Настоящее изобретение относится к способу и системе соединения трубчатых деталей кузнечной сваркой.
Из патента США №4669650 известен способ кузнечной сварки концов труб в восстановительной среде, согласно которому продувочным газом, например водородом с содержанием H2O и/или О2 менее 100 частей на миллион, обдувают нагретые концы труб для подавления коррозии и для восстановления и сдувания образовавшейся в результате окисления окалины. Недостатком использования водорода в качестве продувочного газа является то, что он вступает в реакцию с кислородом воздуха, которая протекает взрывообразно, поэтому его нельзя использовать в опасных зонах, например на морских нефте- и/или газодобывающих платформах или на морских буровых платформах для бурения нефтяных и/или газовых скважин. В приведенной ссылке на стр.2 в строках 65-68 упоминается о том, что вместо восстановительного газа в качестве продувочного можно использовать инертный газ и указывается, что конец трубчатой детали может нагреваться с помощью индукционной катушки или посредством неуточненного способа высокочастотного нагрева.
Публикация Международной заявки на патент WO 98/33619 раскрывает способ соединения применяемых на нефтяных месторождениях труб диффузионной сваркой, согласно которому концы труб нагревают индукционной катушкой внутри полости, заполненной защитным газом.
Европейский патент 0396204 раскрывает способ сварки трением скважинных труб, согласно которому вращают кольцо с высокой скоростью в полости, заполненной защитным газом, и концы труб прижимают к этому кольцу, в результате чего кольцо и концы труб сплавляются друг с другом.
В патенте США 5721413 раскрывается способ нагрева расположенных близко друг к другу участков двух труб путем нагрева каждого конца трубы парой диаметрально противоположных контактов, и контакты каждой пары расположены в конкретной пересекающейся конфигурации относительно контактов другой пары, чтобы уравнять нагрев концов труб.
Целью настоящего изобретения является создание способа кузнечной сварки, который способен взаимно соединить концы трубчатых деталей с минимумом включений окислившегося металла и может безопасно и эффективно применяться в опасных зонах, например на морских нефте- и/или газодобывающих платформах или на морских буровых платформах для бурения нефтяных и газовых скважин, так что концы трубчатых деталей нагреваются, по существу, равномерно и возникает высококачественный кузнечный сварной шов, даже если трубы имеют неправильную форму.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Способ по настоящему изобретению содержит этапы, на которых размещают концы соединяемых трубчатых деталей на выбранном расстоянии друг от друга в пространстве, по существу, заполненном продувочной смесью текучих сред; нагревают каждый конец трубчатых деталей в указанном пространстве посредством высокочастотного электрического нагрева, причем используют по меньшей мере три электрода, прижатых с разнесенными по окружности интервалами к стенке каждой трубчатой детали рядом с ее концом так, что электроды передают электрический ток высокой частоты в, по существу, окружном направлении через сегмент трубчатой детали между электродами; и перемещают концы трубчатых деталей по направлению друг к другу до формирования кузнечного сварного шва между нагретыми концами трубчатых деталей.
В предпочтительном варианте способа по настоящему изобретению концы трубчатых деталей нагревают по меньшей мере двумя парами электродов, и электроды каждой пары прижимают к стенке трубчатых деталей в, по существу, диаметрально противоположных положениях. Указанные разные пары диаметрально противоположных электродов на каждом конце трубчатых деталей могут включаться (активироваться) попеременно.
Трубчатые детали могут иметь неправильную форму и/или могут образовывать многоканальную трубчатую сборку, и электроды могут устанавливаться с такими нерегулярными угловыми интервалами относительно продольной оси трубчатых деталей, чтобы концы трубчатых деталей нагревались, по существу, одинаково.
Во время фазы нагревания и до прижатия концов трубчатых деталей друг к другу для формирования кузнечного сварного шва предпочтительно пропускать вдоль нагретых концов труб продувочную смесь текучих сред, включающую в себя смесь, содержащую менее 25% по объему (об.%) восстановительной среды, например водорода или моноксида углерода, и более 75 об.%, по существу, инертного газа, например азота, диоксида углерода и/или благородного газа, например аргона. Продувочная смесь текучих сред предпочтительно содержит от 2 до 15 об.% восстановительной текучей среды и от 85 до 98 об.%, по существу, инертного газа.
Настоящее изобретение также относится к системе кузнечной сварки, содержащей захват для размещения концов соединяемых трубчатых деталей на выбранном расстоянии друг от друга в пространстве; средство нагнетания продувочной текучей среды для заполнения указанного пространства продувочной смесью текучих сред; электродную сборку для нагрева каждого конца трубчатых деталей в указанном пространстве посредством высокочастотного электрического нагрева, причем электродная сборка содержит по меньшей мере три электрода, прижатые с разнесенными по окружности интервалами к стенке каждой трубчатой детали рядом с ее концом так, что при использовании электроды передают электрический ток высокой частоты в, по существу, окружном направлении через сегмент трубчатой детали между электродами; и средство привода захвата для прижимания нагретых концов трубчатых деталей друг к другу до формирования кузнечного сварного шва между нагретыми концами трубчатых деталей.
