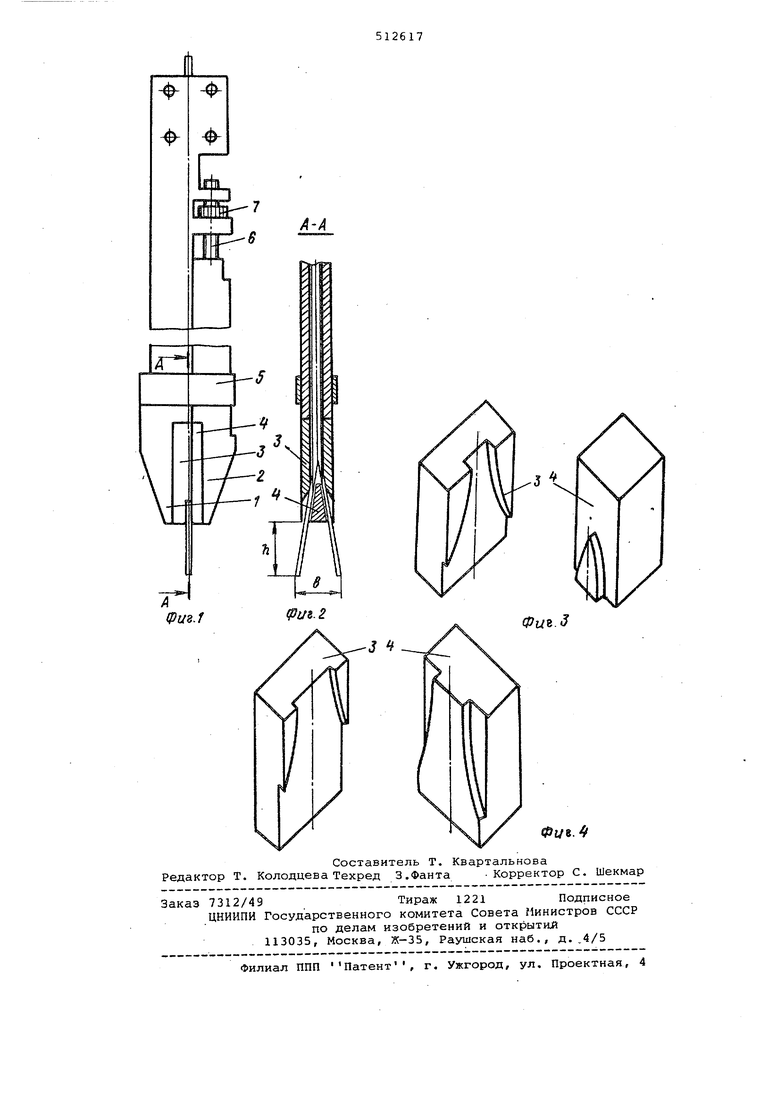
Изобретение относится к области сварки, а именно к устройствам (мунд штукам) для подвода тока к двум эле тродным проволокам. Для надежной передачи тока от не подвижных токоподводящих контактов мундштука к движущейся в процессе сварки электродной проволоке необхо димо, чтобы проволока надежно прижи малась к токоподводящим контактам. Известны мундштуки, содержащие токоподводящие контакты, в которых прижим электродных проволок к токоподводящим контактам осуществляется различными способами: усилием пружи ны, усилием подачи проволоки подающими роликами, пружинящим усилием предварительно изогнутой электродной проволоки, пружинящим усилием проволоки, возникающим при ее изгибе в процессе прохождения через мунд1атук Время непрерывной работы таких мундштуков ограничено вследствие сравнительно быстрого износа токоподводящих контактов движущейся элек тродной проволокой. Известен мундштук для двухдуговых сварочных горелок, содержащий корпус с направляющими каналами для сварочиой проволоки и установпенный в нем сменный токоподводящий наконечник, выполненный в виде четырехгранной пирамиды, установленной в нижнем торце корпуса. Такая конструкция позволяет повысить срок службы мундштука, но расстояние между концами электродных проволок можно регулировать только за счет изменения вылета проволок. Кроме того, регулирование расстояния между концами проволок можно осуществлять только до начала процесса сварки. Необходимость регулирования расстояния между концами электродных проволок без нежелательного изменения их вылета ив мундштука наиболее остро проявляется при сварке протяженных швов изделий большой толщины с узкой разделкой. Цель изобретения - создание конструкции мундштука, позволяющего регулировать в процессе сварки расстояние между проволоками без изменения их вылета. Поставленная цель достигается тем, что токоподводящий наконечник мундштука выполнен в виде двух пластин, установленных с возможностью фиксации и взаимного продольного перемещения, причем на внутренней поверхности од3иойизпластин выполнен расширяющийся в направлении подачи проволоки криволинейный паз с глубиной, равной диаметру электродной проволоки, а на внутренней поверхности другой пласти ны - соответствующий форме паза выступ с высотой, равной глубине паза образующий своими боковыми пове |хнос тями в совокупности со стенками паза каналы для прохождения электродных проволок. Выступ может быть выполнен в форме криволинейного паза. На фиг, 1 представлен мундштук в общем виде; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 и 4 - различные формы выполнения паза и выступа ток подводящего наконечника. Мундштук состоит из двух пластин 1 и 2, образующих токоподводящий на конечник . К пластинам в нижней част припаяны износостойкие токоподводящие контакты 3 и 4. Пластины 1 и 2 прижимают друг к другу стяжным кому том 5, а их относительное перемещение в направлении подачи электродно проволоки осуществляют с помощью ви та 6 и гайки 7 . При необходимости перемещение пластин-1 и 2 относительно друг дру га может осуществляться с помощью пружины. Контакт 3 в торце, прижимаемом к контакту 4; имеет расширяющийся в