Изобретение относится к обработке металлов резанием и может быть использовано на токарных и других станках для продольного и фасонного точения.
Известна резцовая головка, содержащая корпус, резцедержатель с резцами, установленный с возможностью радиального перемещения, и связывающие их соединительные элементы, выполненные в виде стержней, снабженные опорными сферическими поверхностями и установленные с возможностью поворота относительно корпуса и резцедержателя [Авторское свидетельство СССР, №665985, кл. B23B 5/08, 1979 г.].
Недостатками данного устройства являются ограниченные технологические возможности из-за небольшого диапазона регулирования вылетов резцов, копирования погрешности заготовки из-за смещений резцов в радиальном направлении.
Известно устройство для токарной обработки, содержащее два резца, каждый из которых снабжен датчиком силы резания и исполнительным механизмом, соединенными через элемент сравнения и усилитель, фазочувствительный каскад, подключенный к выходу усилителя, два элемента И, каждый из которых включен между соответствующим исполнительным механизмом и фазочувствительным каскадом, при этом вторые входы элементов И соединены с выходом элемента сравнения, к двум входам которого подключены датчики сил резания, а в качестве исполнительных механизмов использованы гидравлические лопастные механизмы поворота резцов относительно оси, проходящей через вершины резцов [Авторское свидетельство СССР, №1154052, кл. B23B 25/06, 1985 г.].
У этого устройства, выбранного в качестве прототипа, имеются следующие недостатки. Система управления сложная в изготовлении и эксплуатации. Из-за поворота суппорта происходит изменение геометрии резцов (углов в плане), что приводит с учетом изменения площади срезаемого слоя к нестабильности условий обработки и параметров шероховатости.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении точности обработки, достигаемой за счет осуществления возможности самоуравновешивания сил резания.
Эта задача решается тем, что в устройстве для токарной обработки, содержащем два резцедержателя, размещенных симметрично относительно оси обрабатываемой заготовки, выполненных с возможностью поперечного и продольного перемещений относительно этой заготовки и соединенных между собой винтом с разнонаправленной резьбой одинакового шага на концах винта, каждый из резцедержателей содержит продольную и поперечную каретки, выполненные с возможностью продольного перемещения относительно друг друга и контакта с механизмами настройки работы на требуемый режим обработки, размещенных с противоположных сторон продольной каретки, при этом один из механизмов выполнен в виде упругих элементов, а другой - в виде роликов, установленных на противоположных концах рычага, закрепленного на торсионе, и одновременно контактирующих с поверхностью обеих продольных кареток, причем рычаг снабжен приспособлением для изменения силы поджима роликов.
Приспособление для изменения силы поджима роликов может быть выполнено в виде или двухстороннего клина, фиксируемого винтом относительно торсиона, или в виде рычажно-винтового зажима, содержащего рычаг с опорным роликом, при этом один конец рычага закреплен на торсионе, а другой - опирается на хвостовик торсиона посредством винтовых опор.
Наличие в каждом из резцедержателей продольной и поперечной кареток позволяет расширить технологические возможности за счет увеличения количества и точности настроечных операций, т.к. можно настраивать резцы с делением ширины и толщины срезаемого слоя.
Выполнение кареток с возможностью продольного перемещения относительно друг друга позволяет осуществлять плоскопараллельное движение двух резцов, то есть их смещение в осевом направлении по продольным направляющим, что дает возможность самоуравновешивания сил резания.
Выполнение кареток с возможностью контакта с механизмами настройки работы на требуемый режим обработки обеспечивает регулирование конструктивной жесткости элементов резцовой группы в продольном направлении.
Размещение механизмов настройки с противоположных сторон продольной каретки обеспечивает их силовое замыкание относительно суппорта.
Выполнение одного из механизмов настройки в виде упругих элементов позволяет использовать регулирование их жесткости для обеспечения чувствительности к разнице сил резания на резцах и задания перемещения для стабилизации срезанного слоя.
