(5) УСТРОЙСТВО для НАПРАВЛЕНИЯ ПРИСАДОЧНОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Мундштук к сварочным головкам и горелкам | 1978 |
|
SU740431A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
Изобретение относится к сварке и может быть использовано при дуговой сварке неплавящимся электродом в защитных газах мягки 1 сварочными проволоками, например из алюминиевых сплавов.
Известен мундштук к головкам и горелкам для сварки плавящимся электродом, содержащий сменный наконечник, который крепится к токоподводящей направляющей трубке, обеспеийвающей подачу электродной проволоки в зону горения дуги и токосъем. Для . подачи алюминиевой проволоки сменный наконечник выполняется медно-графитовым, обеспечивающим надежный токосъём и наиболее благоприятные условия скольжения алюминиевой проволоки, исключающие торможение проволоки, для обеспечения качества сварных WBOB
К недостаткам указанного мундштука необходимо отнести нецелесообразность применения его для подачи электродной проволоки при сварке неплавящимся
электродом, так как отпадает необходимость использовать его в качестве токосъема; дефицитность применяемого материала.
Известен мундштук к сварочным головкам и горелкам, содержащий сменный наконечнмк и гайку для крепления его к токоподводящей свече, исполняю. щей роль направляющего канала для подачи электродной проволоки. Сменный наконечник выполнен в эиде диска со сквозным цилиндрическим отверстием , соответствующим диаметру подачваемой сварочной проволоки, ось которого совмещена с диаметром диска 12 .
Существенным недостатком этого мун/:р1тука является то, что он не обеспечивает качества сварного шва при сварке с подачей алюминиевой сварочной проволоки, так как из-за скольжения проволоки по поверхности отверстия наконе-чника проволока подается неравномерно, толчками. При изменении 3Э диаметра проволоки необходимо производить перенастройку сменного наконе ника. При сварке в защитных газах не плавящимся электродом такой сменный наконечник является нецелесообразным так как отпадает необходимость испол зовать его в качестве токосъема. Наиболее близким по технической сушцчости и достигаемому эффекту к. изобретению является сварочный мундштук (,относящийся к устройствам для направления присадочной проволоки), содержащий трубчатый--корпус с каналом для направления присадочной пр волоки, шарнирно установленный токоподвод с токоподводящим наконечником. Мундштук снабжен направляющими роликами с рабочим профилем, соответ ствующим по форме сечению электродной проволоки, и защелкой, а направляющая выполнена в вцде пластины и рычага, шарнирно соединенных концами, удаленными от токоподводящего наконечника. Направляющие ролики и защелка установлены на рычаге, а токоподвод - на пластине З J Недостатками известного устройства является то, что направляющая пластина, по которой скользит проволока, и односторонний ряд роликов не позволяют обеспечить стабильность по дачи проволоки. При смене диаметра сварочной проволоки в известном устройстве необходима перенастройка роликов с тем, чтобы рабочий профиль соответствовал форме сечения подаваемой присадочной проволоки, это созд ет неудобство в работе и yвeличивaet время.на подготовительные работы. Целью изобретения является-обеспе чение равномерной и стабильной подач присадочной проволоки различных диаметров при сварке неплавящимся элект родом. Это достигается тем, что в устрой
стве Для направления присадочной проволоки, содержащем корпус с каналом для направления присадочной проволоки и направляющие ролики, в корпусе выполнены два ряда продольных прорезей, 50 расположенных в каждом ряду одна от носительно другой под углом 120°, а .направляющие ролики установлены по одному в каждой, прорези, причем каждая пара роликов с параллельными
ми .подпружинена общей пружиной в направлении к продольной оси канала для направления присадочной проволоки.
