О 00 4 DO 00 4 Изобретение относится к цветной металлургии, в частности к термической обработке при производстве сварных конструкций. Известен способ термической обработки сплавов на основе алюминиия, заключающийся в проведении отжига при 200-300с в течение 3-12 ч -перед последующим нагревом до температур свЕлше 300°С для снижения газовой пористости в полуфабрикатах 1, Однако указанный способ не эффективен ДЛЯ снижения газовой пористости сварных соединений при последующе сварке полуфабрикатов из алюминиевых сплавов, легированных литием и други ми элементами с высокой реакционной способностью. Это связано с тем,что содержание водорода в металле, обуславливаю1Х(ее пористость, в результате такой обработки практически не снижа ется в связи с торможением процесса дегазации из-за усиленного образования сложной окисной пленки на поверх ности металла, эффективно адсорбирующей влагу и препятствующей выходу водорода, а также с явлениями высоко температурного окисления и более про ной связью водорода с его ловушками в частности в гидридах. Эффект тормо жения усиливается при повышении влаж ности атмосферы печи, увеличении тем пературы и длительности отжига, Известен также способ отжига полу фабри;..:.г.:гов в вакууме при 400-580С для скижения пористости в сварных соеди)-1ениях сплавов, содержащих элемаита с высокой реакционной способНОСТЬгО L2 . О.СНЗКО вследствие натекания возду ха зо Енутренний объем печи при осуще ствлении этого способа имеет место торможение процесса дегазации. Это приводит к нестабильным результатам дегазации в промьшшенных вакуумных печах и снижает эффективность способов в связи со сложностью герметизации вакуумной системы промышленного оборудования. Причем, при натекании сзЕЛ11е-0,-4 л - Па/с м дегазация практически вообще не происходит. Наиболее близким по технической сущности и достигаемому результату к предложенно.1у является способ тер личecкoй обработки, сплавов на основе алюминия, вгсллчающий отжиг при введении в пространство печи легкоразлагающихся фтористых соединений. Например,- листы отжигаются при температуре свыше 400°С в атмосфере печи, содержащей легкоразлагающиеся фториды бора. При этом из металла удаляется большая часть водорода З3 Недостаток указанного способа заключается в том, что он не обеспечивает снижения содержания водорода и пористости сварных соединений в сплавах, легированных элементами с высокой реакционной способностью (например Li, Mg). Это связано с тем,, что использование газообразных фторидов бора связано со сложностью технологического оборудования для обеспечения высокой герметичности рабочего объема печи и смежных агрегатов. При ого осуществлении имеется высокая вероятность, недостаточной герме-, тичности оборудования и попадания токсичных газообразных фторидов в производственные помещения. При обработке в открытых печах, кроме того, вследствие высокой летучести агента он легко удаляется из зоны реакции, снижая эффективность дегазации.Практически невозможно точное определение необходимого количества агента. Недостаток его приводит к неполной дегазации. Избыток ускоряет разрушение футеровки, нагревателей, уплотнений, приводит к загрязнению среды и ухудшению качества поверхности обрабатываемых деталей. Цель изобретения - снижение содержания водорода в полуфабрикатах и уменьшение пористости в сварных соединениях. Поставленная цель достигается тем, что отжиг полуфабрикатов проводят в присутствии фтористых соединений, а в качестве фтористых соединений используют фториды металлов с температурой плавления или сублимации выше температуры отжига. Эффективность предлагаемого способа термообработки обусловлена следующими факторами. Слой материала засыпки, покрывающий поверхность полуфабриката, препятствует доступу кислорода воздуха к металлу и препятствует его окислению . Фторид, гидролизуясь, связывает пары воды, находящиеся в воздухе, и водород, выделяющийся из металла, снижая парциальное давление водорода . на поверхности полуфабриката и равновесную растворимость водорода в сплаве, способствуя диффузии водорода из объема к его поверхности, а восстановленный из фторида металл связывает .кислород, тем самым предотвращая окис.ление поверхности полуфабриката. Пленка на поверхности металла, представляющая собой дополнительный диффузионный барьер для водорода,разрушается при взаимодействии с фторидом. Например, для сплава 01420, имеющего на поверхности пленку состава MgO-Li COj , проходит реакция: +2MeFn ±2nLiF +Ме20., + пСО f nMgO + 2MeFn;f±-nMgFp+ Re20n .При осутцествлении предлагаемого .., .способа во взаимодействие с водородом металла и влагой воздуха вступает строго соответствующее их концентрации количество фторида, тогда как остальной фторид остается инертным и практически не расходуется, т.е. достигается авторегулирование процесса. Возможно также осуществление отжига в присутствии фторидов металлов с температурой плавления или сублимации выше температуры отжига со смесью веществ, и-нертных к отжигаемому сплаву.
