Изобретение относится к механической обработке материалов резанием, а именно к устройствам для установки и закрепления длинномерной детали на металлорежущих станках.
В заявляемом изобретении под понятием "длинномерная деталь" понимаются стрела подъемных механизмов, строительных и землеройных машин, навесного оборудования и экскаваторов. Такие детали при значительной длине имеют относительно небольшую толщину, а их ширина неравномерна по длине детали. Контур таких деталей особенно по концам образован дугами. Механической обработке такие детали подвергаются в основном по торцевым поверхностям, а поэтому на столе станка устанавливаются "на ребро", т.е. узкой частью. Поэтому такие детали не обладают поперечной устойчивостью и разместить их непосредственно на столе станка не представляется возможным, а требуется применение специальных средств для установки, выверки и жесткой фиксации детали на станке. Широкая номенклатура стрел требует большого многообразия этих средств.
Известно устройство для установки и закрепления детали сложной формы на столе станка [1, 2], содержащее опорную плиту, выполненную из отдельных перемещающихся относительно друг друга частей, и установленные на каждой части опорной плиты с возможностью поворота и настроечного перемещения пальцы с размещенными на них каретками, несущими опоры и зажимные элементы. Известное устройство может быть применено для деталей с хорошо развитой технологической базой, позволяющей осуществить простую установку детали на столе станка.
Было предложено устройство [3] для закрепления детали, содержащее зафиксированные на противоположных сторонах стола станка стойки с размещенными на каждой из них парой шарнирно соединенных между собой двуплечих рычагов с планками, при этом одно плечо рычагов предназначено для взаимодействия с заготовкой, а другое - с пневмоприводом, каждая пара планок шарнирно соединена одними концами между собой, а другими концами соединена с двуплечими рычагами, причем шарнирные соединения каждой пары двуплечих рычагов и каждой планки между собой снабжены фиксаторами.
Вышерассмотренное устройство может быть использовано только для закрепления деталей, устойчиво располагающихся на поверхности стола станка.
Известно также устройство [4] для установки крупногабаритной детали, выполненное в виде опорных стоек с элементами крепления их к столу станка, при этом опорные стойки шарнирно соединены между собой и в их нижней части с внутренней и внешней стороны выполнены наклонные поверхности, предназначенные для взаимодействия с элементами крепления. Шарнирное соединение стоек между собой превращает их в опору, на которую устанавливают обрабатываемую деталь. Поэтому такое устройство целесообразно применять для деталей, имеющих форму, близкую к цилиндрической. Для длинномерных деталей такое устройство не может быть применено.
Наиболее близким по своей технической сущности по отношению к заявляемому изобретению является устройство для установки и закрепления на столе станка длинномерной детали [5]. Прототип содержит опорные стойки с элементами крепления их к столу станка и двуплечие с прижимами рычаги. Двуплечие рычаги размещены в корпусах, установленных на опорных стойках. На корпусах с двуплечими рычагами установлены упоры, на которых размещают обрабатываемую деталь. Известное устройство предназначено для закрепления длинномерной детали, у которой основание, контактирующее с упорами, образовано плоской поверхностью, а сама деталь обладает поперечной устойчивостью.
Известное устройство не может быть использовано для закрепления длинномерной детали, наружный контур которой образован криволинейными поверхностями и базирование которой при установке на столе станка осуществляют по этим поверхностям.
В основу заявляемого изобретения была поставлена задача разработать универсальное устройство для установки и закрепления на столе металлорежущего станка длинномерной детали, наружный контур которой образован криволинейными поверхностями и по которым осуществляют базирование детали при ее механической обработке.
Указанная задача решается тем, что в устройстве для установки и закрепления на столе металлорежущего станка длинномерной детали, выполненном в виде двух опорных стоек с элементами крепления их к столу станка и двуплечих с прижимами рычагов, установленных с возможностью поворота на опорных стойках, согласно изобретению опорные стойки размещены на противоположных по длине стола станка сторонах, а между опорными стойками с возможностью фиксации их на столе станка по обе стороны устанавливаемой детали размещена, по крайней мере, одна пара промежуточных стоек, при этом на опорных стойках установлены домкраты для контактирования с периферийной поверхностью детали, боковые упоры для взаимодействия с торцевой поверхностью детали и качалки для фиксации устанавливаемой детали по длине, причем одна из опорных стоек установлена с возможностью ее перемещения по направлению к напротив расположенной опорной стойке.
Качалки целесообразно установить с возможностью ограниченного поворота в горизонтальной плоскости.