Выполнение другого механизма в виде роликов, установленных на противоположных концах рычага, закрепленного на торсионе, и одновременно контактирующих с поверхностью обеих продольных кареток, обеспечивает те же условия обработки, что и в случае с упругими элементами, и расширяет диапазон регулирования коэффициента жесткости механической настройки, может задать любой закон его изменения.
Снабжение рычага приспособлением для изменения силы поджима роликов дает возможность учесть условия обработки для разных материалов при необходимости тонкой настройки.
Выполнение приспособления для изменения сил поджима роликов в виде двухстороннего клина, фиксируемого винтом относительно торсиона, позволяет симметрично регулировать жесткость рычага.
Выполнение приспособления для изменения силы поджима роликов в виде рычажно-винтового зажима, содержащего рычаг с опорным роликом, а закрепление одного конца рычага на торсионе и опирание другого конца на хвостовик торсиона посредством винтовых опор также обеспечивает возможность несимметричного регулирования жесткости рычагов для схемы обработки с делением толщины или ширины срезаемого слоя.
В совокупности такое регулирование обеспечивает условия, при которых можно получать одинаковую площадь среза при изменяющихся условиях обработки. В этом случае силы резания постоянны и технологические остаточные напряжения в заготовке после обработки имеют равномерный характер распределения.
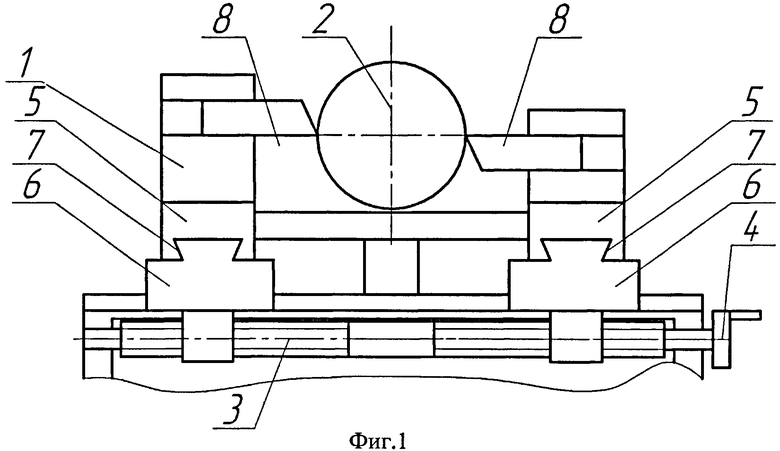
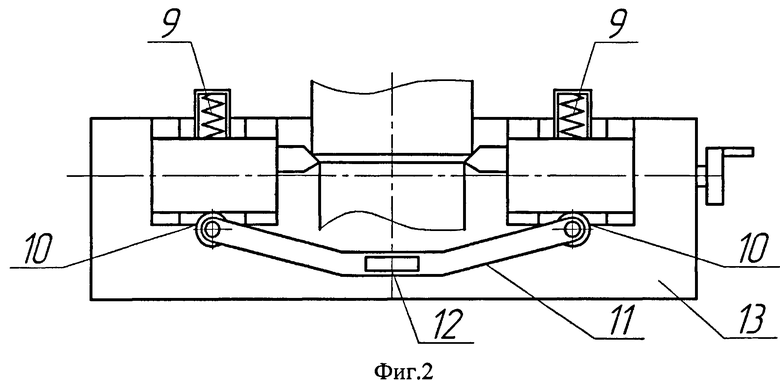
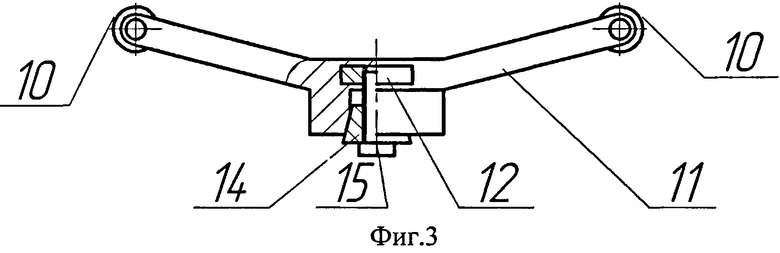
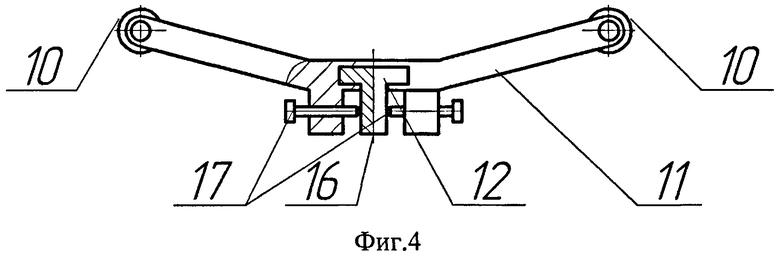
Изобретение иллюстрируется чертежами, где на фиг.1 показано устройство для токарной обработки, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - вариант механизма настройки работы на требуемый режим обработки (клиновой); на фиг.4 - вариант механизма настройки - работы на требуемый режим обработки (рычажно-винтовой).
Устройство для токарной обработки содержит два резцедержателя 1, размещенных симметрично относительной оси обрабатываемой заготовки 2, выполненных с возможностью продольного и поперечного перемещения относительно этой заготовки и соединенных между собой винтом 3 с разнонаправленной резьбой одинакового шага на концах винта. Этот винт оснащен маховиком 4 для ручной поднастройки на размер.
