Изобретение относится к прокатному производству и может быть использовано, в частност, на станах холодной прокатки труб (ХПТ) для уравновешивания сил инерции возвратно-поступательно движупщхся масс рабочих клетей станов ХПТ.
Известен способ выравнивания избыточных динамически моментов, действующих на коленчатые Bajoi приводных механизмов, обусловливаемых наличием значительных по величине и переменных по знаку сил инерщ1и, возникающих в результате периодичесрсого Бозвратно-поступательного днижения с переменными скоростями рабоч клетей станов ХПТ, путем присоединения к коленчатому валу приводных механизмов при помоащ шатунов одной или нескольких масс, равных по величине массе клети и перемещапцихся в вертикальной или горизонтальной плоскостях, или путем одновременного привода от одного коленчатого вала нескольких рабочих клетей (как правило трех), причем кривсяшпы приводных механизмов каждой из рабочих клетей в этом случае смецены друг относительно друга на угол
.
Недостатком способа является то, что он улучшает условия работь только электродвигателей и деталей главньпс приводов, расположенных между злектродвнгателем и кривошипным или коленчатым валами. Элементы же приводных механизмов, расположенные мецду рабочими клетяю и коленчатыми валами, такие, как шатуны и Их подшипниковые узлы, опорные подшипники коленчатых валов и кривошипных узлов, оказываются подверженнюш воздествию значительных динамических нагрузок, под действием которых они часто выхЬдят из строяj особенно при повышенных скоростях прокатки.
Наиболее близким к предлагаемсшу по Технической сущности является способ уравновешивания подвижных масс включакяций приложение к клети усилия, равного по величине произ- ведениюмасЪы на ускорение и противоположного по знаку, в результате периодического расширения и сжатия воздуха, находящегося в рабочих полостях пне вмоцилиндра под опредеЛенным начальным давлением. Действующая на поршень сила передается через шток на рабочую клеть става
ХПТ и уравновешивает возникающие при движении инерционные нагрузки, замыкая их через цапфы корпусов пневмоцилиндров на фундамент в непосредственной близости от места возникновения последних, исключая тем самым передачу зтих сил на элементы приводных механизмов главных силовых линий станов и электродвигателя С2
Однако указанный способ несмотря на достаточно высокую степень уравновешивания и сравнительную прототу конструкции уравновешивающих устройств, его реализующих, харак{теризуется недостаточными ; эффективностью уравновешивания, надежностью и долговечностью устройства.
В процессе эксплуатации направляющие и уплотнительные элементы, а также зеркала цилиндров и штоков быстро изнашиваются, причем изнашиваются крайне неравномерно. Появляются утечки воздуха в атмосферу и происходит перекачивание воздуха из одной полости пневмоцилиндра в другую, в результате чего снижается эффeкfивнocть уравновешивания. Кроме того, наличие у уравновешивающих устройств разнообразных систем требует периодической их настрой.ки и регулирования в процессе эксплуатации, т.е. эти устройства требуют постоянного наличия на участке станов ХПТ дополнительного обслуживающего персонала.
Цель изобретения - повьш1ение эффективности уравновешивания и снижение динамических нагрузок.
Поставленная цель достигается тем, что согласно способу уравновешивания подвижных масс, преимущественно рабочей клети стана холодной прокатки труб, включающему приложение к клети усилия, равного по величине произведению массы на ускорение и противоположного по знаку, противоинерщюнное усилие создают тремя магнитами, обращенными друг к другу одноименными полюсами, один из которых жестко соединяют с клетью, перемещают возвратно-поступательно синхронно к клетью на величину ее хода между двумя неподвижньв4И, поочередно воздействующим на подвижный магнит. Такой способ позволяет обеспечить высокую степен уравновешивания масс.