Предварительно алюминиевая сварочная проволока 3 от подающего механизма толкающего типа подается в направляющий шланг 8, а затем в канал 2 корпуса 1 с После этого устройство устанавливают в нужном положении по отношению к сварочной головке или горелке, включают сварочный ток и подают через устройство
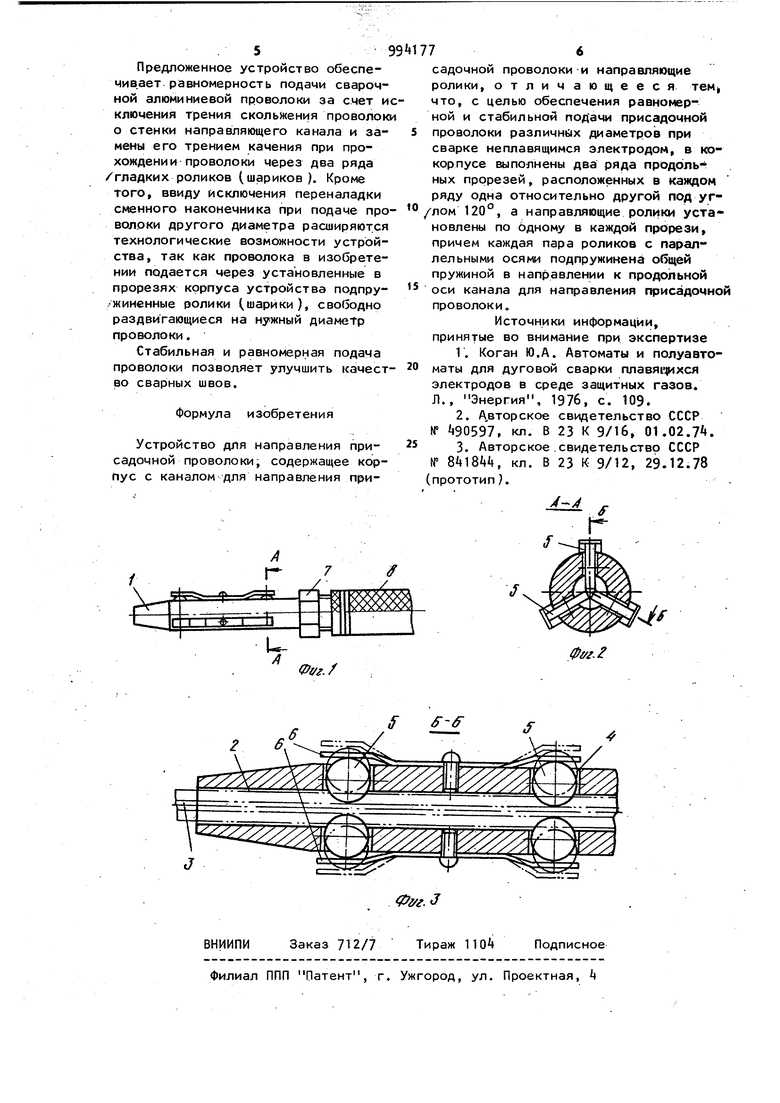
Скорость подачи проволоки 3 регули руют потенциометром, установленным на сварочной головке или горелке. В такой конструкции продви : ение проволоки осуществляется не за счет трения скольжения ее по поверхности стенок канала для направления присадочной проволоки, а за счет трения качения через свободно установленные в двух точках трубки гладких роликов (шариков ), что обеспечивает равномерную подачу проволоки. Плавающая установка роликов (шариков), подпружиненных с наружной стороны трубки, обеспечивает прохождение необходимого диаметра сварочной проволоки без переналадки наконечника. На фиг.. 1 изображено устройство для направления алюминиевой сварочний проволоки при сварке неплавящимся электродом; на фиг. 2 - то же, поперечный разрез по роликам; на фиг.З то же, продольный разрез, пунктиром изображено положение роликов (шариков ) при подаче проволоки увеличенного диаметра Устройство для направления присадочной проволоки содержит корпус 1 с каналом 2 для направления присадочной проволоки 3, внутренний диаметр которого, например, в 3 раза больше, чем диаметр подаваемой проволоки 3 С обоих концов корпуса 1 на расстоянии, например, 10-15 мм, выполнены продоль ные прорези „ Прорези k в каждом ряду расположены одна относительно другой под углом 120°, В каждой прорези k установлен направляющий ролик 5 причем каждая пара, роликов 5 с параллельными осями подпружинена о(5щей пружиной 6 в направлении к продольной оси канала 2. На корпусе 1 устройства установлена гайка 7, предназначенная для крепления устройства 1 к шлангу 8. Устройство работает следующим образом. сварочную алюминиевую проволоку 3.
