2. Устройство по П.1, отличающееся тем, что направ- 1082576 ляющие токоведущие трубки выполнены с одинаковым радиусом кривизны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1991 |
|
RU2024379C1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Механизм для подачи электродной проволоки | 1982 |
|
SU1073030A1 |
| Мундштук для электрошлаковой сварки | 1980 |
|
SU880670A1 |
| Мундштук для двухдуговых сварочных горелок | 1974 |
|
SU512617A1 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ при двухэлектродной сварке с принудительным формированием шва, содержащее мундштук, направляющие токоведущие трубки, подающие ролики и механизм корректировки, отличающееся тем, что, с целью увеличения производительности и улучшения качества сварки, мундштук выполнен из двух медных пластин с криволинейными пазами, диаметр сечения и радиус кривизны которых соответствует .диаметру сечения и радиусу кривизны ,направляющих токоведущих трубок. эо SD :л 135
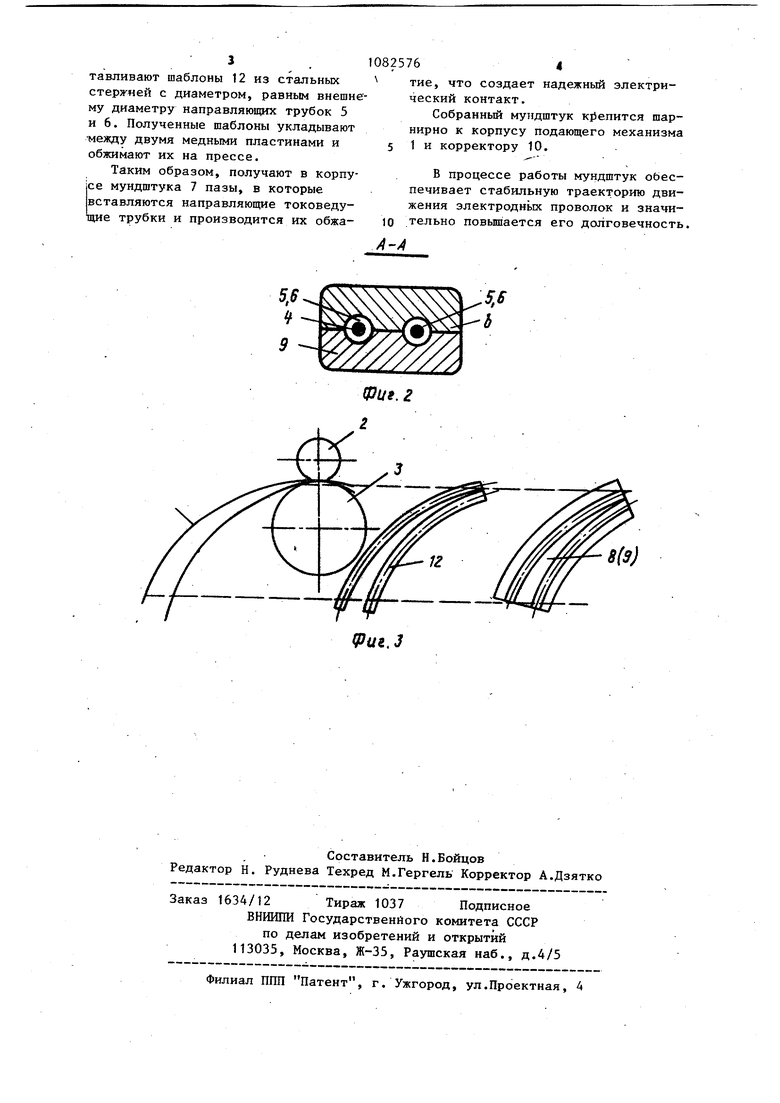
Изобретение относится к сварке плавлением и может быть использовано при сварке элементов толстостенных листовых конструкций в вертикальном и наклонном положениях при дуговой или электропшаковой сварке Известны устройства для подачи электродной проволоки pj и 2. Основным недостатком известных конструкций является то, что они не обеспечивают стабильного качества сварных соединений при выполнении швов длиной несколько метров. Одной из причин, вызывающих образованиев швах дефектов типа непровары кромок, является быстрый износ токосъе ных наконечников и произвольное изменение траектории движения электродных проволок. Этому способствует также наличие резьбовых соединений токосъемных наконечников. Наиболее близким к изобретению является устройство для подачи проволоки в сварочном аппарате А-1150 разработанном ИЭС, содержащее мундштук, направляющие токоведущие трубки, подающие ролики и механизм корректировки. Сварочные проволоки подаются одним механизмом с подающи ми роликами, имеющими две канавки. При этом траектория движения проволок в сварочную ванну задается кривизной мундштука з . В данном устройстве происходит деформирование сварочной проволоки, причем максимальная сила трения возникает в медленных токосъемных наконечниках. В этой же зоне при вы йокой плотности тока происходит интенсивньм электроэррозионный износ наконечников и уже через несколько минут работы нарушается заданная траектория движения электродных про волок, что приводит к образованию дефектов. Причем, при двухэлектродной свар ке траектория движения каждой из проволок может изменяться в разные стороны и тогда управление процессом с помощью корректора мундштука становится практически невозможным. Этоприводит к необходимости частых остановок процесса, что также способствует повышению вероятности образования дефектов в швах. Цель изобретения г повьш1ение качества сварных соединений и увеличение производительности труда. Указанная цель достигается тем, что в устройстве для подачи электродной проволоки при двухэлектродной сварке с принудительным формированием шва, содержащем мундштук, направляющие токоведущие трубки, подающие ролики и механизм корректировки, мундштук выполнен в виде двух медных пластин с криволинейными пазами, диаметр сечения и радиус кривизны которых соответствует диаметру сечения и радиусу кривизны направляющих токоведущих трубок. Кроме того, направляющие токоведущие трубки вьшолнены с одинаковым радиусом кривизны. На фиг.1 показано устройство для двухэлектродной сварки на фиг.2 разрез А-А на фиг.1; на фиг.З последовательность изготовления криволинейных пазов мундштука. Устройство сос.тоит из подающего механизма 1, с двумя роликами 2 и 3 для подачи двзпс электродных проволок 4 через направляющие токоведущие трубки 5 и 6, обжимаемые корпусом мундштука 7, состоящим из двух медных пластин 8 и 9 с пазами, а к корпусу подсоединены корректор 10 и токопровод 11. Устройство собирается следующим образом. В подающий механизм 1, у которого верхний ролик меньше нижнего в 23 раза, вводят две сварочные провооки и определяют траекторию их двиения, задаваемую подающим механизом 1. По кривизне проволок 4 изготавливают шаблоны 12 из стальных стержней с диаметром, равным внешнему диаметру направляющих трубок 5 и 6. Полученные шаблоны укладывают между двумя медными пластинами и обжимают их на прессе.
Таким образом, получают в корпусе мундштука 7 пазы, в которые вставляются направляющие токоведущие трубки и производится их обжа10825764
тие, что создает надежный электрический контакт.
Собранный мундштук к 3епится шарнирно к корпусу подающего механизма 5 1 и корректору 10.
В процессе работы мундштук обеспечивает стабильную траекторию движения электродньк проволок и значи10 тельно повьшается его долговечность
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРОВОЛОКИвСЕСОЮо--:^'-^ • п-\гг'''""Г. ;и/:оЬ -I • • - -К^ИЬЛИО;--i-^ i | 0 |
|
SU312700A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Каталог-справочник | |||
| Киев, Наукова думка, 1972, ч | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| гг | |||
