Предметом изобретения является способ компенсации погрешности в диаметральном размере изделий на операционных станках при настройке последних на один размер для компенсации неравномерности раснределения припуска только вдоль оси заготовки при коротких деталях, вызывающей упругие отжатия в системе станок - инструмент - изделие под действием силы резания, путем автоматического регулирования положения резца.
Известны способы компенсации погрешности в диаметральных размерах изделий, состоящие в том, что регулирование положения режущего инструмента осуществляется с помощью специальных устройств, дающих управляющий импульс после измерения размеров ранее обработанного изделия.
Особенность описываемого устройства заключается в том, что, с целью осуществления компенсации, использованы перемещения резца большие, чем перемещения органов собственно устройства и приближающиеся по величине к
упругим отжатиям системы, принятым для данных условий обработки пропорциональными действующей силе.
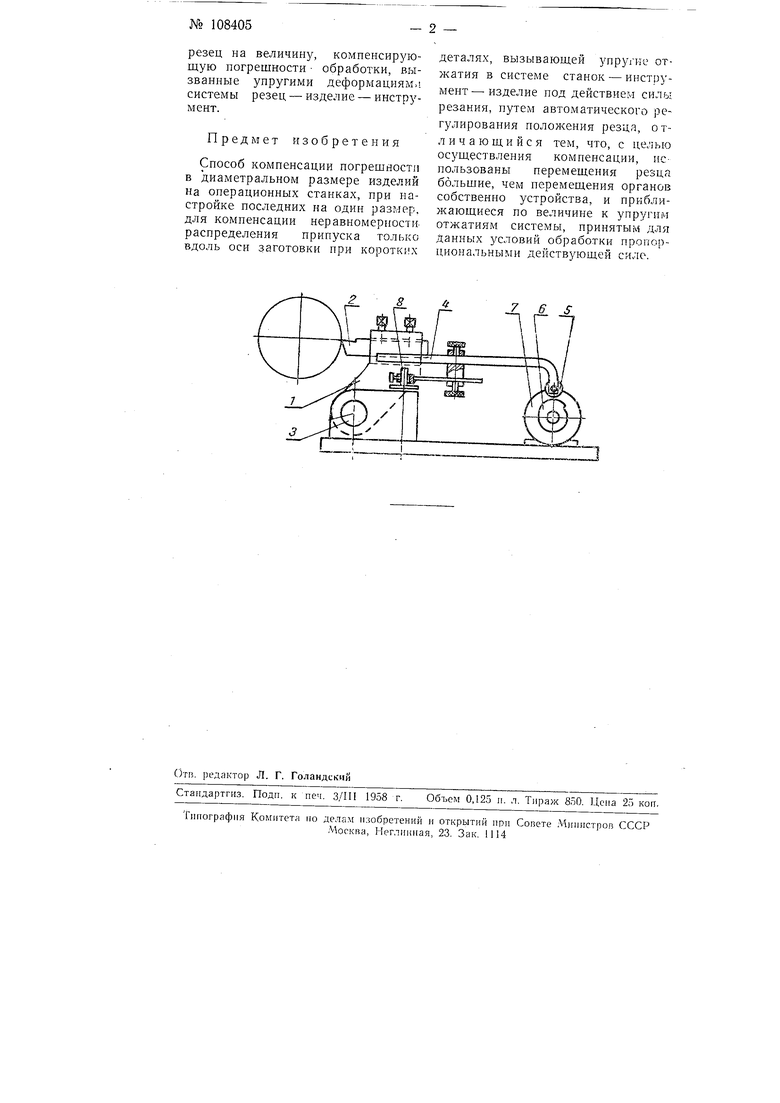
На чертеже показано устройство для компенсации диаметральных размеров обрабатываемого изделия с помощью специального устройства.
Устройство состоит из качающегося резцедержателя 1, несущего резец 2. Резцедержатель покоится в подшипниках 5 и с помощью упругого рычага 4 с роликом 5 опирается на кулачок 6, регулирующий величину радиальной подачи (врезания) резца. Кулачок получает движение от электродвигателя 7.
На упругом рычаге 4 помеш.е.н датчик 8 (емкостный, индуктивный или контактный), который при изменении деформаций рычага, вызванных изменением силы резания, в результате переменности припуска по длине заготовки или износа резца, через специальное усилительное или релейное устройство дает соответствующий импульс электродвигателю, перемещающему
резец на величину, комненсирующую ногрешности обработки, вызванные упругими деформациям. системы резец - изделие - инструмент.
Предмет изобретения
Способ компенсации погрешности в диаметральном размере изделий На операционных станках, при настройке последних на один размер, для комиенсации неравномерности распределения припуска только вдоль осн заготовки нри коротких
деталях, вызывающей упругие отжатия в системе станок - инструмент- изделие под действием силы резания, путем автоматического регулирования положения резця, отличающийся тем, что, с целью осуществления комненсации, использованы перемещения резца ббльщие, чем перемещения органов собственно устройства, и приближающиеся по величине к упругим отжатиям системы, принятым для Данных уСоТовий обработки пропорциональными действующей силе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической поднастройки режущего инструмента | 1982 |
|
SU1024165A1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| Устройство для автоматической поднастройки колеблющегося резца в пространстве | 1991 |
|
SU1802780A3 |
| Токарный станок | 1983 |
|
SU1119779A2 |
| Устройство для двустороннего нарезания резьбы | 1990 |
|
SU1710232A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2013 |
|
RU2533617C1 |
| Способ определения жесткости станка | 1985 |
|
SU1294490A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ | 2010 |
|
RU2414994C1 |
| Резец с прорезью | 1983 |
|
SU1144776A1 |
