Предлагаемое изобретение относится к сварочному производству, а именно к устройствам для дуговой сварки изделий или полос, имеющих протяженные сварочные швы, выполняемые сварочными головками автоматической сварки в металлургии или машиностроении.
Назначение сварочной головки - подача электродной проволоки в зону сварки и подвод к ней сварочного напряжения. Подачу сварочной проволоки с заданной скоростью осуществляет подающий механизм, подвод сварочного напряжения к проволоке - токоподводящие мундштуки за счет контактирующих с проволокой деталей, которые выполняются из меди или медных сплавов. Эти детали, чаще всего наконечники, быстро изнашиваются из-за трения, подгорания и электроэрозии. Износ наконечников ухудшает надежность токоподвода, снижает точность подачи проволоки в зону сварки, из-за этого при сварке протяженных швов наблюдаются случаи перерывов в горении дуги или случаи приварки проволоки с мундштуком, что приводит к пропускам шва и необходимости подварки для исправления этих мест.
Известны широко применяемые в сварочном производстве роликовые мундштуки, которые имеют два или три контактных, невращающихся ролика, укрепленных на токоведущем корпусе (см., например, книгу М.Г.Бельфора и Б.Е.Патона. «Оборудование для дуговой и шлаковой сварки и наплавки». М.: «Высшая школа», 1974 г., стр.77-78). Поджим проволоки к контакту токоподвода осуществляется пружиной.
Недостатком такой конструкции мундштука является его громоздкость, которая не дает возможности выполнять им швы в ограниченных боковыми стенками пространствах, а также необходимость постоянной ручной поднастройки роликов при износе в перерывах между сварками, кроме этого, при сварке с применением тонких проволок диаметром 0,8…2 мм из-за габаритов мундштука невозможно обеспечить требуемые минимальные вылеты (5…15 мм) проволоки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату следует считать втульчатый мундштук, приведенный в книге «Технология электрической сварки металлов и сплавов плавлением». Под ред. акад. Б.Е.Патона. М.: «Машиностроение», 1974, стр.400-401, состоящий из трубки и наконечника, привернутого с эксцентриситетом накидной гайкой, при этом мундштук можно применять для сварки швов в ограниченном пространстве, так как он компактен, а контакт проволоки с наконечником обеспечивается за счет упругих сил при изгибе проволоки за счет эксцентриситета сопрягаемых каналов в трубке и наконечнике.
Недостатком данной конструкции является то, что износ и нарушение токоподвода в контакте и перерыв процесса сварки может наступить в любой момент сварки шва. Нарушение контакта исправляется поворотом наконечника после обрыва дуги вручную, а несваренное место шва подлежит исправлению повторной сваркой, кроме этого, упругости сварочной проволоки диаметром 0,8…2 мм не всегда достаточно для обеспечения постоянного токового контакта, а блуждающий контакт приводит к нестабильности параметров сварки.
Техническим результатом предлагаемого решения является упрощение технологии получения бездефектного сварного соединения за счет обеспечения постоянства токоподвода в процессе сварки, увеличение производительности сварки за счет сокращения времени на настройку токового контакта, уменьшение расхода цветного металла за счет более полного износа наконечников.
Указанный технический результат достигается за счет того, что в устройстве для подачи сварочной проволоки, содержащем подающий механизм с двигателем и системой роликов, кассету с проволокой, токоподводящий мундштук, выполненный с внешней и внутренней втулками, при этом на внешней втулке размещены медный наконечник и сопло защиты дуги, внутренняя стальная втулка установлена с возможностью поворота вокруг оси цилиндрической пружиной кручения, размещенной на внешней бронзовой втулке, соединенной с токоподводом, при этом внутренняя втулка выполнена с эксцентричным каналом подачи проволоки и резьбовым отверстием на боковой поверхности, а канал медного наконечника расположен соосно каналу подачи проволоки и в горизонтальном пазу внешней втулки размещен винтовой упор, соединенный с внутренней втулкой и одним концом пружины, другой конец которой скреплен с кольцом, расположенным на внешней втулке с возможностью фиксации винтом.