Качалку перемещаемой опорной стойки желательно установить с возможностью линейного перемещения.
Боковые упоры желательно установить с возможностью поворота в вертикальной плоскости.
Боковые упоры целесообразно снабдить сменными вставками.
Желательно устройство для установки и закрепления детали снабдить средством перемещения одной из опорных стоек.
Средство перемещения опорной стойки можно выполнить в виде фиксируемого на столе станка упора со смонтированным в нем механизмом типа "винт - гайка", винт которого приспособлен для сцепления с перемещаемой опорной стойкой.
Можно устройство снабдить комплектом подкладок, устанавливаемых и фиксируемых на столе станка.
Подкладки необходимо снабдить крепежными элементами для фиксации на них опорных стоек.
Подкладку под перемещаемую опорную стойку необходимо снабдить средством ее сцепления с винтом средства перемещения опорной стойки. Целесообразно на каждой опорной стойке установить по два домкрата симметрично относительно оси поворота качалки.
Каждый домкрат целесообразно выполнить в виде зафиксированного на опорной стойке корпуса с направляющими, направленными под острым углом к плоскости стола станка, клина и ползуна, установленного с возможностью перемещения по вышеуказанному клину.
Желательно ползуны домкратов снабдить сменными вставками.
Поверхности вставок, на которых размещается устанавливаемая деталь, целесообразно выполнить в виде части сферы.
Прижимы установленных с возможностью поворота двуплечих рычагов желательно смонтировать на конце одного плеча, а на втором плече рычага установить фиксаторы для взаимодействия с ответными деталями опорной стойки.
Каждый прижим двуплечего рычага целесообразно установить с возможностью поворота вокруг горизонтальной оси относительно двуплечего рычага.
Прижимы предпочтительно установить с возможностью линейного перемещения относительно двуплечего рычага.
Целесообразно каждую промежуточную стойку снабдить, по крайней мере, одним прижимом.
Желательно прижим промежуточной стойки установить с возможностью линейного перемещения.
Отличительная особенность заявляемого устройства заключается в установке опорных стоек на противоположных по длине стола станка сторонах, в размещении между опорными стойками с возможностью фиксации на столе станка по обе стороны устанавливаемой детали промежуточных стоек и в установке на опорных стойках домкратов, боковых упоров и качалок. С помощью вышеперечисленных средств осуществляется установка и выверка длинномерной детали на столе станка. Фиксация детали осуществляется с помощью прижимов двуплечих