2.Способ по П.1, отличающийся тем, что -длительность подачи тока в противоположных направлениях задают одинаковой.
3.Способ по п. 1,отличающ и и с я тем, что увеличивают длительность подачи тока в том направлении, в котором он создает- магнитный поток, одинаково направленный с магнитным потоком тока того индуктора, в зоне которого находится поверхность сварного шва с более низкой температурой.
4.Устройство управления нагревом углового сварного соединения цилиндрических изделий, осуществляемым тремя индукторами, один из которых расположен под углом к другим, соединенным между собой согласно, содержащее источник питания, регуляторы температуры и коммутаторы подключения индукторов, управляющие входы которых через регуляторы температуры связаны с датчиками температуры сварного шва, отличающеес я тем, что, с целью повышения равномерности и производительности нагрева, коммутатор подключения индуктора, расположенного под углом к другим индукторам, выполнен реверсивным, а связанный с ним регулятор температуры выполнен в виде сумматора и соединенного с ним фазочувствительного преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ | 2007 |
|
RU2413010C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1988 |
|
RU2014591C1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА, НАПРИМЕР ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2004 |
|
RU2269730C2 |
| ИМПУЛЬСНАЯ ТЕРМОСВАРКА НЕПРЕРЫВНО ПЕРЕМЕЩАЮЩЕГОСЯ ПЛЕНОЧНОГО МАТЕРИАЛА | 2020 |
|
RU2811932C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ КУЗНЕЧНОЙ СВАРКОЙ | 2002 |
|
RU2297906C2 |
| Способ зонального отжига сварных кольцевых соединений трубопровода из тонколистового титанового сплава | 2020 |
|
RU2748353C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 1997 |
|
RU2179944C2 |
| Способ индукционной пайки | 1983 |
|
SU1107972A1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
i. Способ управления нагревом углового сварного соединения цилиндрических изделий, осуществляемым тремя индукторами, один из которых располагают под углом к другим, соедивенным между собой согласно, включающий изменение длительности подачи тока в индукторах и его выключение, отличающийся тем, что, с целью повышения равномерности и производительности нагрева, периодически изменяют направление тока в индукторе, расположенном под углом к другим индукторам. (Л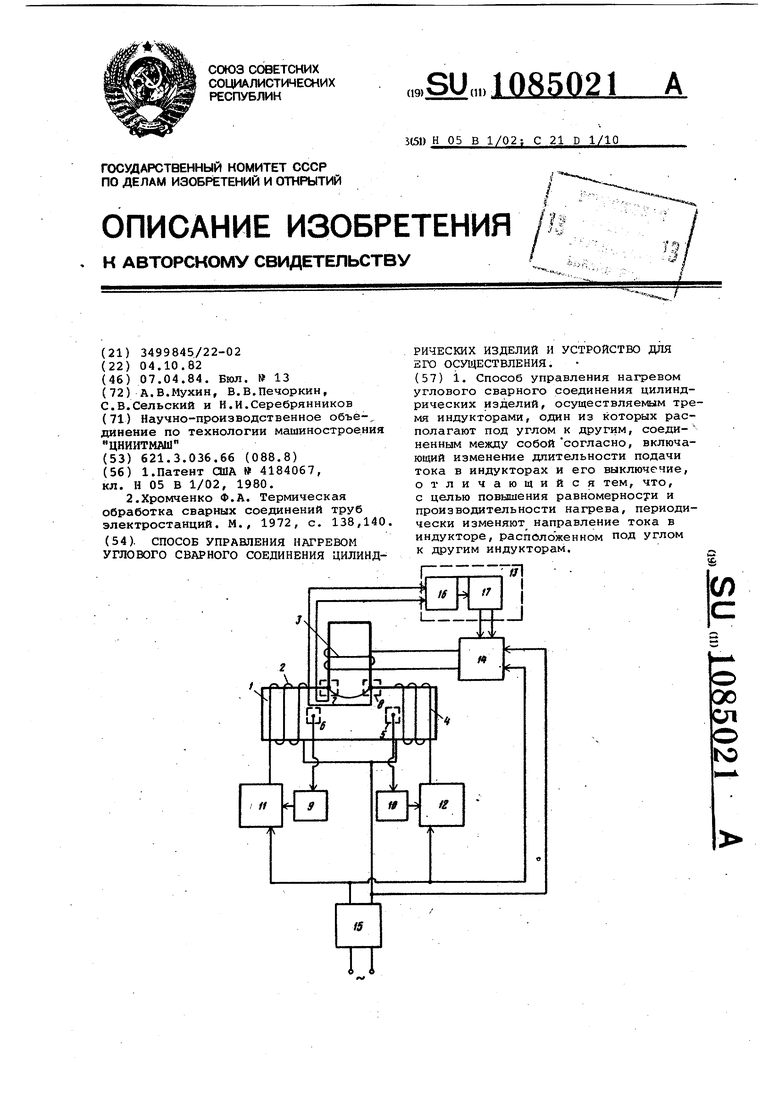
Изобретение относится к индукционному нагреву, а именно к способам и устройствам управления индукционным нагревом и может быть использовано при термической обработке различных изделий.
Известен способ управления индукционным нагревом, включающий изменение 1 г тервалов длительности включения и выключения нагрева и устройство для его осуществления, содержаще источник тока, регулятор мощности его и термомеханический тактирующей {механизм Cl .