направлении подачи электродной проволоки паз, глубина которого равна диаметру электродной проволоки, а в торце контакта 4 выполнен расширяющийся в направлении подачи элект родной проволоки выступ, высота которого равна глубине паза. При сжатии пластин 1 и 2 выступ контакта 4 входит в паз контакта 3 и боковые поверхности выступа в совокупности со стенками паза образую два расходящихся криволинейных кана ла, по которвлм электродные проволок подаются в зону сварки. В случае, когда электродные проволоки должны вводиться в зону свар ки на значительном расстоянии друг от друга, токоподводящие контакты 3 и 4 будут иметь вид, показанный на фиг. 4. Предлагаемый мундштук работает следующим образом. Стяжной хомут 5 передвигается в верхнюю часть пластин 1 и 2, освобо дая последние от плотного прижатия друг к другу. Электродные проволоки укладывают ся в паз пластины 2, а выступающие з контакта 3 концы проволок разводят стороны. Вставляют выступ контакта 4 между азведеннь;1ми концами проволок и, опусая стяжной хомут 5, плотно прижимат пластины 1 и 2 друг к другу. Устанавливают требуемый вылет h электродной проволоки из мундштука и, перемещая пластины 1 и 2 с помощью винта б и гайки 7, устанавливают требуемое .расстояние Ь между концами электродных проволок. Вводят горелку внутрь разделки и, возбуждая Ьугу, начинают процесс сварки. При износе мундштука или изменении ширины разделки, не прекращая процесса сварки, производят необходимую корректировку расстояния з между концами электродных проволок (горящими дугами) путем вращения гайки 7. Применение мундштука предлагаемой конструкции позволит резко повысить качество сварных соединений вследствие уменьшения образования в них таких дефектов, как непровары, подрезы и шлаковые включения, вызванных несоответствием между изменяющейся в процессе сварки шириной разделки и расстоянием между концами электродных проволок (дугами). Формула изобретения 1.Мундштук для двухдуговых сварочных горелок, содержащий токоподводящий наконечник, отличающийс я тем, что, с целью регулирования впроцессе сварки расстояния между проволоками без изменения их вылета, токоподводящий наконечник выполнен в виде двух пластин, установленных с возможностью фиксации и взаимного продольного перемещения, причем на внутренней поверхности одной из пластин выполнен расщиряющийся в направлении подачи проволоки криволинейный паз с глубиной, равной диаметру электродной проволоки, а на внутренней поверхности другой пластины - соответствукхций форме паза выступ с высотой, равной глубине паза, образующий своими боковыми поверхностями в совокупности со стенками паза каналы для прохождения электродных проволок. 2.Мундштук по п.1, отличающий с я тем, что выступ имеет форму криволинейного клина.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Устройство для двухдуговой автоматической сварки | 1982 |
|
SU1074678A1 |
| Мундштук для многоэлектродной дуговой сварки | 1976 |
|
SU670401A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Горелка для дуговой сварки в защитных газах | 1974 |
|
SU524346A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Мундштук для двухдуговых сварочных горелок | 1982 |
|
SU1055600A1 |