Захват выполнен с возможностью удерживания концов трубчатых деталей на заранее определенном расстоянии друг от друга во время фазы нагрева и содержит механический упор, который выполнен с возможностью препятствования осевому перемещению нагретых концов трубчатых деталей во время процесса кузнечной сварки, когда нагретые концы трубчатых деталей смещают вдоль заранее определенного расстояния по направлению друг к другу и вдавливаются друг в друга.
Использование трех или более разнесенных по окружности электродов в способе и устройстве по настоящему изобретению уменьшает неравномерность нагрева концов труб в результате перегрева стенки трубы в непосредственной близости от электрода и недостаточного нагрева стенки труб на половине расстояния между электродами.
Электродная сборка может также быть выполнена таким образом, чтобы осуществлять послесварочную термообработку соединенных кузнечной сваркой концов трубчатых деталей, при которой эти концы трубчатых деталей остывают в соответствии с заранее определенным графиком снижения температуры.
Эта сборка также может оснащаться инжекторами для принудительного нагнетания воды и/или воздуха с целью увеличения и/или управления скоростью остывания концов трубчатых деталей, сваренных кузнечной сваркой.
Целесообразным образом качество полученного кузнечной сваркой шва может быть проверено посредством способа электромагнитоакустического контроля сварных швов, известного под названием ЕМАТ, при котором электромагнитные катушки размещают рядом с обеими сторонами кузнечного сварного шва и удерживают на заранее определенном расстоянии от трубчатых деталей во время процесса контроля. Отсутствие физического контакта между стенкой горячих трубчатых деталей и обмотками прибора ЕМАТ-контроля позволяет контролировать шов сразу после формирования шва кузнечной сваркой. Вышеуказанные признаки способа и системы по настоящему изобретению могут комбинироваться разными путями. Ниже следует более подробное описание некоторых предпочтительных вариантов воплощения способа и системы по настоящему изобретению со ссылками на прилагаемые чертежи.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Ниже в качестве примера следует более подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
фиг.1 - поперечное сечение конца трубчатой детали, нагреваемого двумя парами диаметрально противоположных электродов;
фиг. 2 - вид в перспективе трубчатой детали по фиг.1 перед ее соединением с другой трубчатой деталью кузнечной сваркой способом по настоящему изобретению;
фиг.3 - сечение конца многоканальной трубчатой детали, нагреваемого двумя парами диаметрально противоположных электродов;
фиг.4 - вид в перспективе многоканальной трубчатой детали, показанной на фиг.3, перед ее соединением с другой многоканальной трубчатой деталью способом кузнечной сварки по настоящему изобретению; и
фиг.5-10 - различные конфигурации многоканальных трубопроводов, концы которых можно нагревать, по существу, равномерно с использованием сборок из трех или более электродов согласно настоящему изобретению.
На фиг.1 показан конец стальной трубчатой детали 1, вокруг которого размещены две пары диаметрально противоположных электродов 2, 3 и 4, 5. Первая пара электродов 2, 3 прижата к внешней поверхности трубчатой детали 1 и передает ток 6 высокой частоты через стенку трубчатой детали 1, как показано стрелками 7. Сборка ферритовых стержней 8 служит для увеличения плотности тока в непосредственной близости от концов трубчатой детали 1 и прилегающей трубчатой детали (не показана).
На фиг.2 показано, как концы 12, 12А двух прилегающих трубчатых деталей 1 и 1А нагреваются соответственно двумя комплектами диаметрально противоположных электродов 2, 3, 4, 5 и 2А, 3А, 4А, 5А. Концы 12 и 12А трубчатых деталей во время фазы нагревания расположены в нескольких миллиметрах друг от друга. Большее расстояние между стрелками 7 и 7А, обозначающими плотность тока, в средней части между электродами 2, 3 и 2А, 3А иллюстрирует, что плотность тока на середине расстояния между электродами меньше, чем плотность тока рядом с электродами 2, 3 и 2А, 3А. Это служит причиной возникновения разницы в скорости нагрева концов 12 и 12А трубчатых деталей и уменьшенного нагрева участка, расположенного на середине расстояния между электродами 2, 3 и 2А, 3А. Для уменьшения неравномерности скорости нагрева электроды 2, 3 и 2А, 3А регулярно отводят от внешней поверхности трубчатых деталей 1, 1А, и в это время другие электроды 4, 4А и 5, 5А прижимают к внешней поверхности трубчатых деталей 1, 1А и включают их для передачи тока высокой частоты через концы трубчатых деталей 1, 1А. За счет последовательной активации двух комплектов диаметрально противоположных электродов на каждом конце трубчатой детали снижается неравномерность нагрева концов трубчатых деталей.