Каждый из резцедержателей 1 содержит продольную 5 и поперечные 6 каретки, которые выполнены с возможностью продольного перемещения, осуществляемого посредством соединения между ними в виде, например, ласточкина хвоста, которое, в свою очередь, служит направляющей 7.
Продольная каретка 5 выполнена с возможностью закрепления в ней резца 8. Одна поверхность продольной каретки 5 контактирует с упругим элементом 9, а другая - с роликом 10, установленным на одном из концов рычага 11, закрепленного на торсионе 12, который зафиксирован на суппорте 13. Другой конец рычага 11 посредством аналогичного ролика 10 контактирует с поверхностью другой продольной каретки 5. Упругий элемент может быть выполнен в виде любой известной пружины (цилиндрической, спиральной и т.д.), закрепленной на поперечной каретке 6. В совокупности упругие элементы и ролики образуют механизм настройки работы на требуемый режим обработки заготовки.
Рычаг 11 может быть выполнен в виде коромысла, а также из двух частей, каждая из которых снабжена приспособлением для изменения силы поджима роликов.
По одному из вариантов это приспособление может быть выполнено в виде двухстороннего клина 14, фиксируемого винтом 15 относительно торсиона 12.
По другому варианту приспособление может быть выполнено в виде рычажно-винтового зажима, который содержит рычаг 11 с опорным роликом, при этом один конец рычага 11 закреплен на торсионе 12, а другой опирается на хвостовик 16 этого торсиона 12 посредством винтовых опор 17.
Работа устройства для токарной обработки осуществляется следующим образом.
Заготовка 2 устанавливается в патроне станка. Устанавливают оба резца 8 в резцедержателях 1, предварительно выставив вылет на определенный размер обработки с использованием любых известных способов настройки.
Затем производят поджим опорных роликов 10 к резцедержателям 1 в осевом направлении путем регулирования степени упругости упругих элементов 9, а также степени прижатия роликов рычага 11 к резцедержателям 1. Далее вращением маховика 4 устанавливают заданную глубину резания.
