i 5
Л
О5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1975 |
|
SU727336A1 |
| Устройство поднастройки системы СПИД | 1981 |
|
SU952447A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Резец | 1990 |
|
SU1780931A1 |
| Резец | 1988 |
|
SU1792809A1 |
| Динамометрическая расточная скалка | 1976 |
|
SU657919A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Способ обработки резанием нежестких вращающихся деталей | 1980 |
|
SU876311A1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2017 |
|
RU2684012C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |

РЕЗЕЦ С ПРОРЕЗЬЮ, состояший из головки и тела, в котором выполнена прорезь. разделяюш.ая резец на неподвижную и упругодеформируемые части, отличающийся тем, что, с целью повышения точности формы обрабатываемой поверхности, прорезь выполнена в виде П-образного паза. (Л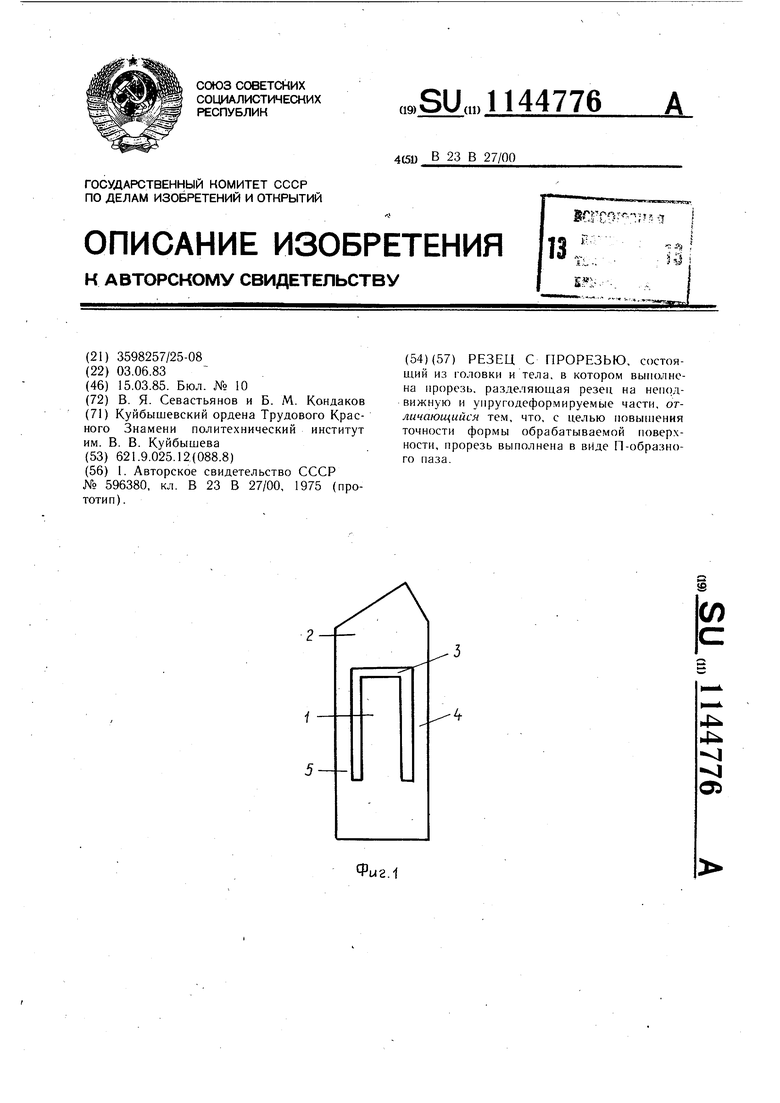
Фиг.1
Изобретение относится к металл.ообработке, а именно к металлорежущим инструментам для обработки наружных и внутренних поверхностей.
Известен резец, состоящий из головки и тела, в котором выполнена открытая прорезь, разделяющая резец на неподвижную и упругодеформируемую часть, несущую головку 1 .
Недостатком указанного резца яв.тяется большая жесткость в рабочем состоянии, что вызывает появление погрещности формы, зависящей от неравномерности припуска на обработку. Большая жесткость расточного резца в процессе работы - следствие наличия в резце-открытой прорези, замыкающейся в процессе работы под действием усилия РХ.
Цель изобретения - повышение точности формы обработанной поверхности.
Поставленная цель достигается тем, что в резце с прорезью, состоящем из головки и тела, в котором выполнена прорезь, разделяющая резец на неподвижную и упругодеформируемую части, прорезь выполнена в виде П-образного паза.
На фиг. 1 изображен резец с прорезью, общий вид; на фиг. 2 - с.хема установки резца.
Резец состоит из тела 1, головки 2, П-образного паза 3, образующего упругодефор.мируе.мые боковые стороны 4 и 5, несущие головку 2. Резец устанавливается, например в резцедержателе токарного станка, под углом в к оси 6 центров станка или оси вращения шпинделя станка и закрепляется тремя болтами 7-9.
Величина углов v и 6 выбирается таким образом, чтобы в процессе работы выполнялось неравенство Ру РХ, где Ру - проекция силы Ру на плоскость, перпендикулярную оси 10 резца; Р - проекция силы РХ на ту же плоскость.
Резец работает следующим образом.
Под действием силы Ру, система СПИД (на фиг. 2 не показана) упруго деформируется на величину у, т.е. расстояние верщины резца А увеличивается на у от оси 6. Чем больше усилие Ру (больше припуск на обработку), тем больше у.
Под действием силы Ру боковые
стороны 4 и 5 резца упруго деформируются, вершина резца А приближается к оси 6, компенсируя увеличение этого расстояния, возникающее за счет упругой реформации системы СПИД от действия силы Ру. Этот процесс осуществляется автоматически, без участия рабочего.
nocKOvibKy упругодеформируемые элементы 4 и 5 резца представляют собой систему плоскопараллельных пружин, их деформация не изменяет в процессе работы геометрии головки резца, что обеспечивает сохранение закономерностей изменения сил резания Ру и РХ при изменении глубины резания. Зная указанные закономерности подсчитывают углы 1 и в. Ширина прорези выбирается таки.м образом, чтобы в процессе работы исключался контакт упругодеформируе.мых элементов 4 и 5 с телом 1 резца. Применение резца с прорезью обеспечивает снижение погрешности формы обрабатываемой поверхности, возникающей от неравномерно распределенного припуска обрабатывае.мой поверхности детали, за счет компенсации упругой деформации СПИД упругими перемещениями упругодеформируе.мых эле.ментов резца, несущих головку.
Степень повьнпения точности формы зависит от правильного подбора углов if и 0, жесткости системы СПИД в направлении силы Ру, упругодеформируемых элементов резца и других технологических факторов.
, Предлагаемый резец сохраняет свойство прототипа - вывод резца без образования риски. Повыщение точности формы обрабатываемой поверхности позволяет сократить число проходов, а следовательно, снизить припуск на обработку и трудоемкость
0 изготовления детали. Резец может быть применен при токарных, расточных и других видах механической обработки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Расточной резец | 1975 |
|
SU596380A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