Заявляемое устройство для подачи сварочной проволоки представлено на фиг.1, 2, 3, где:
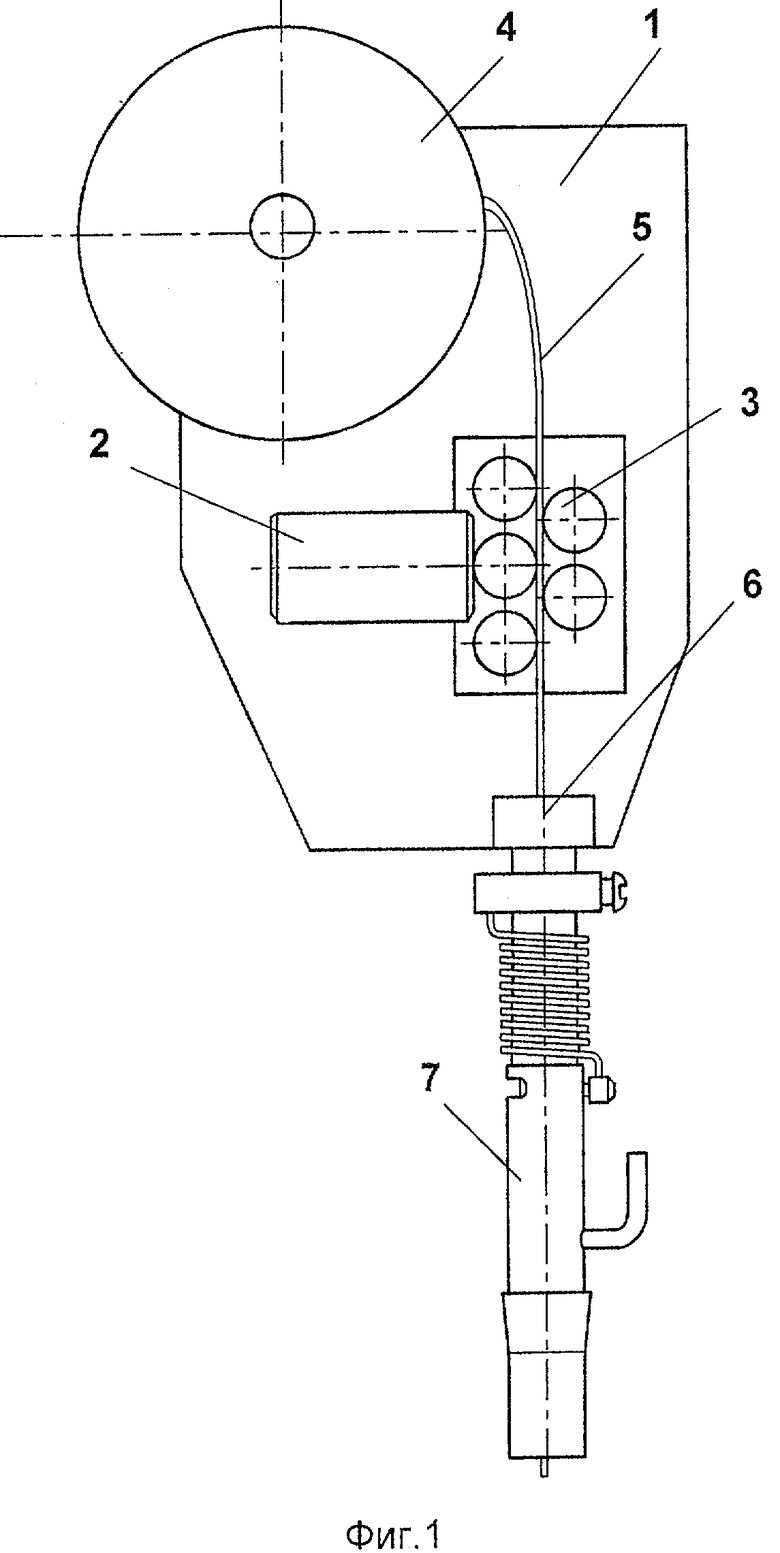
- на фиг.1 схематично показано устройство для подачи сварочной проволоки;
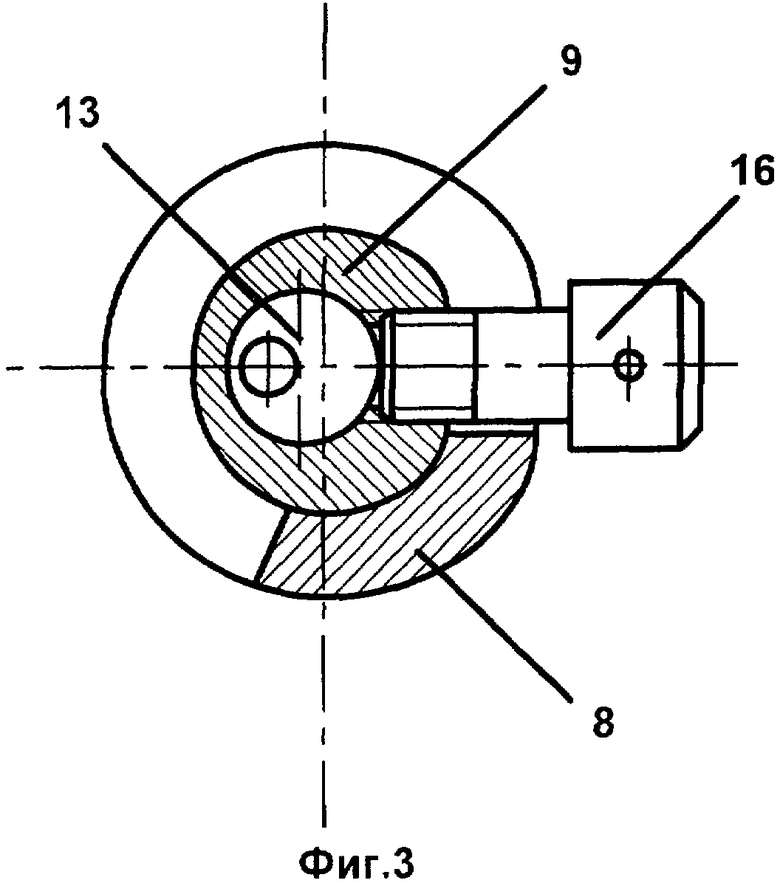
- на фиг.2 изображен продольный разрез мундштука;
- на фиг.3 показан разрез А-А на фиг.2.
Заявляемое устройство для подачи сварочной проволоки содержит подающий механизм 1 с двигателем 2, систему роликов 3, кассету 4 с проволокой 5, соединенный с токоподводом 6 токоподводящий мундштук 7, выполненный с внешней 8 и внутренней 9 втулками, медным наконечником 10 и соплом защиты дуги 11, внутренняя стальная втулка 9 установлена с возможностью поворота вокруг оси цилиндрической пружиной кручения 12, размещенной на внешней бронзовой втулке 8, при этом внутренняя втулка 9 выполнена с эксцентричным каналом 13 подачи проволоки 5 и резьбовым отверстием 14 на боковой поверхности, а в горизонтальном пазу 15 внешней втулки 8 расположен винтовой упор 16, соединенный с внутренней втулкой 9 и одним концом пружины 12, другой конец которой скреплен с кольцом 17, размещенным на внешней втулке 8 с возможностью фиксации винтом 18.
Заявляемое устройство для подачи сварочной проволоки работает следующим образом.