В процессе обработки заготовки при врезании резцов 8 в нее возникают силы резания. При одинаковой глубине резания силы резания на противоположных резцах 8 уравновешены. Если возникает разница снимаемого припуска, на резце, где глубина резания больше, сила резания возрастает. Разница сил резания стремится сместить более нагруженный резец против подачи. Соответственно, его перемещение вдоль оси заготовки вместе с резцедержателем и продольной кареткой вызовет через рычаг 11 соответствующее перемещение противоположного резцедержателя и продольной каретки в продольном направлении по подаче.
Установленная предварительная жесткость элементов настройки позволяет задавать минимальный порог в разнице сил резания, при которой начинается смещение резцов. При этом учитывается вид обработки (черновая, чистовая), требуемая шероховатость, погрешность формы исходной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ | 2013 |
|
RU2532569C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Токарный станок для обработки нежестких длинномерных валов | 1980 |
|
SU965591A1 |
| Устройство для автоматической поднастройки режущего инструмента | 1982 |
|
SU1024165A1 |
| Токарный станок | 1986 |
|
SU1729701A2 |
| Токарный станок | 1980 |
|
SU973241A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Приспособление к токарному станку для обработки сферической поверхности роликов регуляторов оборотов судовых дизелей | 1987 |
|
SU1579635A1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
Устройство содержит два резцедержателя, размещенных симметрично относительно оси обрабатываемой заготовки, выполненных с возможностью поперечного и продольного перемещений относительно этой заготовки и соединенных между собой винтом с разнонаправленной резьбой одинакового шага на концах винта. Для повышения точности обработки за счет самоуравновешивания сил резания каждый из резцедержателей содержит продольную и поперечную каретки, выполненные с возможностью продольного перемещения относительно друг друга и контакта с механизмами настройки работы на требуемый режим обработки, размещенными с противоположных сторон продольной каретки. При этом один из механизмов выполнен в виде упругих элементов, а другой - в виде роликов, установленных на противоположных концах рычага, закрепленного на торсионе, и одновременно контактирующих с поверхностью обеих продольных кареток, причем рычаг снабжен приспособлением для изменения силы поджима роликов. Приспособление для изменения силы поджима роликов может быть выполнено в виде двухстороннего клина, фиксируемого винтом относительно торсиона, или в виде рычажно-винтового зажима, содержащего рычаг с опорным роликом, при этом один конец рычага закреплен на торсионе, а другой - опирается на хвостовик торсиона посредством винтовых опор. 2 з.п. ф-лы, 4 ил.
1. Устройство для токарной обработки, содержащее два резцедержателя, размещенных симметрично относительно оси обрабатываемой заготовки, выполненных с возможностью поперечного и продольного перемещений относительно этой заготовки и соединенных между собой винтом с разнонаправленной резьбой одинакового шага на концах винта, отличающееся тем, что каждый из резцедержателей содержит продольную и поперечную каретки, выполненные с возможностью продольного перемещения относительно друг друга и контакта с механизмами настройки работы на требуемый режим обработки, размещенными с противоположных сторон продольной каретки, при этом один из механизмов выполнен в виде упругих элементов, а другой - в виде роликов, установленных на противоположных концах рычага, закрепленного на торсионе, и одновременно контактирующих с поверхностью обеих продольных кареток, причем рычаг снабжен приспособлением для изменения силы поджима роликов.
2. Устройство по п.1, отличающееся тем, что приспособление для изменения силы поджима роликов выполнено в виде двухстороннего клина, фиксируемого винтом относительно торсиона.
3. Устройство по п.1, отличающееся тем, что приспособление для изменения силы поджима роликов выполнено в виде рычажно-винтового зажима, содержащего рычаг с опорным роликом, при этом один конец рычага закреплен на торсионе, а другой опирается на хвостовик торсиона посредством винтовых опор.
| Устройство для токарной обработки | 1984 |
|
SU1154052A1 |
| Приспособление к токарным станкам для автоматической обточки ступенчатых и т.п. поверхностей | 1958 |
|
SU116745A1 |
| Резцовая головка | 1977 |
|
SU665985A1 |
| DE 2842436 А1, 17.04.1980. | |||

