Изобретение относится к машиностроению и может быть использовано в системе автоматического регулирования упругими деформациями системы станок - приспособление - инструмент - деталь.
Известно, что при токарной обработке нежестких валов на точность диаметрального размера влияют погрешности, связанные с упругими отжатиями заготовки и соответствуюш.их элементов станка. Варьируя жесткостью инструмента в зависимости от изменения жесткости детали и станка, можно получить постоянство жесткости, системы СПИД, устранив, тем самым, погрешности формы обрабатываемых валов.
Известно устройство для регулирования жесткости токарного резца, содержащее двухопорную балку с опирающимся на ее центральную часть резцедержателем, жесткость которой регулируется изменением пролета между опорами балки, выполненными в виде гаек винта, снабженного приводом вращения 1.
Недостатком такого устройства является необходимость применения привода, обеспечивающего перемещение опор по специальному закону, так как при равномерном изменении пролета балки жесткость инструмента и обрабатываемой детали изменяется по разным законам, что не обеспечивает постоянства жесткости системы СПИД в процессе обработки.
Известно также устройство для автоматической поднастройки режущего инструмента, снабженное двухопорной балкой, имеющей отличную в двух взаимно перпендикулярных направлениях жесткость, на центральную часть которой, выполненную цилиндрической, опирается резцедержатель. Регулирование податливости инструмента производится поворотом балки относительно продольной оси 2.
Недостатки такого устройства - сравнительно узкий диапазон изменения жесткости инструмента и невысокая точность обработки тех валов, жесткости которых соответствуют точки на вогнутом участке графика зависимости прогиба балки от угла поворота (ввиду несовпадения законов изменения жесткости).
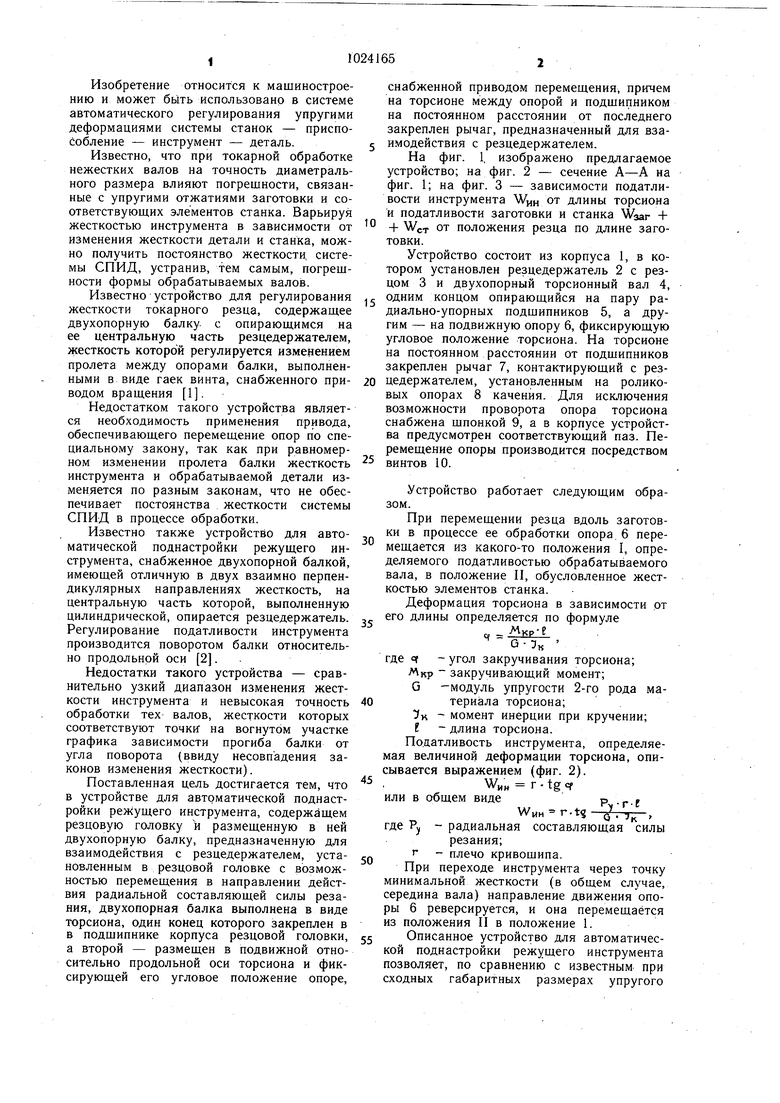
Поставленная цель достигается тем, что в устройстве для автоматической поднастройки режущего инструмента, содержащем резцовую головку и размещенную в ней двухопорную балку, предназначенную для взаимодействия с резцедержателем, установленным в резцовой головке с возможностью перемещения в направлении действия радиальной составляющей силы резания, двухопорная балка выполнена в виде торсиона, один конец которого закреплен в в подщипнике корпуса резцовой головки, а второй - размещен в подвижной относительно продольной оси торсиона и фиксирующей его угловое положение опоре.