Перед сваркой мундштук 7 ввертывают резьбовой частью в токоподводящую гайку 6, а во внешнюю втулку 8 снизу вворачивают медный наконечник 10, включают двигатель 2 подающего механизма 1 в толчковом режиме и подают проволоку 5 из кассеты 4 системой роликов 3 в канал 12 внутренней втулки 9, а затем в наконечник 10. Двигают винтовой упор 16 в горизонтальном пазу 15 до упора слева и, удерживая его в этом положении, начинают взводить цилиндрическую пружину 12 скручиванием ее за счет поворота кольца 17 вместе с закрепленным на нем концом пружины 12 вокруг внешней втулки 8 до определенного усилия, затем фиксируют кольцо 17 винтом 18 на внешней втулке 8. За счет упругого воздействия пружины 12 через винтовой упор 16 внутренняя втулка 9 постоянно прижимает проволоку 5 к краю отверстия в наконечнике 10 с постоянным усилием, обеспечивая надежный скользящий контакт при подаче проволоки 5 в зону сварки. Под воздействием пружины 12 и за счет эксцентриситета отверстия во внутренней втулке 9 износ наконечника 10 происходит по окружности диаметром, равным двум эксцентриситетам, до тех пор, пока винтовой упор 16, двигаясь в горизонтальном пазу 17, не доходит до упора справа, после этого сварку останавливают и заменяют наконечник 10 на новый с повторением операций настройки токоподводящего мундштука 7. Расход цветного металла при использовании мундштука 7 предлагаемой конструкции фактически снижается во столько раз, во сколько диаметр нижней грани наконечника 10 превышает диаметр сварочной проволоки 5, так как износ производится по всей нижней грани наконечника 10.
Для определения диаметра цилиндрической пружины и диаметра проволоки существуют номограммы или формулы, связывающие усилия с искомыми диаметрами через определенные коэффициенты.
Таким образом, применение предложенного устройства для подачи сварочной проволоки позволяет:
- обеспечить точность поддержания параметров режима сварки и качество сварных швов на всем их протяжении за счет обеспечения постоянства токового контакта и вылета электродной проволоки в ходе всего процесса сварки;
- получать стабильность качества сварных швов при наложении их в ограниченных боковыми стенками изделий пространстве за счет уменьшения габаритных размеров мундштука;
- увеличить производительность сварочных операций за счет исключения ручной подстройки сменного наконечника при его частичном износе;
- обеспечить удобный визуальный контроль износа наконечника по положению винтового упора в пазу мундштука;
- экономить расход цветного металла за счет более полного износа сменных наконечников.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящее устройство | 1983 |
|
SU1097461A1 |
| Токоподводящий мундштук к устройству для дуговой сварки плавящимся электродом | 1987 |
|
SU1442346A1 |