рычагов, прижимов промежуточных стоек и качалок. Наличие комплекта сменных подкладок под опорные стойки, сменных вставок у боковых упоров и возможность настроечного перемещения прижимов и качалки делает заявляемое устройство универсальным, обеспечивающим установку, выверку и закрепление на столе станка длинномерных деталей любого наружного профиля.
Эти и другие особенности заявляемого изобретения будут приведены ниже со ссылками на прилагаемые чертежи, на которых изображены:
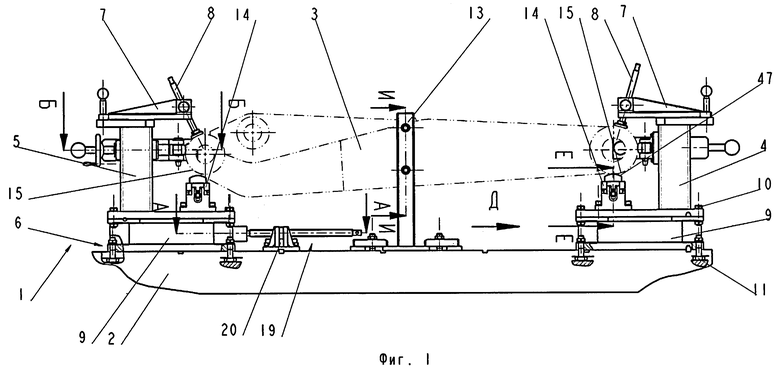
фиг.1 - общий вид устройства,
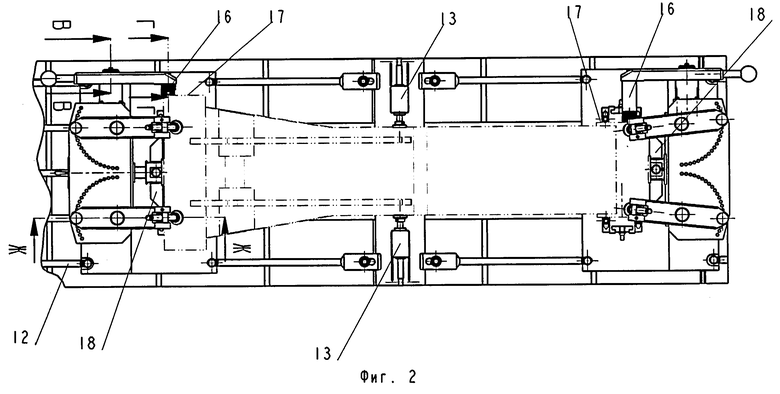
фиг.2 - вид сверху (фиг.1)
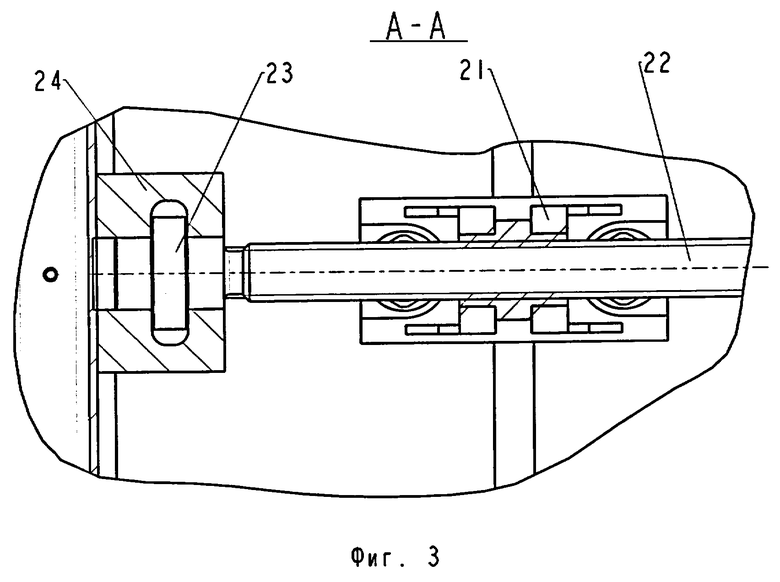
фиг.3 - разрез по А-А (фиг.1),
фиг.4 - разрез по Б-Б (фиг.1),
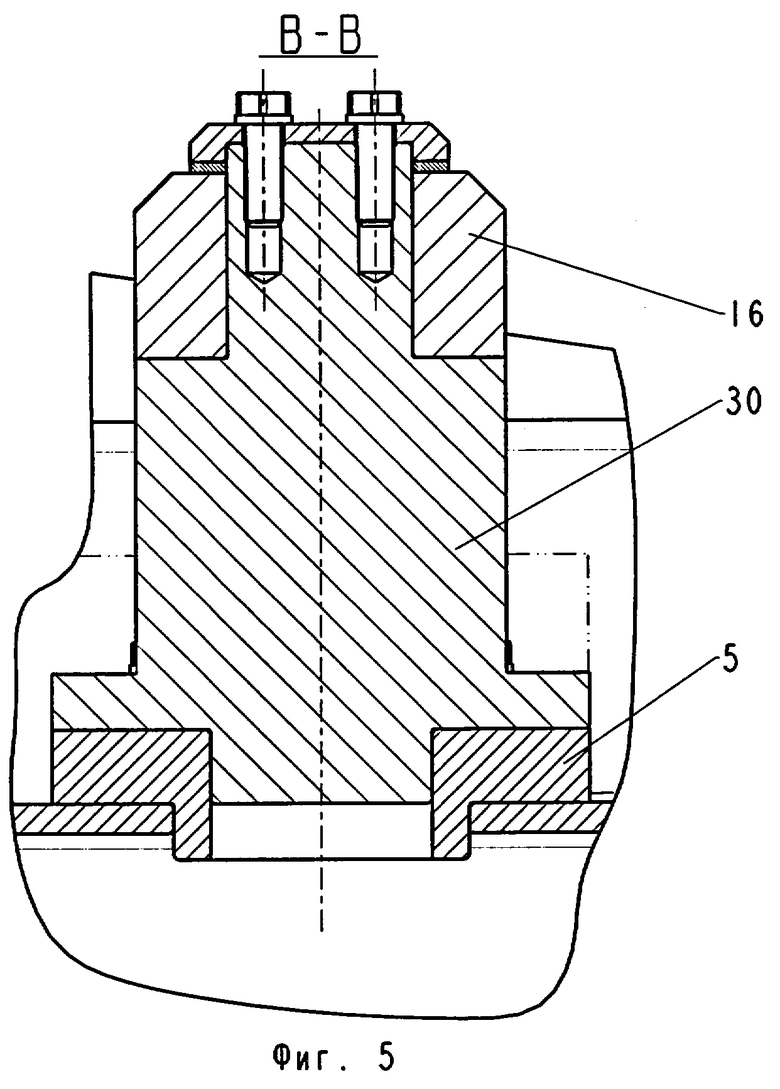
фиг.5 - разрез по В-В (фиг.1),
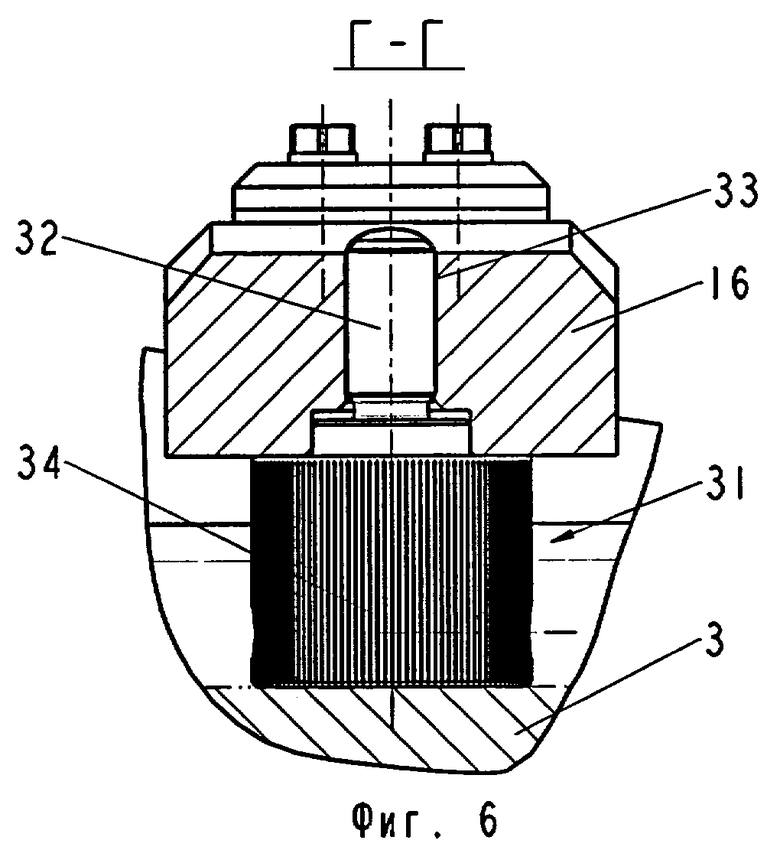
фиг.6 - разрез по Г-Г (фиг.1),
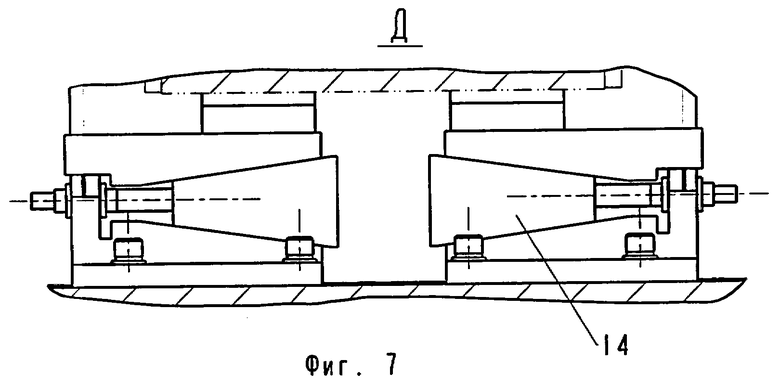
фиг.7 - вид Д (фиг.1),
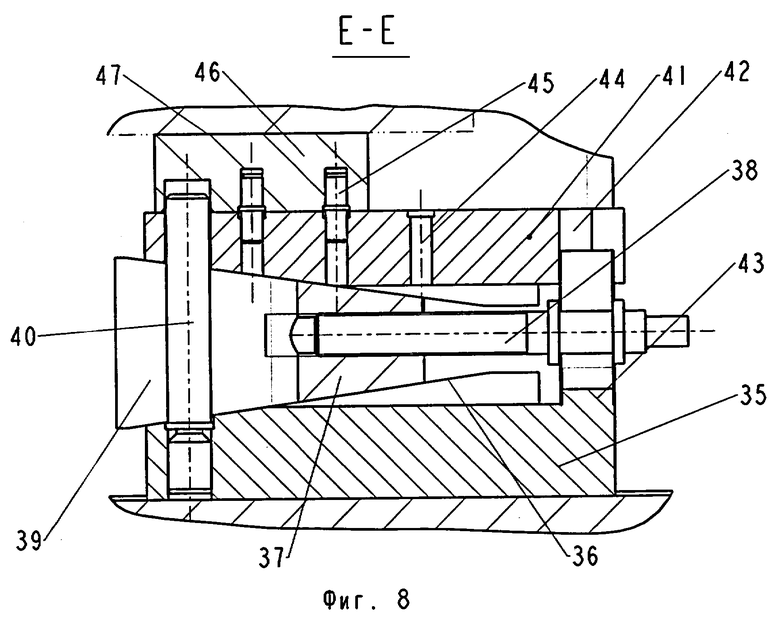
фиг.8 - разрез по Е-Е (фиг.7),
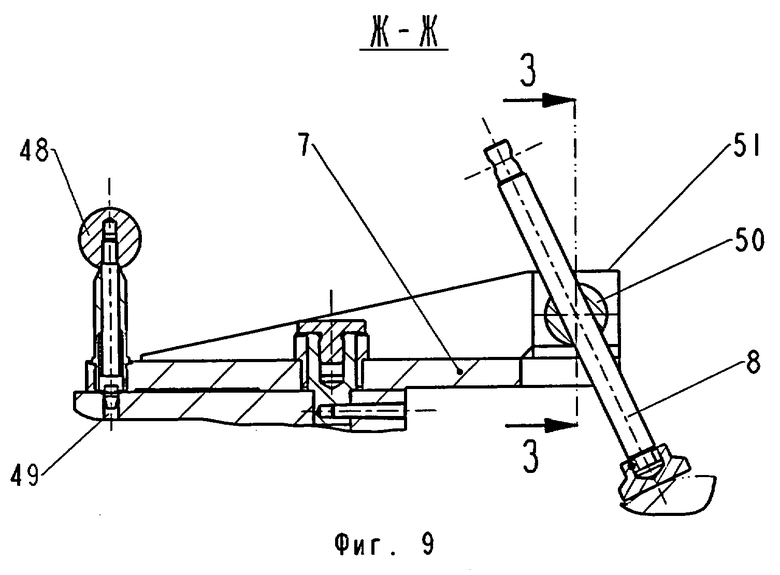
фиг.9 - разрез по Ж-Ж (фиг.1),
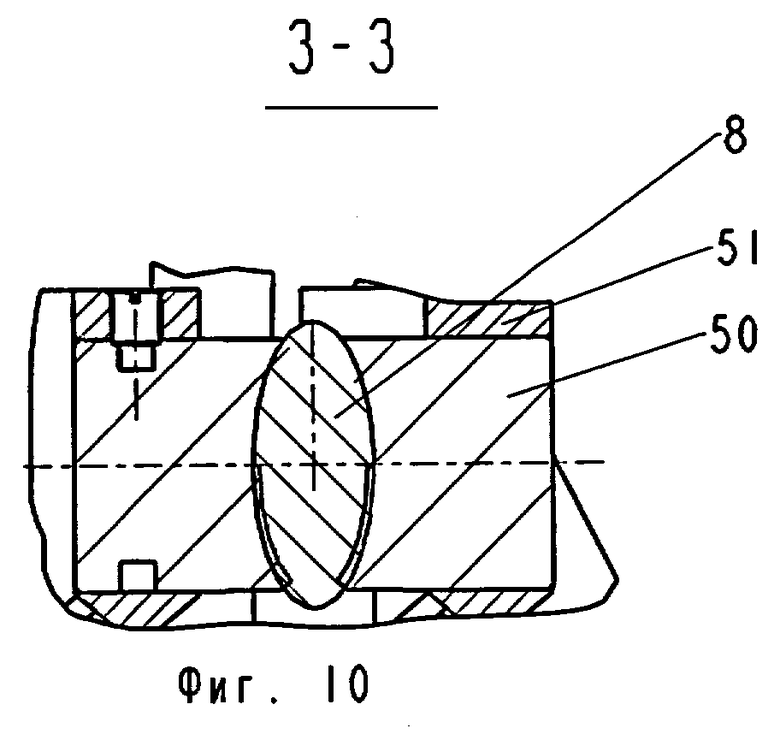
фиг.10 - разрез по З-З (фиг.1),
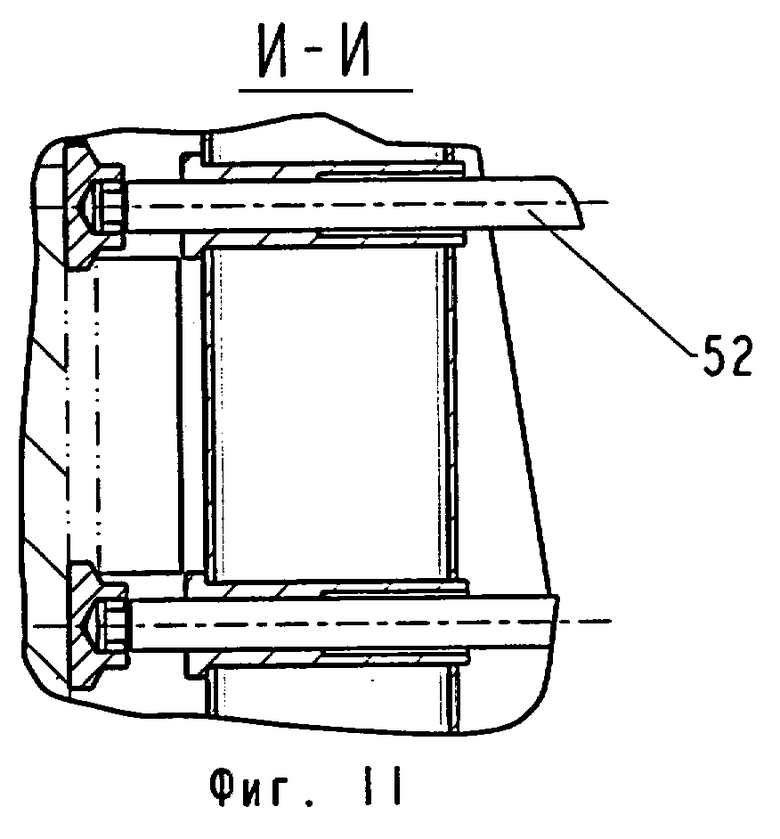
фиг.11 - разрез по И-И (фиг.1).