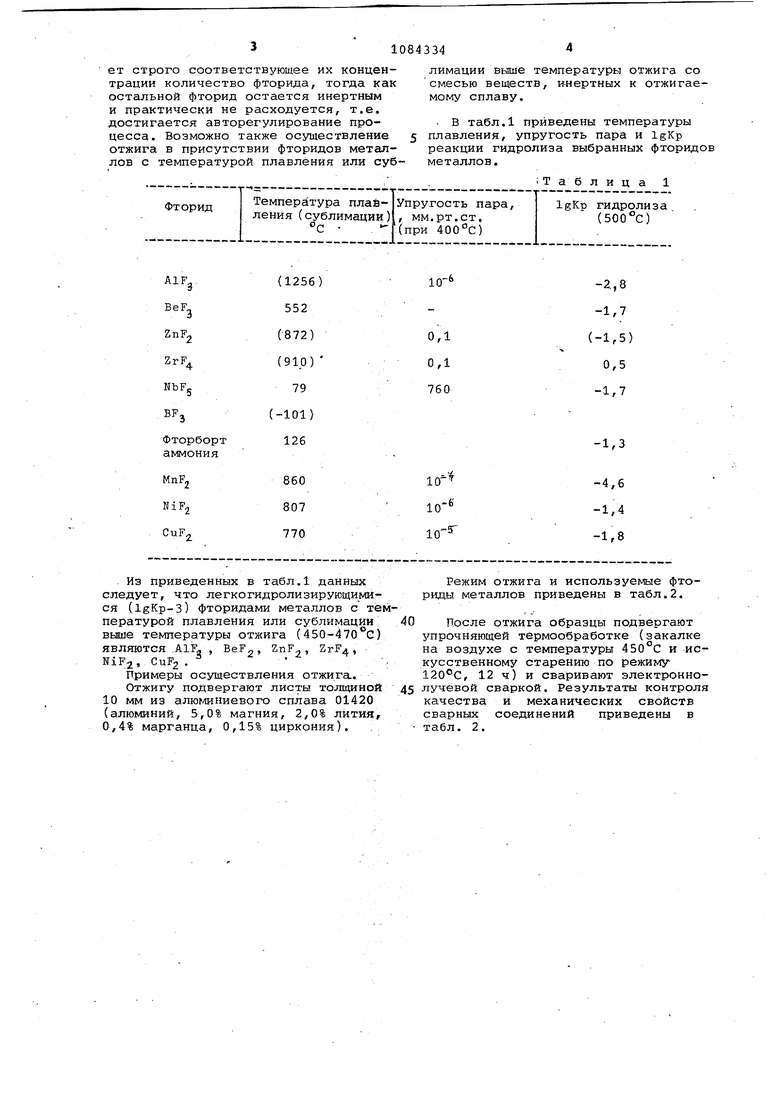
- В табл,1 приведены температуры плавления, упругость пара и IgKp реакции гидролиза выбранных фторидов металлов.
