(54) ФЛЮС ДЛЯ СВАРКИ МАГНИЕВЫХ СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки магниевых сплавов неплавящимся электродом в среде инертных газов | 1982 |
|
SU1082594A1 |
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
| Флюс для сварки | 1978 |
|
SU712222A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1382629A1 |
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Флюс для сварки алюминиевых сплавов | 1982 |
|
SU1018835A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| Флюс для сварки алюминиевых сплавов | 1988 |
|
SU1588522A1 |
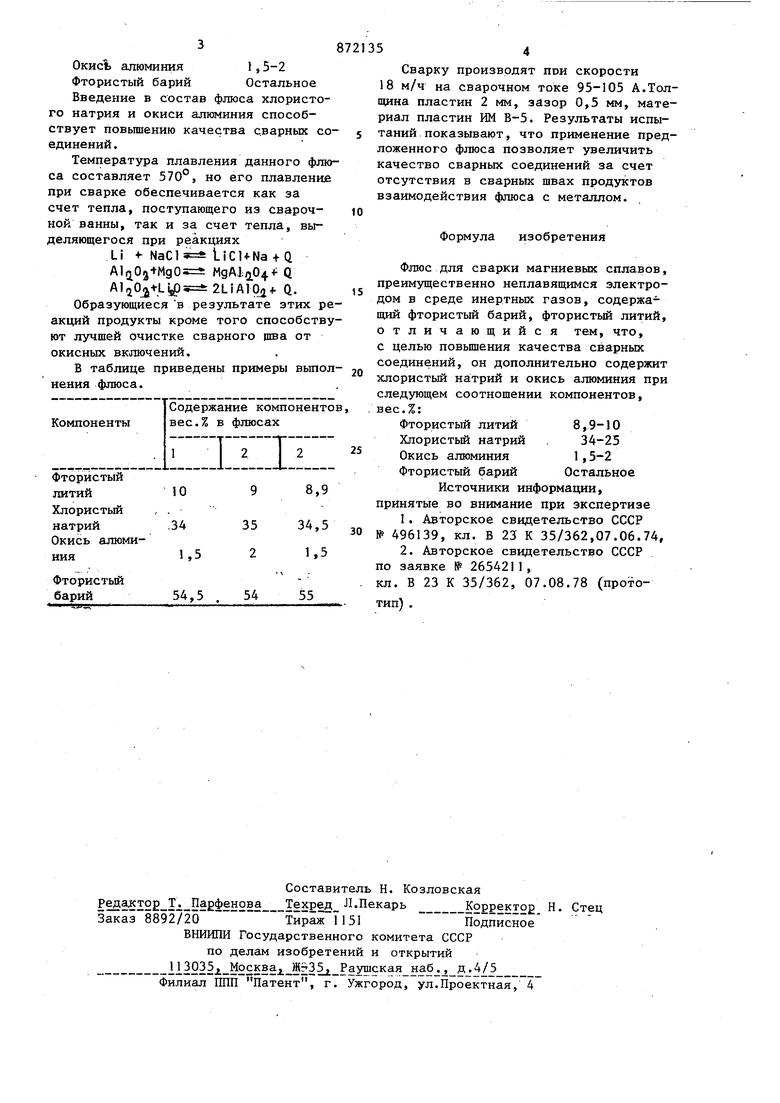
Изобретение относится к сварке, в частности к флюсам, применяемым для св.арки магниевых сплавов, преиму щественно неплавящимся электродом в среде инертных газов. Известны различные флюсы для свар ки магниевых сплавов, например состав ij содержащий следующие компо ненты, вес.%: Фтористый кальций 5-15 Фтористый стронций 31-35 Фтористый литий 18-19,9 Фтористый магний 24-26 Фтористый алюминий 5-15 Титан2-4 Известный флюс не обеспечивает необходимого качества сварных соединений магний-литиевьк сплавов в связ с тем, что в сварных швах содержатся окисные пленки и продукты взаимодейс ВИЯ флюса с металлом. Это объясняется тем, что температура плавления фл са превосходит температуру плавления магний-литиевых сплавов (590° и 520570)соответственно , а компоненты флюса фторид магния и фторид алюминия активно взаимодействуют с компонентами свариваемого металла. Наиболее близким по составу является флюс 2J, содержащий следуняцие компоненты, вес.%: Фтористый барий 60-90 Фтористый кальций 5-15 Фтористый литий 1-5. Фтористый натрий 1-10 Фтористый калий 1-15 Однако известный флюс также на обеспечивает достаточного качества сварного соединения. Цель изобретения - повьшение качества сварного соединения. Для достижения поставленной цели (Junoc дополнительно содержит хлористый натрий и окисв алюминия, при следующем соотношении компонентов, вес.%; Фтористьй литий 8,9-10 Хлористый натрий 34-35 3 Окис) алюминия 1,5-2 Фтористый барий Остальное Введение в состав флюса хлорист го натрия и окиси алюминия способствует повьшению качества сварных единений. Температура плавления данного ф са составляет 570°, но его плавлен при сварке обеспечивается как за счет тепла, поступающего из свароч ной ванны, так и за счет тепла, вы деляющегося при реакциях Li NaCl3 s 4-Q AlQ Ou+MgO i MgAi/jLO Q Al20 j+Li 5F ±:2LiA1p/if Q. ОбразующиесяB результате этих акций продукты кроме того способст ют лучшей очистке сварного шва от окисных включений. В таблице приведены примеры вып нения флюса. 54 Сварку производят пои скорости 18 м/ч на сварочном токе 95-105 А.Толщина пластин 2 мм, зазор 0,5 мм, материал пластин ИМ В-5. Результаты испытаний, показывают, что применение предложенного флюса позволяет увеличить качество сварных соединений за счет отсутствия в сварных швах продуктов взаимодействия флюса с металлом. Формула изобретения Флюс для сварки магниевых сплавов, преимущественно неплавящимся электродом в среде инертных газов, содержащий фтористьй барий, фтористый литий, отличающийся тем, что, с целью повышения качества сварных соединений, он дополнительно содержит хлористый натрий и окись алюминия при следующем соотношении компонентов, вес.%: Фтористый литий 8,9-10 Хлористый натрий , 34-25 Окись алюминия 1,5-2 Фтористый барий Остальное Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 496139, кл. Б 23 К 35/362,07.06.74, 2.Авторское свидетельство СССР по заявке № 2654211, кл. В 23 К 35/362, 07.08.78 (прототип) .