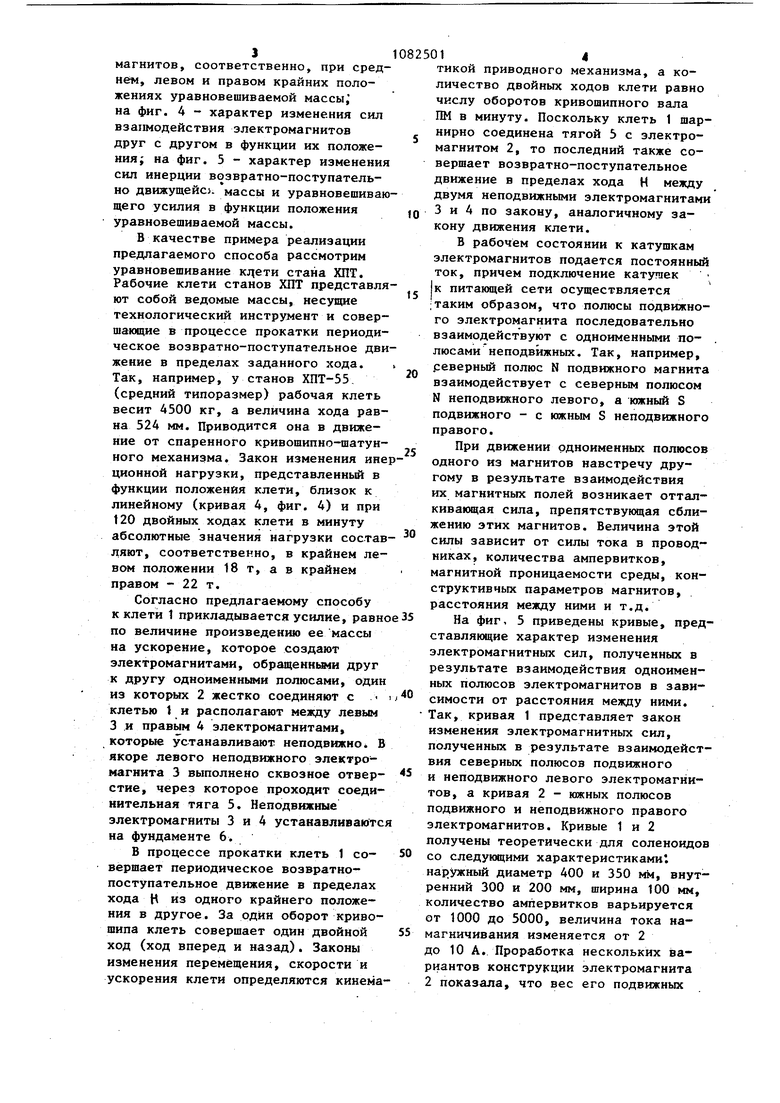
На фиг. 1, 2 и 3 схематично показано взаимное расположение электромагнитов, соответственно, при среднем, левом и правом крайних положениях уравновешиваемой массы, на фиг. 4 - характер изменения сил взаимодействия электромагнитов друг с другом в функции их положения; на фиг. 5 - характер изменения сил инерции возвратно-поступательно движущейс}. массы и уравновешиваю щего усилия в функции положения уравновешиваемой массы. В качестве примера реализации предлагаемого способа рассмотрим уравновешивание кдети стана ХПТ. Рабочие клети станов ХПТ представля ют собой ведомые массы, несущие технологический инструмент и совершающие в процессе прокатки периодическое возвратно-поступательное дви жение в пределах заданного хода. Так, например, у станов ХПТ-55, (средний типоразмер) рабочая клеть весит 4500 кг, а величина хода равна 524 мм. Приводится она в движение от спаренного кривошипно-шатунного механизма. Закон изменения ин ционной нагрузки, представленньй в функции положения клети, близок к линейному (кривая 4, фиг. 4) и при 120 двойных ходах клети в минуту абсолютные значения нагрузки соста ляют, соответственно, в крайнем ле вом положении 18 т, а в крайнем правом - 22 т. Согласно предлагаемому способу к клети 1 прикладывается усилие, равн по величине произведению ее массы на ускорение, которое создают электромагнитами, обращеннш и друг к другу одноименньми полюсами, оди из которых 2 жестко соединяют с . клетью 1 и располагают между левым 3 и правым 4 электромагнитами, которые устанавливают неподвижно якоре левого неподвижного электромагнита 3 выполнено сквозное отвер стие, через которое проходит соеди нительная тяга 5. Неподвижные электромагниты 3 и 4 устанавливают на фундаменте 6. В процессе прокатки клеть 1 совершает периодическое возвратнопоступательное движение в пределах хода Н из одного крайнего положения в другое. За один оборот криво шипа клеть совершает один двойной ход (ход вперед и назад). Законы изменения перемещения, скорости и ускорения клети определяются кинем тикой приводного механизма, а количество двойных ходов клети равно числу оборотов кривошипного вала ПМ в минуту. Поскольку клеть 1 шарнирно соединена тягой 5 с электромагнитом 2, то последний также совершает возвратно-поступательное движение в пределах хода Н между двумя неподвижными электромагнитами 3 и 4 по закону, аналогичному закону движения клети. В рабочем состоянии к катушкам электромагнитов подается постоянный ток, причем подключение катугаек к питающей сети осуществляется таким образом, что полюсы подвижного электромагнита последовательно взаимодействуют с одноименными по- . люсами неподвижных. Так, например, .северный полюс N подвижного магнита взаимодействует с северным полюсом N неподвижного левого, а южный S подвижного - с южным S неподвижного правого. При движении одноименных полюсов одного из магнитов навстречу другому в результате взаимодействия их магнитных полей возникает отталкивающая сила, препятствующая сближению этих магнитов. Величина этой силы зависит от силы тока в проводниках, количества ампервитков, магнитной проницаемости среды, конструктивных параметров магнитов, расстояния между ними и т.