Т а 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сплавов на основе алюминия | 1976 |
|
SU581166A2 |
| Флюс для сварки алюминиевых сплавов | 1988 |
|
SU1588522A1 |
| Способ термической обработки сплавов на основе алюминия | 1972 |
|
SU442229A1 |
| Способ термической обработкиСВАРиВАЕМыХ АлюМиНиЕВыХ СплАВОВ | 1976 |
|
SU850729A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ | 2004 |
|
RU2255997C1 |
| Флюс для сварки | 1978 |
|
SU712222A1 |
| Флюс для сварки меди и ее сплавов | 1975 |
|
SU538869A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| Способ термической обработки интерметаллидных титановых Орто-сплавов | 2022 |
|
RU2800089C1 |
| Флюс для сварки магниевых сплавов | 1980 |
|
SU872135A1 |
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ, преимущественно легированных элементами с высокой реакционной способностью, включающий отжиг в присутствии фтористых соединенийj отличающийся тем, что, с целью снижения содёржанотя водорода в полуфабрикатах и уменьшения пористости в сварных соединениях, в качестве фтористых соединений используют фториды металлов с температурой плавления или Сублимации выше температуры отжига.
Из приведенных в та6л.1 данных следует, что легкогидролизирующимися (lgKp-З) фторидами металлов с температурой плавления или сублимации выше температуры отжига (450-470 G) являются .AlFj. , BeF, ZnF, ZrF4, NiF., CuFj .
Примеры осуществления отжига.
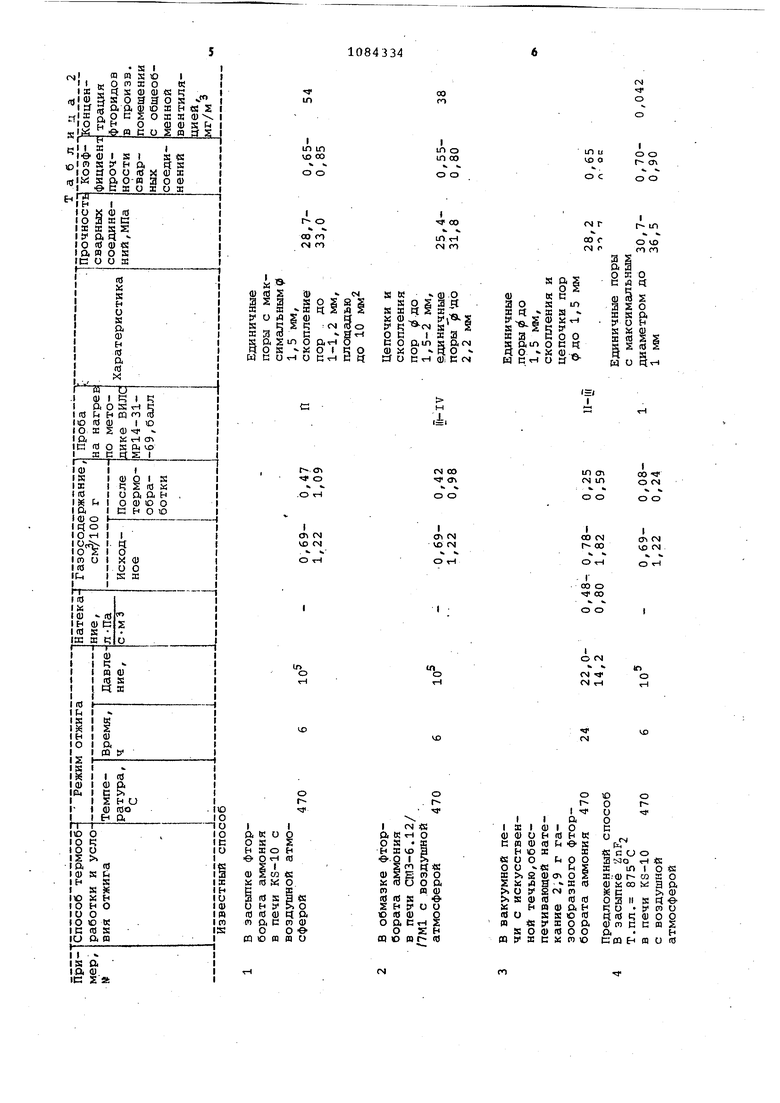
Отжигу подвергают листы толщиной 10 мм из алюг/гиниевого сплава 01420 (алюминий, 5,0% магния, 2,0% лития, 0,4% марганца, 0,15% циркония).