Альтернативно электроды 2-5 и 2А-5А, показанные на фиг.2, можно одновременно прижимать к разнесенным концам трубчатых деталей 1 и 1А, если управлять переменным током, например, с помощью тиристоров, так, чтобы на первом этапе этого цикла пары диаметрально противоположных электродов 2А и 3 передавали положительный электрический ток, как показано знаком "+" на фиг.2, а другие электроды 2 и 3А передавали отрицательный ток, как показано знаком "-" на фиг.2. С другой стороны, на втором этапе цикла переменного тока электроды 2А и 3 передают отрицательный электрический ток, а другие электроды 2 и 3А передают положительный электрический ток на трубчатые детали 1 и 1А, тем самым нагревая концы 12 и 12А трубчатых деталей, по существу, одинаково.
Во время следующей фазы цикла нагрева электроды 2, 2А и 3, 3А не активны, а другие электроды 4, 5 и 4А, 5А активируются подобным же образом.
Температуру нагретых концов 12, 12А трубчатых деталей контролируют с помощью инфракрасного датчика температуры, и когда температура достигает уровня, достаточного для формирования кузнечного сварного шва, концы 12, 12А трубчатых деталей прижимают друг к другу так, чтобы сформировать кузнечный сварной шов. Концы 12, 12А трубчатых деталей могут быть профилированными и иметь меньшую толщину стенок по сравнению с другими участками трубчатых деталей 1, 1А для компенсации деформации нагретых до красного каления концов 12, 12А трубчатых деталей во время процесса кузнечной сварки с тем, чтобы сваренные трубчатые детали 1, 1А имели равномерные толщину стенок и внешний и внутренний диаметр.
Во время фазы нагрева и при перемещении концов трубчатых деталей 1, 1А по направлению друг к другу эти концы трубчатых деталей как снаружи, так и изнутри заключены в камеру 10, заполненную взрывобезопасной смесью продувочных газов, которая содержит более 75 об.% азота и менее 25 об.% водорода. Предпочтительная взрывобезопасная смесь продувочных газов для соединения трубчатых деталей 1, 1А, выполненных из углеродистой стали, содержит около 5 об.% водорода и около 95 об.% азота. Давление продувочного газа в той части камеры 10, которая находится снаружи относительно трубчатых деталей 1, 1А, выше, чем давление продувочных газов в части камеры 10, находящейся внутри трубчатых деталей 1, 1А, так что во время всего процесса нагрева продувочный газ течет вдоль концов 12, 12А трубчатых деталей 1, 1А, как показано стрелками 11, до тех пор, пока концы трубчатых деталей не будут прижаты и приварены друг к другу.
Водород в продувочном газе вступает в реакцию с кислородом в окалине, образовавшейся в результате окисления на концах 12, 12А соединяемых трубчатых деталей 1, 1А, так что окалина, по меньшей мере, по существу, устраняется, и чистые металлические детали привариваются друг к другу с минимальным количеством включений окислившегося металла.
Лабораторные эксперименты показали, что хорошее металлургическое соединение между трубчатыми деталями из углеродистой стали получается вышеописанным способом кузнечной сварки, когда продувочная текучая среда содержит около 5 об.% водорода и около 95 об.% азота. Эксперименты также подтвердили взрывобезопасность такого состава продувочного газа.
Предпочтительно концы трубчатых деталей зажаты в течение всего процесса кузнечной сварки в зажиме, который удерживает концы трубчатых деталей на заранее определенном расстоянии в 1-3 мм друг от друга во время фазы нагрева и который содержит механический упор, который препятствует осевому перемещению концов трубчатых деталей во время процесса кузнечной сварки, когда нагретые концы трубчатых деталей смещаются вдоль заранее определенного расстояния по направлению друг к другу и вжимаются друг в друга так, чтобы получить высококачественный кузнечный сварной шов без чрезмерной деформации нагретых концов трубчатых деталей.
Для удобства можно также включить электроды 2-5 и 2А-5А, чтобы провести послесварочную термообработку сваренных концов трубчатых деталей. Электрический ток 6, подаваемый на электроды во время послесварочной термообработки, будет меньше, чем во время фазы нагрева до операции кузнечной сварки, и им можно управлять в соответствии с температурой, измеренной инфракрасным(-и) датчиком(-ами) температуры так, чтобы температура сваренных кузнечной сваркой концов трубчатых деталей понижалась по заранее определенному графику.
Качество полученного кузнечной сваркой шва можно проверить непосредственно после образования шва с помощью гибридной технологии электромагнитоакустического контроля, известной под названием ЕМАТ и описанной в патентах США №№5652389; 5760307; 5777229 и 6155117. В технологии ЕМАТ используется индукционная катушка, помещенная с одной стороны сварного шва, которая наводит магнитные поля, генерирующие электромагнитные силы в поверхности сварного шва. Эти силы затем создают механические возмущения, взаимодействуя с атомной структурой через процесс рассеяния. При электромагнитоакустическом генерировании преобразование происходит в поверхностном слое материала, т.е. поверхность металла является собственно преобразователем. Прием происходит обоюдно. Когда упругая волна сталкивается с поверхностью проводника в присутствии магнитного поля, в приемной катушке наводятся токи так же, как и при работе электрического генератора. Преимуществом этой технологии ЕМАТ-контроля сварных швов является то, что передающая и приемная индуктивные катушки не должны контактировать со сваренными деталями. Таким образом, контроль качества может проводиться непосредственно после формирования полученного кузнечной сваркой шва, когда сваренные трубчатые детали еще слишком горячи для физического контакта с контрольным зондом.