снабженной приводом перемещения, причем на торсионе между опорой и подшипником на постоянном расстоянии от последнего закреплен рычаг, предназначенный для взаимодействия с резцедержателем.
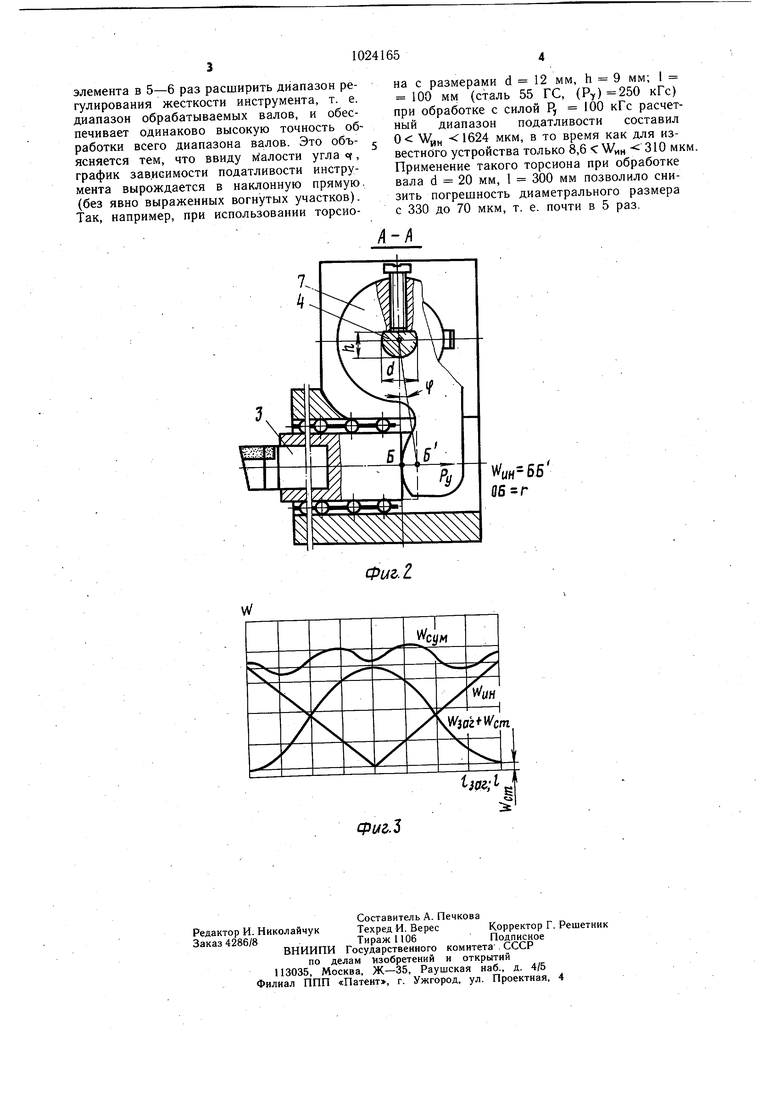
На фиг. 1, изображено предлагаемое устройство; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - зависимости податливости инструмента WHH от длины торсиона и податливости заготовки и станка Waar +
+ WCT от положения резца по длине заготовки.
Устройство состоит из корпуса 1, в котором установлен резцедержатель 2 с резцом 3 и двухопорный торсионный вал 4,
, одним концом опирающийся на пару радиально-упорных подшипников 5, а другим - на подвижную опору 6, фиксирующую угловое положение торсиона. На торсионе на постоянном расстоянии от подщипников закреплен рычаг 7, контактирующий с резцедержателем, установленным на роликовых опорах 8 качения. Для исключения возможности проворота опора торсиона снабжена шпонкой 9, а в корпусе устройства предусмотрен соответствующий паз. Перемещение опоры производится посредством
винтов 10.
Устройство работает следующим образом.
При перемещении резца вдоль заготовки в процессе ее обработки опора. 6 перемещается из какого-то положения I, определяемого податливостью обрабатываемого вала, в положение II, обусловленное жесткостью элементов станка.
Деформация торсиона в зависимости от его длины определяется по формуле Мкр-g
Cf Q - где cf - угол закручивания торсиона;
Мкр закручивающий момент;
0-модуль упругости 2-го рода материала торсиона; УК момент инерции при кручении;
1 длина торсиона. По.датливость инструмента, определяемая величиной деформации торсиона, описывается выражением (фиг. 2).
WHH г . tg cf
ИЛИ в общем виде
WHH r-t§
Q к
где Ру - радиальная составляющая силы
резания; f - плечо кривошипа.
При переходе инструмента через точку минимальной жесткости (в общем случае, середина вала) направление движения опоры 6 реверсируется, и она перемещается из положения II в положение 1.