Устройство 1 (фиг.1, 2) для установки и закрепления на столе 2 металлорежущего станка длинномерной детали 3 содержит две опорные стойки 4 и 5 с элементами их крепления 6 к столу 2 станка и двуплечие рычаги 7 с прижимами 8, установленные с возможностью поворота на опорных стойках 4 и 5. В зависимости от габарита устанавливаемой детали каждая опорная стойка может быть установлена на сменной подкладке 9 (имеется их комплект). В этом случае опорные стойки закрепляются на подкладках 9 с помощью болтового соединения 10, а подкладка закрепляется на столе станка с помощью элементов ее крепления 6. Элемент крепления 6 представляет собой болт 11 с Т-образной головкой, размещенной в Т-образном пазу 12 стола 2. Опорные стойки 4 и 5 установлены на противоположных по длине стола сторонах. Расстояние между опорными стойками определяется длиной обрабатываемой детали 3. Между опорными стойками 4 и 5 с возможностью фиксации на столе станка по обе стороны устанавливаемой детали 3 размещена, по крайней мере, одна пара промежуточных стоек 13. Количество пар промежуточных стоек определяется длиной устанавливаемой детали 3. Промежуточные стойки 13 могут быть в зависимости от габаритов устанавливаемой детали размещаться непосредственно на столе 2 станка, либо они могут быть установлены на соответствующих подкладках 9. Фиксация промежуточных стоек 13 на столе станка осуществляется аналогично креплению на столе станка опорных стоек 4 и 5.
На опорных стойках 4 и 5 установлены домкраты 14, на которые устанавливают обрабатываемую деталь 3 ее периферийной поверхностью 15, боковые упоры 16 для взаимодействия с торцевой поверхностью 17 детали 3 и качалки 18 для фиксации детали по длине. Опорная стойка 5 установлена с возможностью ее перемещения по направлению к напротив установленной неподвижной опорной стойке 4. Для создания такого перемещения устройство 1 снабжено средством перемещения 19 (фиг.1, 3). Средство перемещения 19 опорной стойки 5 может быть выполнено в виде фиксируемого на столе 2 станка упора 20 с размещенным в нем механизмом типа "винт - гайка" 21 (фиг.3), при этом винт 22 вышеуказанного механизма приспособлен для сцепления с перемещаемой опорной стойкой 5. Для этого на конце винта 22 выполнен трехступенчатый цилиндрический выступ 23, устанавливаемый в ответное отверстие кронштейна 24, закрепляемого известным способом либо на опорной стойке 5, либо на подкладке 9, если опорная стойка 5 установлена на подкладке. На противоположном конце винта имеется перекидная рукоятка (не показана) для его вращения. Фиксация упора 20 на столе станка осуществляется способом, описанным выше.