д. На фиг, 5 приведены кривые, представляющие характер изменения электромагнитных сил, полученных в результате взаимодействия одноименных полюсов электромагнитов в зависимости от расстояния между ними. Так, кривая 1 представляет закон изменения электромагнитных сил, полученных в результате взаимодействия северных полюсов подвижного и неподвижного левого электромагнитов, а кривая 2 - южных полюсов подвижного и неподвижного правого электромагнитов. Кривые 1 и 2 получены теоретически для соленоидов со следующими характеристиками, наружный диаметр 400 и 350 мм, внутренний 300 и 200 мм, ширина 100 мм, количество ампервиткоз варьируется от 1000 до 5000, величина тока намагничивания изменяется от 2 до 10 А. Проработка нескольких вариантов конструкции электромагнита 2 показала, что вес его подвижных

| название | год | авторы | номер документа |
|---|---|---|---|
| Привод возвратно-поступательного перемещения частей стана холодной прокатки труб | 1981 |
|
SU1062946A1 |
| Способ уравновешивания динамического момента на входном валу привода возвратно-движущихся масс и устройство для его осуществления | 1990 |
|
SU1724970A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1338911A1 |
| ПРИВОД ПЕРЕМЕЩЕНИЯ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1990 |
|
RU2030228C1 |
| Способ уравновешивания сил инерции рабочей клети стана холодной прокатки труб | 1988 |
|
SU1537337A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1412822A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Привод перемещения подвижных масс стана холодной прокатки труб | 1986 |
|
SU1412823A1 |
| Привод перемещения клети стана холодной прокатки труб | 1985 |
|
SU1258536A1 |
СПОСОБ УРАВНОВЕШИВАНИЯ ПОДВИЖНЫХ МАСС, преимущественно рабочей клети стана холодной прокатки труб, включающий приложением клети усилия, равного по величине произведению массы на ускорение и противоположного по знаку, отличающийся тем, что, с целью повышения эффективности уравновешивания и снижения динамических нагрузок, противоинерционное усилие создают тремя магнитами, обращенными друг к другу одноименными полюсами, один из которых, жестко соединенный с клетью, перемещают возвратно-поступательно синхронно с клетью на величину ее хода между двумя непо движными, поочередно воздействующими на подвижный магнит.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кожевников С.Н., Климковский Б.М., Ткаченко А.С, Способы выравнивания нагрузок на приводном валу и уравновешивания сил инерции возвратно-поступательного перемещения масс главного привода станов холодной прокатки труб | |||
| - Сборник трудов ИЧМ, т | |||
| XX Модернизация и автоматизация оборудования трубопрокатных станов, М., Металлургия, 1965, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР 227283, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СитЗпА , | |||
| ,ff:E;:j/,.a i3 « ЙЛМОШЙА | |||
