Известные устройства для правки крупногабаритных тонкостенных деталей с фасонными поверхностями с осуществлением предварительного нагрева деталей до температуры повышенной пластичности не обеспечивают качественную правку, вследствие неравномерного охлаждения.
Применяемая холодная ударная правка крупногабаритных тонкостенных деталей с фасонными поверхностями создает на последних межкристаллический наклеп и приводит к дополнительной значительной концентрации напряжений, кроме того, такая правка трудоемка.
Особенностью описываемого пресса является то, что для наиболее благоприятной схемы распределения усилий деформирования по поверхности детали он выполнен с несколькими рядами рабочих пневмоцилиидров, подвижно установленных на нескольких передвижных параллельпых траверсах, с размещением на нижней плите фасонных подкладок - ложементов,
снабженных электрическим подогревом.
Такое выполнение пресса позволило совместить термообработку с горячей правкой крупногабаритных тонкостенных деталей при благоприятном распределении усилий деформирования по поверхности детали.
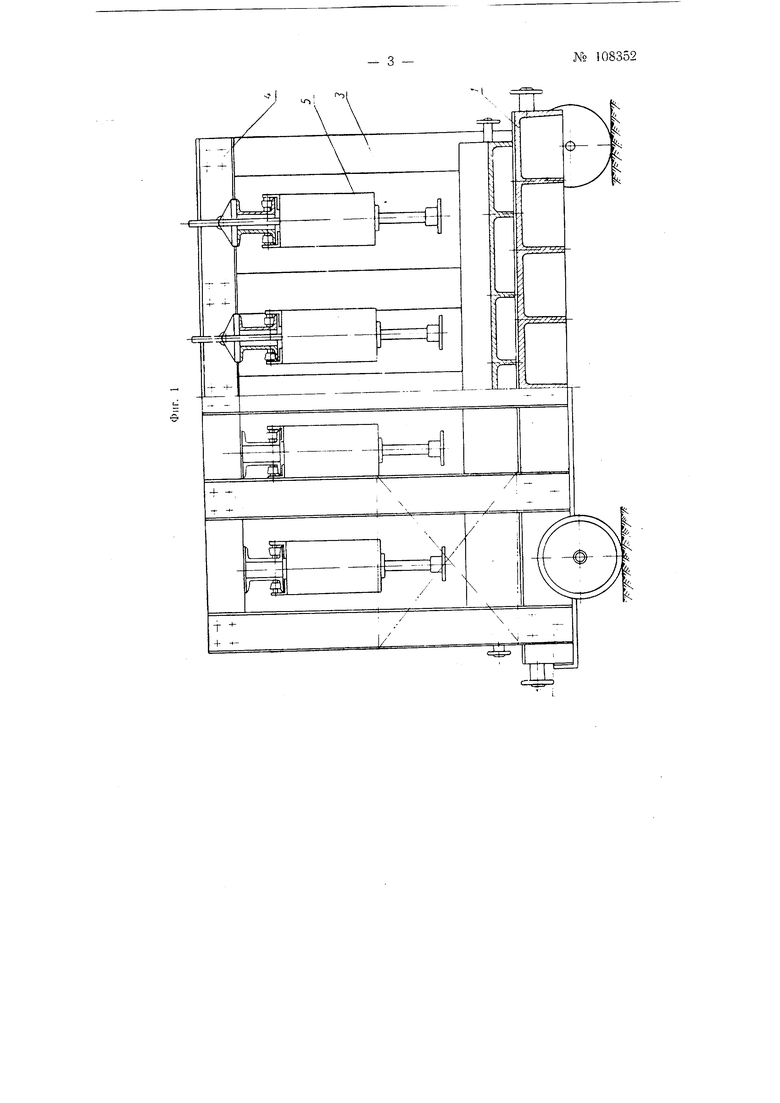
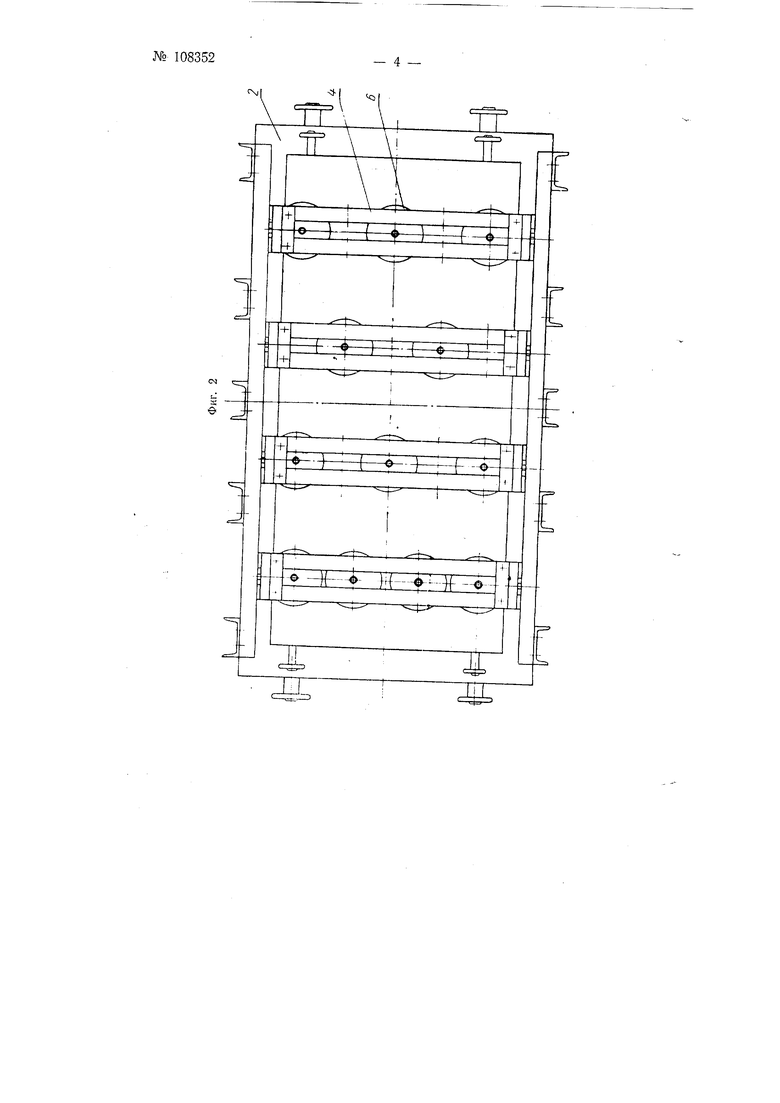
На фиг- 1 показан пресс, вид сбоку; на фиг. 2-то же, вид сверху; на фиг. 3 - то же, вид спереди.
На тележке / размещена рабочая плита 2, на вертикальных стойках 5 которой закреплены горизонтальные балки 4 являющиеся путями для передвижения параллельных траверс 5.
На каждой траверсе расположены передвижные пневматические цилиндры 6, штоки 7 которых с пятами 8 являются пуансонами, осуществляющими местные нагрузки на выпрямляемую деталь. Каждый цилиндр обеспечен индивидуальным регулятором давления, изменяющим последнее в широких пределах в зависимости от необходимого для каждой конкретной детали.
На рабочую плиту 2 устанавливают соответствзющей конфигурации сменные подкладки - ложементы Я точно воспроизводящне форму сочленяющейся поверхности обрабатываемой детали или группы деталей. Некоторые ложементы оборудованы электронагревателями JO индукционного типа, осуществляющими дополнительный подогрев тех деталей, которые поступают на пресс с температурой, ниже необходимой для горячей правки.