Качалки 18 (фиг.4) установлены с возможностью ограниченного поворота в горизонтальной плоскости вокруг оси 25 для обеспечения более надежного контакта с устанавливаемой деталью при ее фиксации по длине. Качалка 18 перемещаемой опорной стойки 5 установлена с возможностью линейного перемещения. Для этого ось 25 качалки зафиксирована в ползуне 26, с которым неподвижно соединена гайка 27, сцепленная с винтом 28, установленным в опорной стойке 5 только с возможностью вращения. Винт 28 соединен жестко со штурвалом 29. Боковые упоры 16 (фиг.5) установлены с возможностью поворота в вертикальной плоскости вокруг осей 30, зафиксированных соответственно в опорных стойках 4 и 5. Боковые упоры 16 (фиг.6) снабжены сменными вставками 31, контактирующими в процессе установки, выверки и закрепления на столе станка длинномерной детали 3 с ее торцевой поверхностью 17. Сменные вставки снабжены пальцами 32, устанавливаемыми в отверстия 33 боковых упоров. Для удобства установки вставки на ее периферийной поверхности нанесена накатка 34.
На каждой опорной стойке установлено два домкрата 14 (фиг.7) симметрично относительно оси 25 качалки 18. Каждый домкрат 14 выполнен в виде зафиксированного на опорных стойках корпуса 35 (фиг.8) с направляющими 36, направленными под острым углом к плоскости стола 2 станка. На направляющих 36 установлен клин 37, перемещаемый по направляющим 36 с помощью винта 38. От проворота относительно корпуса 35 клин 37 снабжен пазом 39 и пальцем 40, зафиксированным в корпусе 35 и проходящим через паз 39. С противоположной относительно корпуса 35 стороны, на клине 37 расположен ползун 41. Направленное вертикальное перемещение ползуна 41 обеспечивается пальцем 40 и пазом 42, выполненным в ползуне и скользящим по выступу 43 корпуса 35. В ползуне 41 выполнен ряд отверстий 44 для установки в них пальцев 45 вставки 46, наружная поверхность которой для удобства установки детали 3 выполнена в виде части сферы 47 (фиг.1).
Прижим 8 (фиг.9) смонтирован на конце одного плеча поворотного рычага 7, на втором плече которого установлен фиксатор 48 для взаимодействия с ответным элементом 49 опорной стойки 4, 5. Прижим 8 установлен с возможностью поворота вокруг горизонтальной оси 50, расположенной в кронштейне 51 двуплечего поворотного рычага 7, и с возможностью линейного перемещения относительно двуплечего поворотного рычага. Линейное перемещение прижима обеспечивается за счет резьбового соединения прижима 8 с осью 50. Каждая промежуточная стойка 13 снабжена, по крайней мере, одним прижимом 52. Прижим 52 установлен с возможностью его вывинчивания из промежуточной стойки, за счет которого осуществляется линейное перемещение прижима 52.