Способ и система по настоящему изобретению особенно полезны для сварки труб, применяющихся на нефтепромыслах и/или скважинных труб на нефте- и/или газодобывающих платформах или рядом с ними. К таким трубам могут относится эксплуатационные колонны длиной несколько километров, которые спускают в скважину после сварки секций колонны.
Альтернативно к таким трубам могут относиться нагревательные трубы, которые спускают в нагревательную скважину для передачи тепла в окружающий керогенный и/или нефтяной пласт для снижения вязкости и/или пиролиза керогена и/или других углеводородов in situ. Такие нагревательные трубы могут состоять из пары соосных труб, которые образуют электрическую цепь, по которой проходит электрический ток для производства тепла.
Предпочтительно, чтобы такие нагревательные или эксплуатационные колонны сваривались друг с другом, когда свариваемые трубы проходят, по существу, горизонтально, на линии сварки труб на поверхности земли, после чего трубы изгибают и вставляют в нагревательную или эксплуатационную скважину. Подходящие способы изгиба и вставки описаны в публикациях Международных заявок на патент WO 00/43630 и WO 00/43631, которые включены в настоящее описание путем данной ссылки. Предпочтительно скважинные трубы сваривают на горизонтальной сварочной линии рядом с устьем скважины и затем сгибают в большую петлю, которая образует дугу в по меньшей мере 270°, так, чтобы удаленный конец колонны труб проходил вертикально в устье скважины, а ближний конец колонны проходил горизонтально через сварочную установку. Альтернативно скважинные трубы сваривают друг с другом горизонтально, а затем изгибают в большую петлю на небольшом расстоянии от устья скважины. Когда всю колонну соберут и изогнут в эту большую петлю, собранную колонну транспортируют, например, по рельсам к устью скважины и затем вставляют в скважину, как это описано в публикации Международной заявки на патент WO 00/43631. Последняя из описанных технологий сборки труб позволяет собирать колонны труб на центральной сварочной установке, расположенной в центральной точке нефтяного месторождения, где несколько колонн могут собираться и храниться до момента их транспортировки к устью скважины, после чего их быстро вставляют в скважину или скважины, так что нарушения в эксплуатации скважины или при операциях нагрева сводятся к минимуму.
На фиг.3 показан конец стальной многоканальной трубчатой детали 21, вокруг которой установлены две пары диаметрально противоположных электродов 22, 23 и 24, 25. Трубчатая деталь 1 содержит продольную и диагональную разделительную стенку 29, которая создает два полуцилиндрических канала 30 и 31 внутри трубчатой детали 21.
Первая пара электродов 22, 23 прижата к внешней поверхности трубчатой детали 21 и передает ток 26 высокой частоты через стенку трубчатой детали 21 и разделительную стенку 29, как показано стрелками 27, 27А. Комплект ферритовых стержней 28 служит для увеличения плотности тока в непосредственной близости от концов трубчатой детали 21 и прилегающей трубчатой детали (не показана). Когда первый диагональный комплект электродов 22, 23 активируют, большая часть электрического тока проходит через диагональную разделительную стенку 29, тем самым преимущественно нагревая конец указанной разделительной стенки 29, а когда после этого активируют электроды 24, 25, большая часть электрического тока высокой частоты проходит через стенку трубчатой детали 21. Мощность, подаваемая к комплектам электродов 22, 23 и 24, 25, и длительность периодов, в течение которых комплекты электродов поочередно активируются, регулируется так, что концы стенок трубчатой детали 21 и разделительной стенки 29 нагреваются равномерно до заранее определенной температуры.
На фиг.4 показано, как концы 32, 32А двух прилегающих многоканальных трубчатых деталей 21 и 21А нагревают соответственно двумя комплектами диаметрально противоположных электродов 22, 23, 24, 25 и 22А, 23А, 24А, 25А. Во время фазы нагрева концы 32 и 32А трубчатых деталей расположены на расстоянии до нескольких миллиметров друг от друга, чтобы создать емкостной эффект между концами 32, 32А трубчатых деталей, который стимулирует протекание электрического тока на концах 32 и 32А трубчатых деталей. Увеличенное расстояние между стрелками 27 и 27А, обозначающими плотность тока, на середине расстояния между электродами иллюстрирует, что плотность тока на середине расстояния между этими электродами меньше, чем плотность тока рядом с электродами 22, 23 и 22А, 23А. Это вызывает изменение скорости нагрева концов 32 и 32А трубчатых деталей и уменьшает нагрев на участке, расположенном на середине расстояния между электродами 22, 23 и 22А, 23А. Для уменьшения неравномерности скорости нагрева электроды 22, 23 и 22А, 23А можно регулярно отводить от внешней поверхности трубчатых деталей 21, 21А, и в это время прижимать к поверхности трубчатых деталей 21, 21А другие электроды 24, 24А и 25, 25А и активировать их для передачи тока высокой частоты через концы трубчатых деталей 21, 21А. Последовательное включение двух комплектов диаметрально противоположных электродов на каждом конце трубчатых деталей снижает неравномерность нагрева концов трубчатых деталей.