Для регулирования скорости охлаждения детали предусмотрено принудительное охлаждение ложементов сжатым воздухом или водой.
Предмет изобретения
1. Пресс для правки крупногабаритных тонкостенных деталей с фасонными поверхностями с предварительным нагревом деталей до температуры повыщенной пластичности, с применением сменных фасонных подкладок, отличающийся тем,
что, с целью обеспечения наиболее благоприятной схемы распределения усилий деформирования по поверхности детали, пресс снабжен несколькими рядами рабочих, например пневматических, цилиндров, подвижно установленных на нескольких передвижных параллельных траверсах, каждый из которых имеет индивидуальный регулятор давления, обеспечивающий регулирование рабочего давления в широких пределах.
2.Пресс по п. 1, отличающийся тем, что, с целью повыщения точности заданной формы поверхности детали и производительности, фасонные подкладки размещены на нижней плите пресса и выполнены в виде ложементов с принудительным охлаждением3.Пресс по пп. 1 и 2, отличающийся тем, что, с целью обеспечения возможности дополнительного подогрева детали непосредственно на прессе, в сменных ложементах помещены электрические нагревательные элементы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Передвижная машина для сварки проволочных прутков в арматурную сетку | 1940 |
|
SU69056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММЫ РАЗДЕЛЬНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2000 |
|
RU2164456C1 |
| ПРЕСС | 2002 |
|
RU2246405C2 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ НА СТОЛЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА ДЛИННОМЕРНОЙ ДЕТАЛИ | 2002 |
|
RU2226145C2 |
| Устройство для индукционного нагрева крупногабаритных штампов в процессе изотермической штамповки | 2020 |
|
RU2789249C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| Гидравлический пресс | 1978 |
|
SU877879A1 |
| ПРЕСС-ФОРМА К ПРЕССУ | 1993 |
|
RU2042525C1 |