Установка, выверка и закрепление длинномерной детали 3 на столе 2 металлорежущего станка осуществляется в следующей последовательности. Установить на столе 2 станка правую относительно плоскости чертежа подставку 9 и зафиксировать ее с помощью Т-образных болтов, введенных в Т-образные пазы 12 стола. Установить на подставку 9 опорную стойку 4 и зафиксировать ее на подставке болтовыми соединениями 10. Установить на опорной стойке 4 два домкрата 14 симметрично оси 25 вращения качалки 18. Осуществить предварительную настройку по высоте домкратов, вращая винт 38. Вращение винта вызывает линейное перемещение клина 37 по направляющим 36 корпуса 35 домкрата 14. Перемещение по вертикали ползуна 41 обеспечивается пальцем 40 и выступом 43 корпуса 35. Затем установить на столе станка левую относительно плоскости чертежа подставку 9 без фиксации ее на столе станка. На левой подставке 9 установить и зафиксировать опорную стойку 5 болтовыми соединениями 10. Расстояние между опорными стойками 4 и 5 должно быть несколько большим длины устанавливаемой на столе станка детали 3. Затем на столе станка устанавливают и фиксируют средство перемещения 19 опорной стойки 5. Трехступенчатый выступ 23 винта 22 вводят в ответное отверстие кронштейна 24 и осуществляют перемещение опорной стойки 5 совместно с левой подкладкой 9 по направлению к расположенной напротив опорной стойки 4 в соответствии с длиной устанавливаемой детали. Осуществляют фиксацию левой подкладки совместно с опорной стойкой 5 на столе станка способом, описанным выше. Установить и зафиксировать на столе станка способом, описанным выше, промежуточные стойки 13. Количество промежуточных стоек 13, устанавливаемых на столе станка, определяется длиной детали 3. Вывести боковые упоры 16 опорных стоек 4 и 5 в горизонтальное положение и вставить сменные вставки 31 в зависимости от типа устанавливаемой детали 3. Развернуть в горизонтальной плоскости двуплечие рычаги 7 на опорных стойках 4 и 5 для обеспечения прохода детали 3. Деталь краном (не показан) переместить и установить на вставки 46 домкратов 14, обеспечивая при этом прижим торцевой поверхности 17 детали 3 к сменным вставкам 31 боковых упоров 16. Осуществит окончательную выставку домкратов 14 по высоте для обеспечения установки на одной и той же высоте продольных осей отверстий детали 3, находящихся на концах детали, опирающихся на вставки 46. Вращая штурвал 29, линейно переместить качалку 18 опорной стойки 5 и зажать деталь 3 в продольном направлении. Затем свести двуплечие рычаги 7, расположив прижимы 8 над деталью 3, и зафиксировать их, введя фиксаторы 48 в ответные элементы 49 опорных стоек. Осуществить необходимую настройку каждого прижима 8 путем поворота на требуемый угол оси 50. Путем перемещения прижимов в осях 50 зажать деталь 3 в направлении ее ширины. Затем прижимами 52 промежуточных стоек 13 закрепляют изделие в поперечном направлении (в направлении толщины). После завершения вышеперечисленных операций устанавливаемая на столе станка деталь оказывается выставленной в требуемом положении, зажата в трех направлениях (по длине, толщине и ширине), а за счет того, что деталь зажата в поперечном направлении (деталь может быть зажата в нескольких местах), обеспечивается жесткость системы "деталь - станок", что способствует повышению точности механической обработки.
Источники информации
1. А.с. СССР № 1242324, публ. 1986.
2. А.с. СССР № 1400844, публ. 1988.
3. А.с. СССР № 1593888, публ. 1990.
4. А.с. СССР № 610655, публ. 1978.
5. А.с. СССР № 1668094, публ. 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Устройство для закрепления длинномерных деталей | 1988 |
|
SU1668094A1 |
| Устройство для хранения и выдачидлиННОМЕРНыХ издЕлий | 1978 |
|
SU816877A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕИМУЩЕСТВЕННО ТРАНСПОРТНО-ПУСКОВЫХ КОНТЕЙНЕРОВ НА ПУСКОВУЮ УСТАНОВКУ КОРАБЛЯ | 2012 |
|
RU2489307C1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Прижим для закрепления детали | 1990 |
|
SU1796406A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |

Изобретение относится к механической обработке материалов резанием и может быть использовано для установки и закрепления на металлорежущих станках длинномерных деталей типа стрелы подъемных механизмов, строительных и землеройных машин, навесного оборудования и экскаваторов. Устройство содержит две опорные стойки с элементами крепления их к столу станка на противоположных по длине стола сторонах, причем одна из стоек установлена с возможностью ее перемещения по направлению к напротив лежащей опорной стойке. Между опорными стойками с возможностью фиксации на столе станка по обе стороны устанавливаемой детали размещена, по крайней мере, одна пара промежуточных стоек. На опорных стойках расположены двуплечие с прижимами рычаги, установленные с возможностью поворота, домкраты для контактирования с периферийной поверхностью детали, боковые упоры для взаимодействия с торцевой поверхностью детали и качалки для фиксации детали по длине. Использование такой конструкции позволяет установить и закрепить на столе металлорежущего станка детали, наружный контур которых образован криволинейными поверхностями, по которым осуществляют базирование при её механической обработке. 18 з.п. ф-лы, 11 ил.
| Устройство для закрепления длинномерных деталей | 1988 |
|
SU1668094A1 |
| Устройство для закрепления деталей | 1989 |
|
SU1646773A1 |
| Устройство для зажима цилиндрических деталей | 1986 |
|
SU1433751A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1991 |
|
RU2083345C1 |