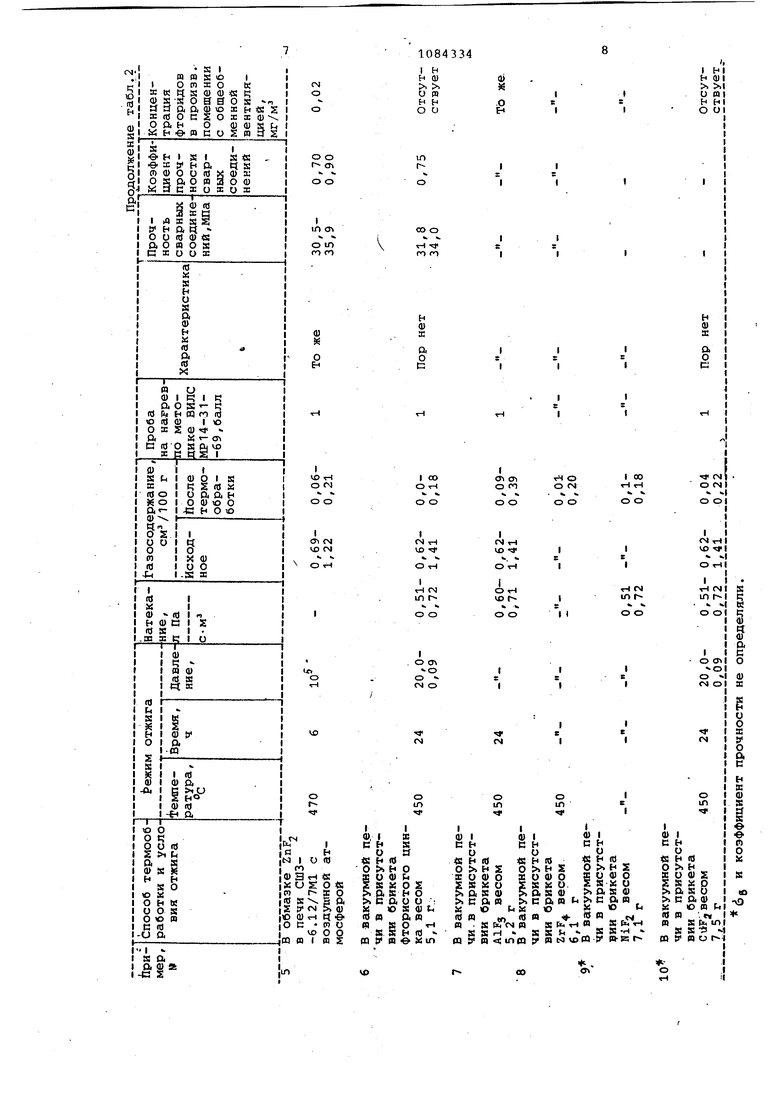
Режим отжига и используемые фториды металлов приведены в табл.2.
40
После отжига образцы подвергают упрочняющей термообработке (закалке на воздухе с температуры 450°С и искусственному старению по режиму120 С, 12 ч) и сваривают электронно45 лучевой сваркой. Результаты контроля качества и механических свойств сварных соединений приведены в табл. 2.
Как видно из та6л,2, предлагаемэ1й способ позволяет практически полностью устранить пористость сварных соединений.
Снижение пористости в случае обработки по предложенному способу позволяет повысить, прочность сварных соединений в среднем на 20%.
Достоинством предложенного способа является его простота и доступность. Для его реализации не требуется специального оборудования, отжиг может проводиться в любых печах с воздушной и др. атмосферой, полуфабрикаты помещают в печь в контейнере, причем применение фторидов с низкой упругостью пара при температурахпроцесса (например, давление пара при 500°С составляет менее ) позволяет не выходить за рамки ПДК для производственных помещений.
Технико-экономическая эффективность от внедрения предлагаемого способа заключаетсЯдВ повышении прочности и надежности сварных соединений, а также в снижении затрат, связанных с дегазацией металла.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА OCHOBi: АЛЮМИНИЯ | 0 |
|
SU290955A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М., Металлургия, 1972, с.19. | |||