Все электроды 22-25 и 22А-25А, показанные на фиг.4, могут одновременно прижиматься к разнесенным концам 21 и 21А трубчатых деталей, если переменным током управляют, например, с помощью тиристоров так, чтобы в первой части цикла электроды 22А и 23 передавали положительный электрический ток, как показано знаком "+" на фиг.4, а другие электроды 22, 23, 24А и 25А передавали отрицательный электрический ток, как показано знаком "-" на фиг.4. С другой стороны, во второй части цикла переменного тока электроды 22А и 23 будут передавать отрицательный электрический ток, а другие электроды 22 и 23А будут передавать положительный ток на трубчатые детали 21 и 21А, тем самым нагревая их концы 32, 32А и концы диагональных разделительных стенок 29, 29А, по существу, равномерно.
Температуру нагретых концов 32, 32А трубчатых деталей и диагональных разделительных стенок 29, 29А можно контролировать с помощью пирометрического инфракрасного датчика температуры, и когда контролируемая температура достигнет величины, пригодной для образования кузнечного сварного шва, концы 32, 32А трубчатых деталей и противоположные концы диагональных разделительных стенок 29, 29А прижимают друг к другу так, чтобы получить кузнечный сварной шов. Концы 32, 32А трубчатых деталей могут быть профилированными и иметь меньшую толщину стенки по сравнению с другими участками трубчатых деталей 21, 21А с тем, чтобы компенсировать деформацию нагретых до красного каления концов 32, 32А трубчатых деталей во время процесса кузнечной сварки, так что сваренные трубчатые детали 21, 21А имеют равномерную толщину стенки и внешний и внутренний диаметр.
Во время фазы нагрева и при перемещении концов трубчатых деталей 21, 21А по направлению друг к другу эти концы трубчатых деталей как снаружи, так и изнутри заключены в камеру 33, заполненную взрывобезопасной смесью продувочных газов, которая содержит более 75 об.% азота и менее 25 об.% водорода. Предпочтительная взрывобезопасная смесь продувочных газов для соединения трубчатых деталей 21, 21А, выполненных из углеродистой стали, содержит около 5 об.% водорода и около 95 об.% азота. Давление продувочного газа в той части камеры 33, которая находится снаружи относительно трубчатых деталей 21, 21А, выше, чем давление продувочных газов в части камеры 10, находящейся внутри трубчатых деталей 21, 21А, так что во время всего процесса нагрева продувочный газ течет вдоль концов трубчатых деталей 21, 21А, как показано стрелками 34, до тех пор, пока концы трубчатых деталей не будут приварены друг к другу.
Водород в продувочном газе вступает в реакцию с кислородом в окалине на концах 32, 32А соединяемых трубчатых деталей 21, 21А, так что окалина, по меньшей мере, по существу, устраняется, и чистые металлические детали привариваются друг к другу с минимальным количеством включении окислившегося металла.
Предпочтительно концы трубчатых деталей зажаты в течение всего процесса кузнечной сварки в зажиме, который удерживает концы трубчатых деталей на заранее определенном расстоянии в 1-3 мм друг от друга во время фазы нагрева и который содержит механический упор, который препятствует осевому перемещению концов трубчатых деталей во время процесса кузнечной сварки, когда нагретые концы трубчатых деталей смещаются вдоль заранее определенного расстояния по направлению друг к другу и вжимаются друг в друга так, чтобы получить высококачественный кузнечный сварной шов без чрезмерной деформации нагретых концов трубчатых деталей.
Для удобства можно включить электроды 22-25 и 22А-25А, чтобы провести послесварочную термообработку сваренных концов трубчатых деталей. Электрический ток 6, подаваемый на электроды во время послесварочной термообработки, будет меньше, чем во время фазы нагрева до операции кузнечной сварки, и им можно управлять в соответствии с температурой, измеренной инфракрасным(-и) датчиком(-ами) температуры, так, чтобы температура сваренных кузнечной сваркой концов трубчатых деталей понижалась по заранее определенному графику.
На фиг.5-10 показаны различные конфигурации многоканальных труб, которые можно нагревать, по существу, равномерно с помощью различных конфигураций распределенных по окружности электродных сборок.