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ управления нагревом углового сварного соединения цилиндрических изделий, осуществляемый тремя индукторами, один из которых расположен под углом к другим, соединенным между собой согласно, при котором для равномерности нагрева сварного шва изменяют силу тока в индукторах или их периодически отключают.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для осуществления данного способа, содержащее источник питания, регуляторы температуры и коммутаторы для подключения индукторов, управляющие входы которых связаны через регуляторы температуры с датчиками температуры сварного шва 2 .
Однако известные способы не обеспечивают требуемой равномерности при нагреве углового сварного соединения цилиндрических изделий. Нагрев и регулирование температуры с целью обеспечения равномерности нагрева
при известном способе осуществляются путем изменения силы тока в индукторах или его прерывания,, При этом не обеспечивается требуемая равномерность Нагрева как по периметру сварного соединения, так и по толщине. Объясняется это тем,, что схема нагрева осуществляется тремя индукторами, два из которых расположены на общей оси и соединены согласно,; а третий расположен под углом к другим и соединен согласно с одним из них, но встречно с другим. Таким образом, в области сварного шва, в зоне действия одного иа расположенных на общей оси индукторов происходит увеличение магнитного потока за счет потока индуктора, расположенного под углом, а в зоне другогоуменьшение . Поскольку выделение мощности в изделии определяется параметрами электромагнитного поля, нагрев в зонах действия разных индукторов идет по разному, что и определяет разницу температур в точках сварного шва изделия, расположенных в разных зонах. Неравномерность нагрева может усугубляться неравномерностью теплоотвода. Выравнивание температур при известном способе должно осуществляться при отключении отдельных индукторов или снижении тока в них.
Поскольку выравнивание температур идет с одновременным охлаждением изделия, то, если в процессе выравнивания температура в какой-либо точке изделия снизится ниже допустимого уровня, нагрев вновь включается, что приводит к увеличению различия в температурах. Даже при достижении идеального выравнивания температур включение нагрева приводит к возникновению неравномерности. Кроме того, прерывание токов индукторов с целью вы- равнивания температур приводит к увеличению времени нагрева, что увеличивает расход электроэнергии, а в интервале температур 550-100°С, например для сталей перлитового класса,, может привести к неисправным дефектам. Целью изобретения является повышение равномерности и производительности нагрева. Поставленная цель достигается тем, что согласно способу управления нагревом углового сварного соединения цилиндрических изделий, осуществляемьм тремя индукторами,один из коГорых расположен под углом к другим, соединенным между собой согласно, включающим изменение длительности подачитока в индукторах и его включения, периодически изменяют направление тока в индукторе, расположенном под углом к другим индукторам . При этом длительность подачи тока в противоположных направлениях задают одинаковой. Кроме того, увеличивают длительность под:-чи тока в том направлении в котором он создает магнитный пото одинаково направленный .с магнитным потоком того индуктора, в зоне кото рого- находится поверхность сварного шва с более низкой температурой. Поставленная цель достигается тем, что в устройстве управления на гревом углового -сварного соединения цилиндрических изделий, осуществляе мым тремя индукторами, один из кото рых расположен под углом к другим, соединенным между собой согласно, содержащем источник питания, регуля торы температуры и коммутатора подключения индукторов, управляющие входы которых через регуляторы темп ратуры связаны с датчиками температ .ния индуктора, расположенного под углом к другим индукторам, выполнен реверсивным, а связанный с ним регу лятор температуры выполнен в виде сумматора и соединенного с ним фазо чувствительного преобразователя. Способ управления нагревом углового сварного соединения цилиндрических изделий осуществляется следующим образом. При нагреве углового сварного соединения цилиндрического изделия тремя индукторами магнитный потокиндуктора, расположенного под углом к другим, соединенным согласно, поразному действует на суммарный поток в точках изделия, расположенных в зонах действия двух других индукторов: в одной зоне при включении этого индуктора общий поток увеличивается, а в другой - уменьшается, по-разному в соответствии с этим идет нагрев, что отражается в разнице температур в точках изделия, находящихся в зонах действия разных индукторов. Наиболее резко эта разница проявляется в точках, лежащих в плоскости осей индукторов в области сварного шва. Периодическое изменение направления магнитного потока индуктора, расположенного под углом к другим, путем изменения направления тока в нем при равной длительности протекания тока в том и другом направлении приводит к равномерному прогреву изделия в зоне сварного шва. При измерении разницы в температурах, возникшей вследствие неравномерности теплоотвода от зон действия разных индукторов или несимметричного расположения индукторов и т.д., изменяют -соотношение длительностей действия потока(протекания тока) в разных направлениях индуктора, расположенного под углом к другим, таКИМ образом, чтобы увеличенный поток дольше действовал в зоне с более нидкой температурой и меньше - в зоне с более высокой, при этом различие и длительностях задают тем больше, чем больше различие в измеренных температурах. По мере снижения этого различия снижсцот и различие между временами действия потока в разных направлениях. Таким образом, различие в температурах в точках измерения сводится к нулю и выравнивается температура в области сварного шва. Зависимость между различием в температур ах и длительностью включения тока индуктора в разных направлениях может быть охарактеризовано как f (Т, Т ) к f ( t , t2), где т и Т 2 - температуры в контролируемых точках; t и t - длительности включения тока в разных направлениях К- коэффициент пропорциональности . При реализации предлагаемого способа функции времени и температуры могут принимать различный вид, что видно на примере функции температуры - .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Термическая обработка сварных соединений труб электростанций | |||
| М., 1972, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