Изобретение относится к устройству для подачи сварочной проволоки при дуговой сварке изделий или полос. Устройство содержит подающий механизм с двигателем и системой роликов, кассету с проволокой, токоподводящий мундштук (7), соединенный с токоподводом и выполненный с внешней (8) и внутренней (9) втулками, медный наконечник (10) и сопло (11) защиты дуги, размещенные на внешней втулке (8). Цилиндрическая пружина (12) кручения размещена на внешней втулке (8) токоподводящего мундштука (7). Внутренняя втулка (9) выполнена из стали с эксцентричным каналом (13) подачи проволоки и резьбовым отверстием на боковой поверхности и установлена с возможностью поворота вокруг оси посредством цилиндрической пружины (12) кручения. Внешняя втулка (8) выполнена бронзовой с горизонтальным пазом. Канал медного наконечника расположен соосно эксцентричному каналу подачи проволоки. В горизонтальном пазу внешней втулки размещен винтовой упор (16), соединенный с внутренней втулкой (9) и одним концом пружины (12), другой конец которой скреплен с кольцом (17), расположенным на внешней втулке (8) с возможностью фиксации винтом (18). Технический результат заключается в упрощении технологии получения бездефектного сварного соединения за счет обеспечения постоянства токоподвода в процессе сварки, увеличении производительности сварки за счет сокращения времени на настройку токового контакта и уменьшении расхода цветного металла за счет более полного износа наконечников. 3 ил.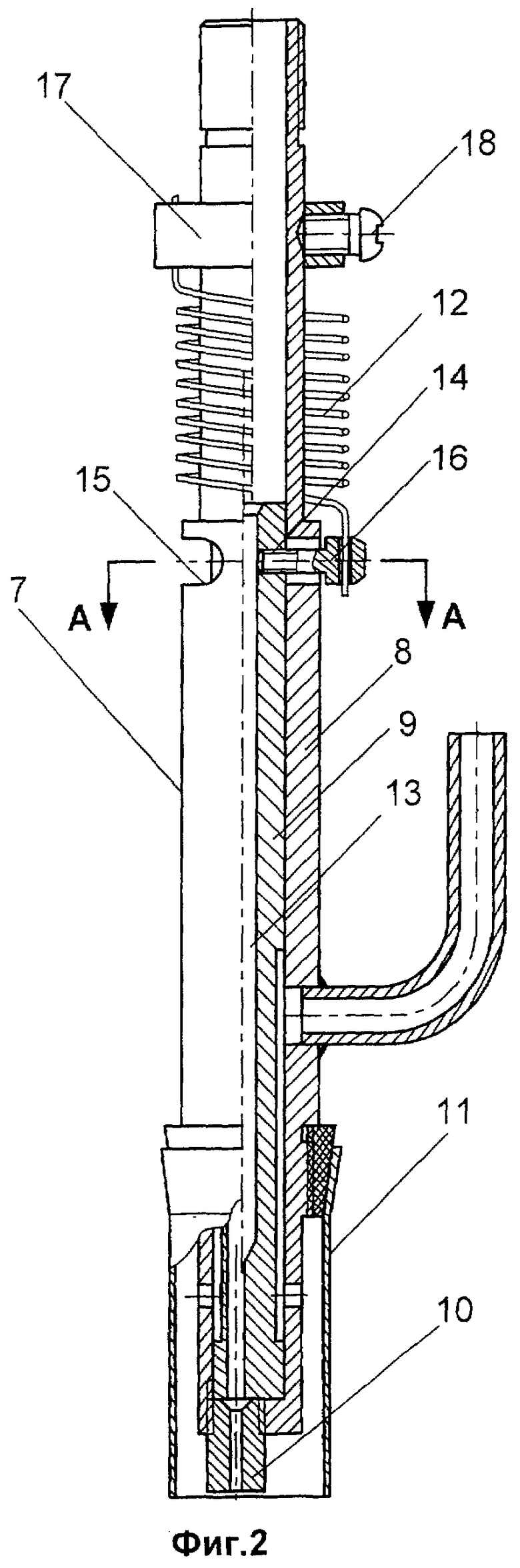
Устройство для подачи сварочной проволоки, содержащее подающий механизм с двигателем и системой роликов, кассету с проволокой, токоподводящий мундштук, соединенный с токоподводом и выполненный с внешней и внутренней втулками, медный наконечник и сопло защиты дуги, размещенные на внешней втулке, отличающееся тем, что оно снабжено цилиндрической пружиной кручения, размещенной на внешней втулке токоподводящего мундштука, винтовым упором и кольцом, при этом внутренняя втулка выполнена из стали с эксцентричным каналом подачи проволоки и резьбовым отверстием на боковой поверхности и установлена с возможностью поворота вокруг оси посредством цилиндрической пружины кручения, внешняя втулка выполнена бронзовой с горизонтальным пазом, канал медного наконечника расположен соосно с эксцентричным каналом подачи проволоки, в горизонтальном пазу внешней втулки размещен винтовой упор, соединенный с внутренней втулкой и одним концом пружины, другой конец которой скреплен с кольцом, расположенным на внешней втулке с возможностью фиксации винтом.
| Технология электрической сварки металлов и сплавов плавлением/Под ред | |||
| Акад | |||
| Б.Е.ПАТОНА | |||
| - М.: Машиностроение, 1974, с.400-401 | |||
| УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ | 1997 |
|
RU2125926C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2325977C2 |
| Токоподводящий мундштук | 1986 |
|
SU1444108A1 |
| Устройство для подачи электродной проволоки | 1983 |
|
SU1199521A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| JP 8281442 A, 29.10.1996 | |||
| JP 2000005876 A, 11.01.2000. | |||