На фиг.5 показан конец цилиндрической трубчатой детали 50, внутренняя полость которой разделена на четыре канала двумя диагональными разделительными стенками 51, которые пересекают друг друга под прямым углом. Восемь электродов комплекта расположены с интервалом 45° вокруг внешней поверхности трубчатой детали 50, причем комплект содержит четыре основных электрода 52, показанных квадратами, и четыре вспомогательных электрода 53, показанных кружками. Основные электроды 52 и вспомогательные электроды 53 включают попеременно, и когда основные электроды 52 включены, они пропускают электрический ток высокой частоты главным образом через концы диагональных разделительных стенок 51, а когда после них включают вспомогательные электроды 53, они пропускают электрический ток высокой частоты через стенку трубчатой детали 50. Основные и вспомогательные электроды 52 и 53 включают последовательно до тех пор, пока концы трубчатой детали и разделительных стенок 51 не достигнут заранее определенной температуры, после чего нагретые концы трубчатой детали 50 и разделительных стенок 51 прижимают к прилегающему концу другой трубчатой детали (не показана), которая также имеет две диагональные разделительные стенки (не показаны), по существу, такие же, как описано со ссылками на фиг.4.
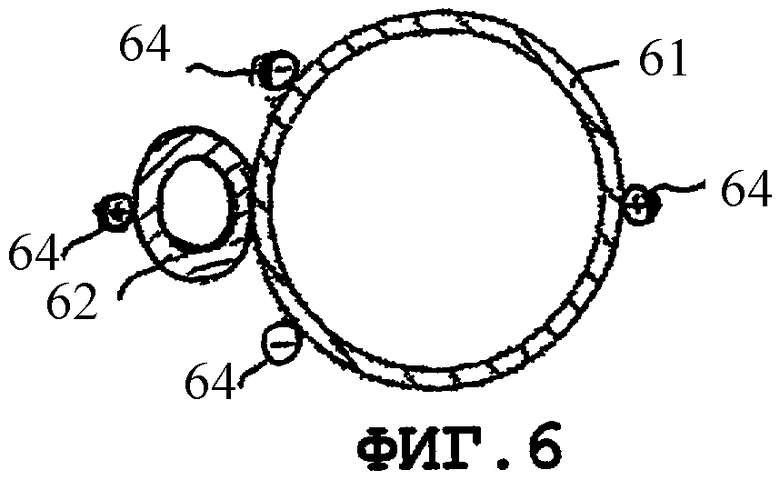
На фиг.6 показана многоканальная трубная сборка, которая содержит стальную трубу 61 большого диаметра, приваренную к стальной трубе 62 меньшего диаметра. Четыре электрода 64 комплекта прижаты с выбранными угловыми интервалами к внешним поверхностям труб 61 и 62 так, что концы труб 61 и 62 нагреваются, по существу, равномерно электрическим током высокой частоты, текущим по концам труб от электродов 64. Достижению равномерности нагрева концов труб может в еще большей степени способствовать изменение электрического тока и/или напряжения, подаваемого на разные электроды 64, и/или циклическая активация разных пар электродов 64.
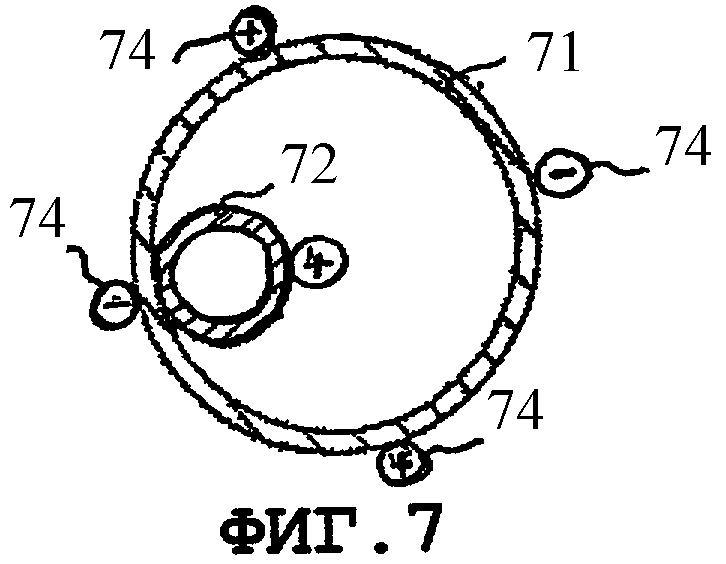
На фиг.7 показана многоканальная трубная сборка, которая содержит стальную трубу 71 большого диаметра, внутри которой приварена стальная труба 72 меньшего диаметра. Четыре электрода 74 комплекта прижаты с выбранными угловыми интервалами к поверхностям труб 71 и 72. Непрерывно меняющиеся полярности электродов 74 таковы, что через концы сегментов трубы между электродами 74 протекает, по существу, равномерный электрический ток высокой частоты, тем самым, по существу, равномерно нагревая концы обеих труб 71 и 72. Один из электродов 74 расположен внутри стальной трубы 71 большого диаметра с помощью оправки, которую можно вставлять в трубу 71 большого диаметра во время процесса кузнечной сварки и которая извлекается из трубы по завершении операции кузнечной сварки.
