1
Изобретение относится к области литейного производства, точнее к литейной форме для изготовления зубчатых колес.
Известна литейная форма, включающая металлические полуформы, выполняющие обод и песчаные стержни 1.
Недостатком этой литейной формы является низкий выход годного и недостаточно высокое качество обода колеса.
Целью изобретения является устранение указанных недостатков.
Поставленная цель достигается тем, что соотношение приведенных размеров полостей формы, образующих спицы и обод, составляет от 1,1:1 до 1,5:1, причем отношение толщины стенки металлической полуформы к размеру полости формы, образующей обод, в радиальном направлении составляет от 0,5:1 до 1,5:1. Целесообразно нижнюю и верхнюю металлические полуформы выполнять двусторонними.
Соотношение размеров полостей, образованных металлическими и песчаными частями, дано в приведенных размерах. Под приведенным размером понимают отношение объема узла (части) отливки к площади его поверхности, охлаждения.
Для получения плотного строенияметалла в ободе колеса отношение приведенных размеров спицы (песчаная форма) к приведенному радиусу обода (металлическая форма) должно быть в пределах от 1,1:1 до 1,5:1. Если это отношение меньще 1,1:1, то в ободе колеса образуются дефекты усадочного происхождения вследствие нарущения условий направленного затвердевания и питания этой зоны отливки. Увеличение соотношения приведенных размеров более 1,5:1 также нецелесообразно, по10скольку это приводит к утяжелению конструкции колеса и увеличению расхода жидкой стали.
Кроме того, толщина металлической части формы (кокиля) и размер обода в
15 радиальном направлении должны выдерживаться в определенных пределах с тем, чтобы обеспечить необходимую интенсивность охлаждения обода, при которой последний затвердеет быстрее спицы колеса. В этом случае по сечению обода будут от20сутствовать дефекты усадочного происхождения, а структура и плотность металла в зоне нарезания зуба будут наилучшими. Согласно изобретению отношение толщины стенки кокиля к толщине обода в радиаль25ном направлении составляет от 0,5:1 до 1,5:1. С изменением этого соотношения в сторону уменьшения (менее 0,5:1) интенсивность охлаждения падает, время затвер30 девания обода возрастает (становится сопоставимым или превосходит время затвердевания спиц) и по его сечению образуются усадочные дефекты. Кроме того, это ослабляет конструкцию металлической формы, а также сокращает срок ее эксплуатации. Увеличение этого соотношения более 1,5:1 приводит к утяжелению металлической формы и росту трудозатрат на ее изготовление.
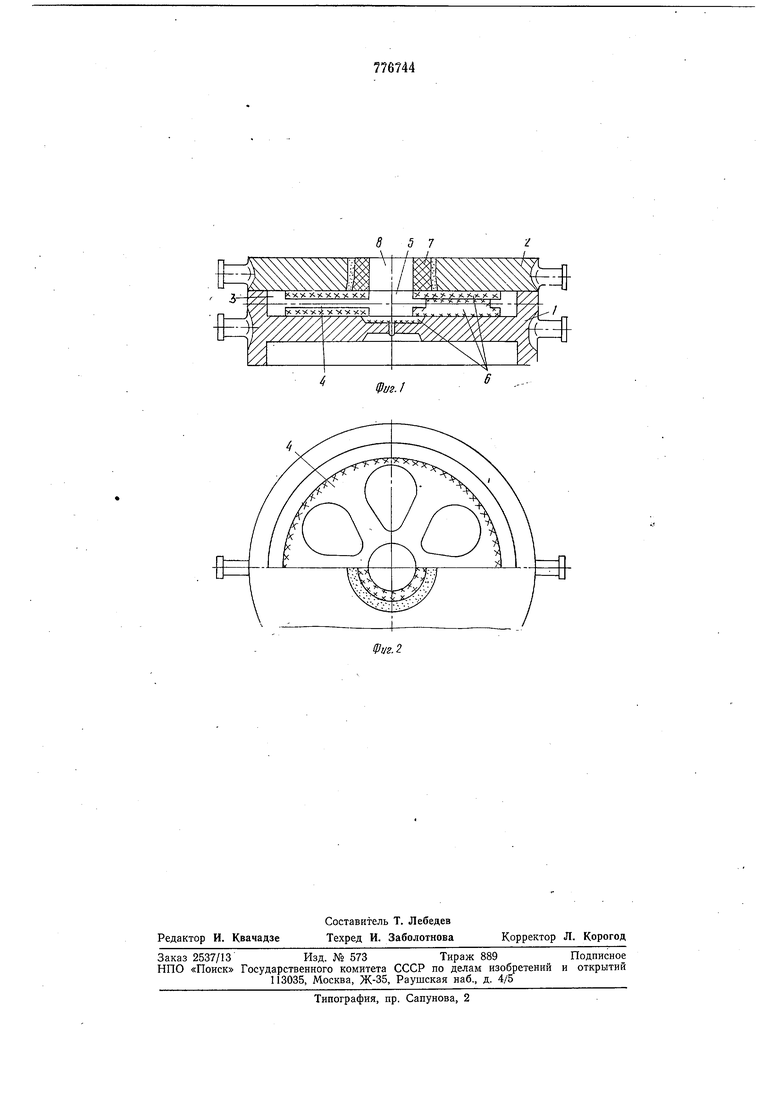
На фиг. 1 представлен пример выполнения литейной формы (в сборе) для отливки зубчатых колес; на фиг. 2 - то же, вид сверху.