Описанное устройство для автоматической поднастройки режущего инструмента позволяет, по сравнению с известным при сходных габаритных размерах упругого
элемента в 5-6 раз расширить диапазон регулирования жесткости инструмента, т. е. диапазон обрабатываемых валов, и обеспечивает одинаково высокую точность обработки всего диапазона валов. Это объясняется тем, что ввиду 1у(алости угла cf, график зависимости податливости инструмента вырождается в наклонную прямую. (без явно выраженных вогнутых участков). Так, например, при использовании торсиона с размерами d 12 мм, h 9 мм; I 100 мм (сталь 55 ГС, (Ру) 250 кГс) при обработке с силой Р, 100 кГс расчетный диапазон податливости составил О Wj,H 1624 мкм, в то время как для известного устройства только 8,6 : WMH мк Применение такого торсиона при обработке вала d 20 мм, 1 300 мм позволило снизить погрешность диаметрального размера с 330 до 70 мкм, т. е. почти в 5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическойпОдНАСТРОйКи РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU852450A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ | 2010 |
|
RU2414994C1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| СТРУГ | 1991 |
|
RU2015324C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАСТРОЙКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1973 |
|
SU373092A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| Устройство для автоматической поднастройки системы СПИД | 1986 |
|
SU1404271A2 |
| Способ точения и устройство для его осуществления | 1974 |
|
SU603501A1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДНАСТРОЙКИ РЕЖУЩЕГО ИНСТРУМЕНТА, содержащее резцовую головку и размещенную в ней двухопорную балку, предназначенную для взаимодействия с резцедержателем, установленным в резцовой головке с- возможностью перемещения в направлении действия радиальной составляющей силы резания, отличающееся тем, что, с целью расширения диапазона регулирования жесткости инструмента, двухопорная балка выполнена в виде торсиона, один конец которого закреплен в подшипнике корпуса резцовой головки, а другой - размещ,ен в подвижной относительно продольной оси торсиона и фиксирующей его угловое положение опоре, снабженной приводом перемещения, причем на торсионе между опорой и подшипником на постоянном расстоянии от последнего закреплен рычаг, предназначенный для взаимодействия с резцедержателем. W to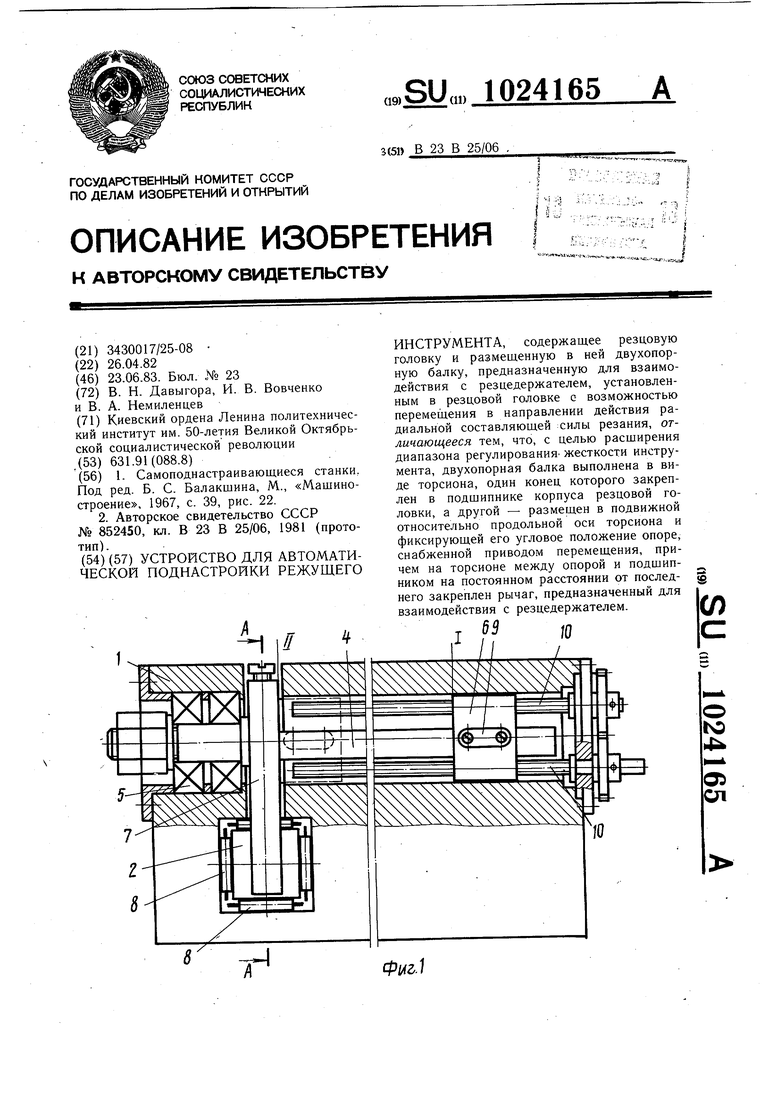
.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Самоподнастраивающиеся станки, Под ред | |||
| Б | |||
| С | |||
| Балакшина, М., «Машиностроение, 1967, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматическойпОдНАСТРОйКи РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU852450A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