На фиг.8 показана многоканальная трубная сборка, которая содержит стальную трубу 81 большого диаметра, внутри которой приварены две стальные трубы 82 и 83 меньшего диаметра. Концы труб нагревают комплектом из шести электродов 84, имеющих разные полярности, и тем самым подают электрический ток высокой частоты на сегменты труб между соседними электродами. Электроды 84 могут включаться циклически и управляться тиристорами для, по существу, равномерного нагрева концов труб 81, 82 и 83 большого и меньших диаметров.
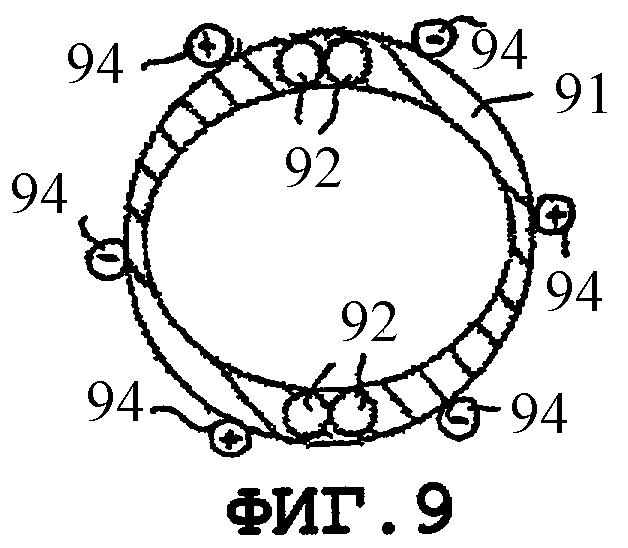
На фиг.9 показана многоканальная трубная сборка, которая содержит стальную трубу 91 большого диаметра и две пары управляющих каналов 92 меньшего диаметра, которые проходят в стенке трубы 91 большого диаметра в диаметрально противоположных положениях. Шесть электродов 94 комплекта прижаты с выбранными угловыми интервалами к внешней поверхности трубы 91 большого диаметра так, что концы трубы 91 и прилегающей аналогичной трубы (не показана) нагреваются, по существу, равномерно, после чего концы труб сжимаются друг с другом, и формируется кузнечный сварной шов.
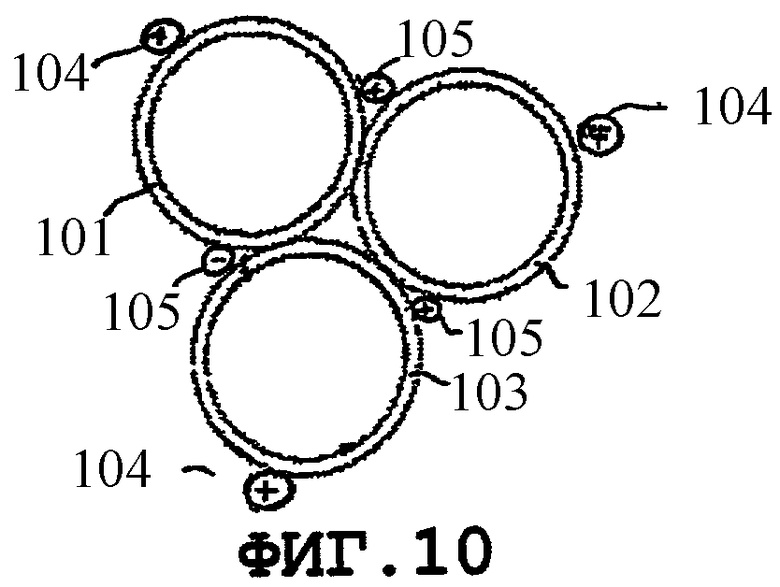
На фиг.10 показана многоканальная трубная сборка, которая содержит пакет из трех стальных труб 101, 102, 103, которые сварены друг с другом. Концы труб 101, 102, 103 нагревают, по существу, равномерно сборкой из трех электродов 104, которые включаются циклически как вращающийся трехфазный узел. Факультативно можно установить комплект из трех электродов 105, расположенных рядом с теми местами, в которых стальные трубы 101, 102, 103 сварены друг с другом, для того, чтобы нагревать сегменты труб, расположенных в центральной области пакета. Сборки из электродов 104 и 105 могут включаться попеременно и управляться так, чтобы концы труб нагревались, по существу, равномерно.
Предпочтительно используемая в способе продувочная смесь текучих сред содержит восстановительную текучую среду и инертный газ. При этом жидкий или твердый восстановительный агент наносят кистью или распыляют на концы трубчатых деталей, а инертный газ нагнетают в указанное пространство, после чего восстановительный агент, по меньшей мере частично испаряется при нагреве концов трубчатых деталей, и испарившийся восстановительный агент смешивается с нагнетаемым инертным газом с формированием на месте (in situ) продувочной газовой смеси, содержащей менее 25 об.% испарившегося восстановительного агента и более 75 об.%, по существу, инертного газа.
Более предпочтительно, этот жидкий или твердый восстановительный агент содержит очищающую жидкость, такую как, например, соляная кислота, и восстановительный агент, такой как перекись водорода, порошок буры и/или гидрид щелочного металла или бериллия.
Следует понимать, что знаки "+" и "-", показанные в иллюстрируемой электродной сборке, являются чисто иллюстративными и что полярности различных электродов меняются постоянно по синусоиде, когда электрический ток высокой частоты поступает через электроды в соседние сегменты стенок трубчатых деталей, концы которых подвергаются кузнечной сварке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2015 |
|
RU2621539C1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| РЕШЕНИЕ ДЛЯ СВАРКИ КОРНЕВОГО ПРОХОДА | 2013 |
|
RU2600466C2 |
| СПОСОБ СВАРКИ С ЛАЗЕРНЫМ НАНЕСЕНИЕМ МЕТАЛЛА, ДЕТАЛИ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ, И ПРИМЕНЕНИЕ В НЕФТЯНОЙ, ГАЗОВОЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2017 |
|
RU2746510C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2002 |
|
RU2268811C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2355533C2 |
| ЭЛЕМЕНТ ДЛЯ НЕЙТРАЛИЗАЦИИ ИЛИ СНИЖЕНИЯ ТОКСИЧНОСТИ ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352794C2 |

Способ может быть использован для соединения трубчатых деталей, в частности в опасных зонах, например, для сварки труб, применяющихся на нефтепромыслах и/или скважинных труб на нефте- или газодобывающих платформах. Концы соединяемых трубчатых деталей размещают на расстоянии до нескольких миллиметров друг от друга в камере с защитным газом. В камеру нагнетают взрывобезопасную продувочную смесь текучих сред, например азот и водород. Нагревают каждый конец в этом пространстве по меньшей мере тремя электродами, прижатыми с разнесенными по окружности интервалами к стенке каждой трубчатой детали рядом с ее концом. Электроды передают электрический ток высокой частоты в, по существу, окружном направлении через сегмент трубчатой детали между электродами. Перемещают равномерно нагретые концы трубчатых деталей по направлению друг к другу до формирования кузнечного сварного шва между нагретыми концами трубчатых деталей. Способ обеспечивает получение высококачественного сварного соединения труб, в том числе неправильной формы, с минимумом включений окислившегося металла. 2 н. и 18 з.п. ф-лы, 10 ил.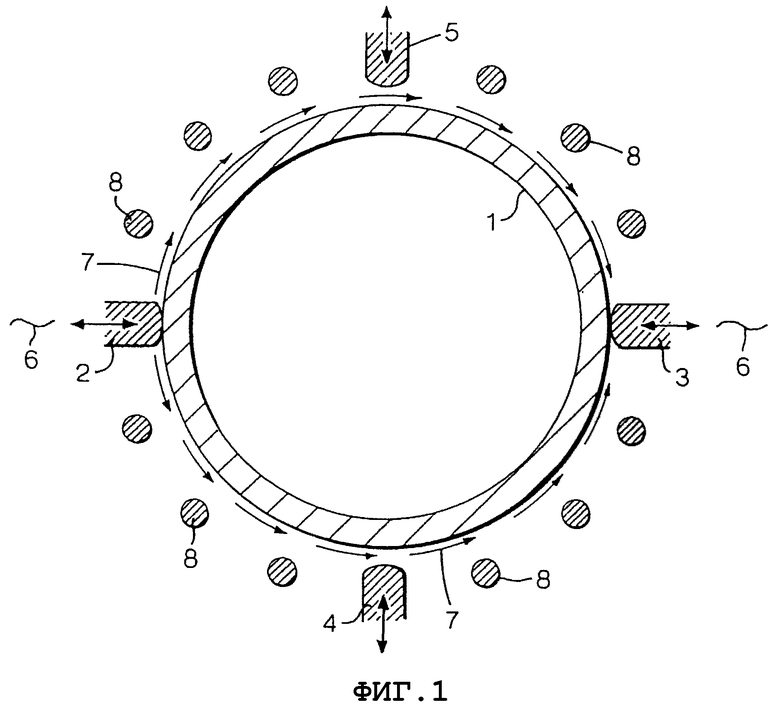
| US 5721413 А, 24.02.1998 | |||
| US 4736084 А, 05.04.1988 | |||
| Способ высокочастотной стыковой сварки | 1980 |
|
SU893462A1 |
| Способ изготовления сварных труб с продольным швом | 1956 |
|
SU110524A1 |
| СПОСОБ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1995 |
|
RU2106947C1 |