Металлические полуформы 1 и 2 образуют полость цилиндрической формы и выполняют боковую, нижнюю и верхнюю поверхности обода 3. Спицы 4 и ступицу 5 колеса выполняют песчаные стержни 6.
Полуформа 2 перекрывает верхнюю поверхность обода 3 колеса и одновременно может служить грузом. Кроме того, в ней имеется центральное отверстие для установки стержня 7, выполняющего прибыль 8 над ступицей 5 отливки.
Нижняя металлическая полуформа 1 имеет цилиндрическую полость, которая вместе с песчаными стержнями 6, установленными в ней, выполняет конфигурацию обода 3 всего колеса.
Целесообразно нижнюю и верхнюю полуформы 1, 2 выполнять двусторонними, используя поочередно каждую из сторон для изготовления отливок. Это позволяет сократить общее количество полуформ и исключить ряд технологических операций (наприМер, подогрев) по подгсэтовке металлической части формы к сборке и заливке.
Отливка питается только одной прибылью 8, расположенной над ступицей колеса, которая одновременно является также и литниковой чашей для заливки металла.
При выполнении соотношений в приведенных размерах обода (металлическая часть формы) и спицы (песчаная часть формы), предложенных в изобретении, будут обеспечены условия направленного затвердевания металла от обода к ступице колеса.
В условиях когда спицы колеса выполняют роль каналов, через которые происходит непрерывное питание обода в процессе его затвердевания, обеспечивается высокая плотпость металла последнего и каких-либо дополнительных прибылей для питания обода не требуется.
Металлическая часть формы может быть выполнена, например, из чугуна, а стержень из жидкостекольной смеси, отверждаемой углекислым газом.
Изобретение может быть использовано при производстве отливок зубчатых колес различных диаметров. Особенно эффективно его применение при изготовлении колес диаметром более 500 мм.
- Технико-экономические преимущества изобретения заключаются в увеличении выхода годного стального литья до 90%, сокращении объема механической обработки в 2-3 раза, обрубных, очистных и автогенных работ в 5-6 раз, экономии жидкого металла на 20-30%, а также сокращении цикла (в 10 раз) и трудоемкости изготовления отливок. Экономический эффект от внедрения изобретения составит бО-
70 руб. на 1 т колес по черному весу.
Формула изобретения
1.Литейная форма для изготовления зубчатых колес, включающая металлические полуформы, выполняющие обод, и песчаные стержни для образования .ступицы и спиц, отличающаяся тем, что, с целью увеличения выхода годного и ,улучщения качества рабочей части отливки, соотнощение приведенных размеров полостей формы, образующих спицы и обод, составляет от 1,1:1 до 1,5:1, причем отношение толщины стенки металлической полуформы
к размеру полости формы, образующей обод, в радиальном направлении составляет от 0,5:1 до 1,5:1.
2.Литейная форма по п. 1, отличающаяся тем, что металлические полуформы выполнены двусторонними.
Источники информации, принятые во внимание при экспертизе
1. Дубинин Н. П. и др. Кокильное литье, М., М.ашиностроение, 1967, с. 181.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Литейная форма | 1988 |
|
SU1660832A1 |
| Отливка | 1982 |
|
SU1082556A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2000 |
|
RU2192331C2 |
| Литейная форма пробы для определения объемной усадки сплавов | 1989 |
|
SU1694317A1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |