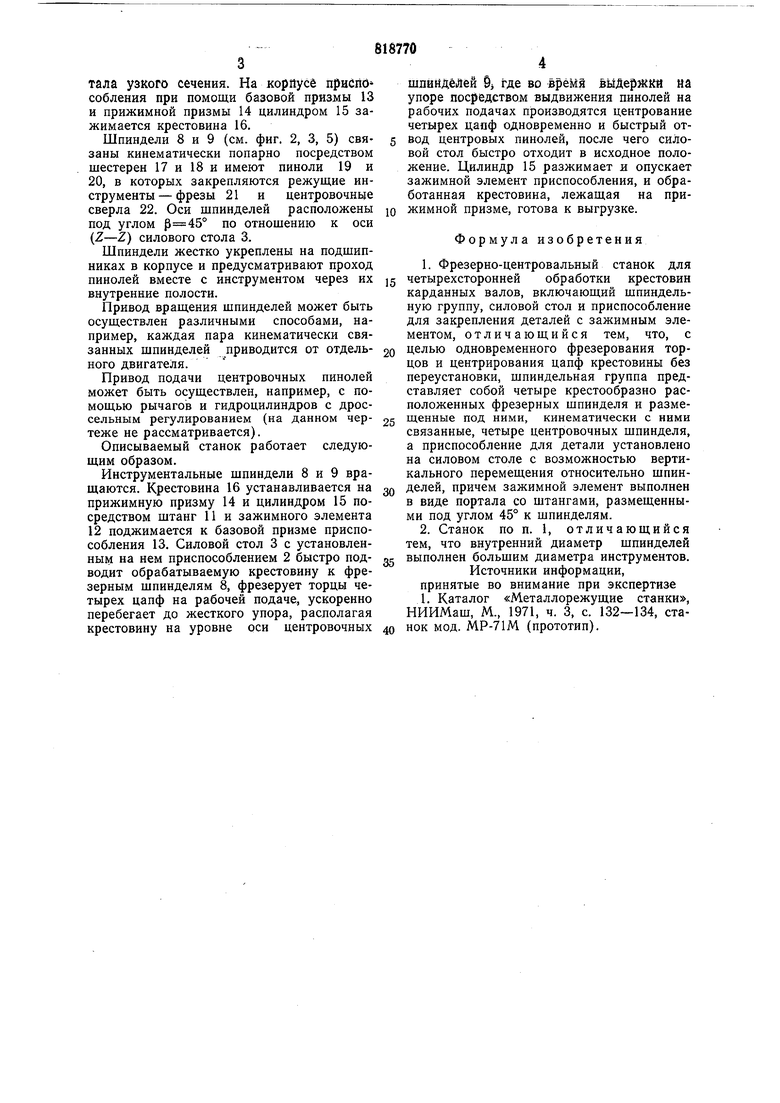
Шпиндели 8 и 9 (см. фиг. 2, 3, 5) связаны кинематически попарно посредством шестерен 17 и 18 и имеют пиноли 19 и 20, в которых закрепляются режущие инструменты - фрезы 21 и центровочные сверла 22. Оси щпинделей расположены под углом по отнощению к оси (Z-Z) силового стола 3.
Шпиндели жестко укреплены на подщипниках в корпусе и предусматривают проход пинолей вместе с инструментом через их внутренние полости.
Привод вращения щпинделей может быть осуществлен различными способами, например, каждая пара кинематически связанных шпинделей приводится от отдельного двигателя.
Привод подачи центровочных пинолей может быть осуществлен, например, с помощью рычагов и гидроцилиндров с дроссельным регулированием (на данном чертеже не рассматривается).
Описываемый станок работает следующим образом.
Инструментальные шпиндели 8 и 9 вращаются. Крестовина 16 устанавливается на прижимную призму 14 и цилиндром 15 посредством штанг И и зажимного элемента 12 поджимается к базовой призме приспособления 13. Силовой стол 3 с установленным на нем приспособлением 2 быстро подводит обрабатываемую крестовину к фрезерным шпинделям 8, фрезерует торцы четырех цапф на рабочей подаче, ускоренно перебегает до жесткого упора, располагая крестовину на уровне оси центровочных
щлнндмей 9i где во время выдержки на упоре посредством выдвижения пинолей на рабочих подачах производятся центрование четырех цапф одновременно и быстрый отвод центровых пинолей, после чего силовой стол быстро отходит в исходное положение. Цилиндр 15 разжимает и опускает зажимной элемент приспособления, и обработанная крестовина, лежащая на прижимной призме, готова к выгрузке.
Формула изобретения
1.Фрезерно-центровальный станок для четырехсторонней обработки крестовин
карданных валов, включающий шпиндельную группу, силовой стол и приспособление для закрепления деталей с зажимным элементом, отличающийся тем, что, с
целью одновременного фрезерования торцов и центрирования цапф крестовины без переустановки, шпиндельная группа представляет собой четыре крестообразно расположенных фрезерных шпинделя и размещенные под ними, кинематически с ними связанные, четыре центровочных шпинделя, а приспособление для детали установлено на силовом столе с возможностью вертикального перемещения относительно щпинделей, причем зажимной элемент выполнен в виде портала со штангами, размещенными под углом 45° к шпинделям.
2.Станок по п. 1, отличающийся тем, что внутренний диаметр щпинделей
выполнен большим диаметра инструментов.
Источники информации, принятые во внимание при экспертизе 1. Каталог «Металлорежущие станки, НИИМаш, М., 1971, ч. 3, с. 132--134, станок мод. МР-71М (прототип).
AA
2
J
Pi/, г
S-S
Фгк.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Фрезерный станок для обработки внутренних плоскостей в отверстиях корпусных деталей | 1985 |
|
SU1337206A1 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| Установка для обработки изделий | 1976 |
|
SU655549A1 |
| Металлорежущий станок | 1990 |
|
SU1784412A1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |