Изобретение относится к термообработке металлов и сплавов, а именно к местному нагреву по режиму отжига сварных кольцевых соединений тонколистовых титановых трубопроводов, и может быть использован в авиакосмической, судостроительной и других областях промышленности.
Основными способами ЗТО сварных соединений титановых конструкций, применяемых в промышленности, является газопламенный нагрев, электронно-лучевая и индукционная зональная термическая обработка.
ЗТО титановых сплавов с помощью газопламенных горелок не целесообразна по следующим причинам:
1. Исключается возможность точно контролировать температуру.
2. Невозможно обеспечить защиту воздействия активных газов.
Известен способ электронно-лучевой обработки титановых сплавов, включающий электронно-лучевую сварку и зональную термическую обработку сварного шва сканирующим электронным лучом (патент РФ №2 240 211 С1, кл. B23K 15/00, C21D 9/50, опубл. 11.20.2004).
Общие признаки: способ термической обработки применяется при зональной обработке сварных соединений из титановых сплавов.
К недостаткам способа можно отнести следующее: применение сложного дорогостоящего оборудования; необходимость применения вакуумных камер; длительность процесса, его технологическая сложность, нецелесообразность применения ЗТО для сварных соединений, полученных другими методами сварки.
Основным способом, применяемым в промышленности при местном зональном отжиге конструкций является термическая обработка токами повышенной частоты. (Николаев Е.Н., Коротин И.М. Термическая обработка металлов токами высокой частоты. М.: Высшая школа, 1984. - 207 с)
Общие признаки: способ термической обработки применяется при зональном отжиге сварных соединений из металлов и их сплавов.
Этот способ имеет ряд недостатков: требуется специальное промышленное оборудование с использованием водоохлаждаемых индукторов, для изделий из титановых сплавов специальных защитных камер с применением нейтрального газа или вакуума.
Наиболее близким аналогом, взятым за прототип, является способ безокислителыой зональной индукционной термической обработки сварных конструкций из титановых сплавов, где нагрев токами повышенной частоты кольцевых сварных соединений осуществляется в специальных индукционных установках, содержащих стационарные или переносные камеры, с инертной средой и содержащие водоохлаждаемые индукторы («Безокислительная зональная индукционная термическая обработка сварных соединений конструкций из титановых сплавов», ВИАМ, Москва, 1985, 16 с).
Общие признаки: способ термической обработки применяется при зональном отжиге сварных кольцевых соединений из титановых сплавов в защитной инертной среде.
К основным недостаткам известного способа относится то, что установки с водоохлаждающими индукторами являются весьма громоздкими и их применение связано с техническими трудностями, а в некоторых случаях их применения для ЗИО кольцевых швов необходимо дополнительное оборудование для выполнения вращения детали. При этом необходимо обеспечить строгое соблюдение равномерности зазора между индуктором и изделием.
При изготовлении сварных титановых конструкций не удается минимизировать отрицательное влияние остаточных напряжений с помощью мероприятий выполняемых для сварки или в процессе сварки. Поэтому, как правило, прибегают к послесварочной обработке, которая обычно заключается в общем вакуумном или воздушном отжиге сварной конструкции или зональном отжиге сварных соединений (ЗТО).
ЗТО рекомендуется применять в условиях, при которых общий отжиг изделия в электрических печах невозможен в связи с конструктивно-технологическими особенностями сварных изделий или нецелесообразен по технико-экономическим условиям:
- отжиг замкнутых сварных соединений крупногабаритных конструкций;
- при отсутствии печей для общего отжига;
- при наличии в конструкции узлов, стойкость, которых не совместима с температурой отжига.
Задачей предлагаемого способа является разработка метода местного нагрева сварного кольцевого соединения тонколистового титанового трубопровода до температур в диапазоне от 450°С до 550°С и выдержка при указанной температуре в течении 5 минут, с обеспечением защиты зоны нагрева от окислительного воздействия окружающего воздуха.
Техническим результатом является повышение конструкционной прочности и надежности сварных соединений за счет стабилизации и улучшения структуры, повышения пластических характеристик сварных соединений, снижения остаточных напряжений, повышения сопротивляемости сварного соединения хрупким разрушениям.
Технический результат достигается тем, что в способе зонального отжига сварных кольцевых соединений трубопровода из тонколистового титанового сплава, включающим индукционный нагрев зоны сварного соединения до температуры отжига, выдержку и охлаждение в зоне действия защитного инертного газа, согласно изобретения, на участок трубопровода со сварным кольцевым швом устанавливают на расстоянии 10-30 мм от оси сварного шва зажимные разъемные медные токопроводящие и теплопроводящие кольца, ограничивающие зону нагрева и образующие камеру, в которую подают защитный инертный газ, затем осуществляют нагрев до температуры отжига 450-550°С со скоростью 2-10°С/мин, а выдержку проводят в течение 2-5 мин в атмосфере инертного газа.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого изобретения условия патентоспособности «новизна».
Проведенный дополнительный сопоставительный анализ патентной и научно-технической информации не выявил источники, содержащие сведения об известности совокупности отличительных признаков заявляемого способа, что свидетельствует о его соответствии критерию «изобретательский уровень».
Предлагаемый способ зонального отжига сварных кольцевых соединений трубопровода из тонколистового титанового сплава имеет ряд преимуществ по сравнению с зональным индукционным отжигом (ЗИО). В конкретных случаях способ позволяет с наименьшими затратами электроэнергии и при использовании простого оборудования производить зональный отжиг в процессе совмещения термообработки и сварки титановых сплавов, например, в камере с контролируемой атмосферой или с использованием специальных стендов с местной защитой нейтральными газами: гелий или аргон. Зональный электроконтактный отжиг обеспечивает надежную стабильность режимов, равномерную температуру по всему периметру шва и зоны термического влияния, точное регулирование времени пребывания металла сварного шва в диапазоне рабочих температур и создает условия для автоматизации процесса и точного контроля его параметров.
Предлагаемый способ заключается в местном нагреве электросопротивлением узкой зоны сварного соединения путем пропускания электрического тока через участок трубопровода между зажимными разъемными медными кольцами, которые одновременно являются токопроводящими и тепло-съемными элементами, то есть ограничивающими зону нагрева. Кольца должны иметь контакт с трубопроводом с минимальным электрическим и тепловым сопротивлением. При этом внутренняя и наружная поверхности трубопровода на участке между кольцами должны находиться в атмосфере нейтрального газа аргона.
При отжиге сварных кольцевых соединений тонколистового титанового трубопровода электроконтактным методом (ЗЭО) тепло выделяется одновременно по всему объему металла зоны трубопровода, ограниченной медными зажимными кольцами. Практически достигается равномерность распределения температуры на всю глубину сварного шва и зону термического влияния сварного соединения. Высокая скорость нагрева способствует интенсивному развитию диффузных процессов, достигая наибольших значений в самый начальный момент выдержки при достижении температуры отжига, сокращая его длительность по сравнению с нагревом в печах в 20-40 раз и с индукционным способом в 2-3 раза.
Таким образом, для термической обработки - отжига сварного кольцевого шва на трубопроводе необходимо создать условия, при которых сварное соединение должно нагреваться до температуры в диапазоне от 450°С до 550°С со скоростью нагрева от 2 до 10°С/мин, и выдерживаться при температуре в диапазоне от 450°С до 550°С от 2 до 5 минут, находясь при этом в зоне действия защитного нейтрального газа. Нагрев зоны сварного соединения тонколистового трубопровода осуществляется электроконтактным способом, т.е. под действием пропускаемого электрического тока при возникновении электрического сопротивления в металле, при этом происходит изменение кристаллической структуры сварного шва, что вызывает повышение пластических свойств, статической прочности и, что особенно важно для ресурса изделия, циклической выносливости.
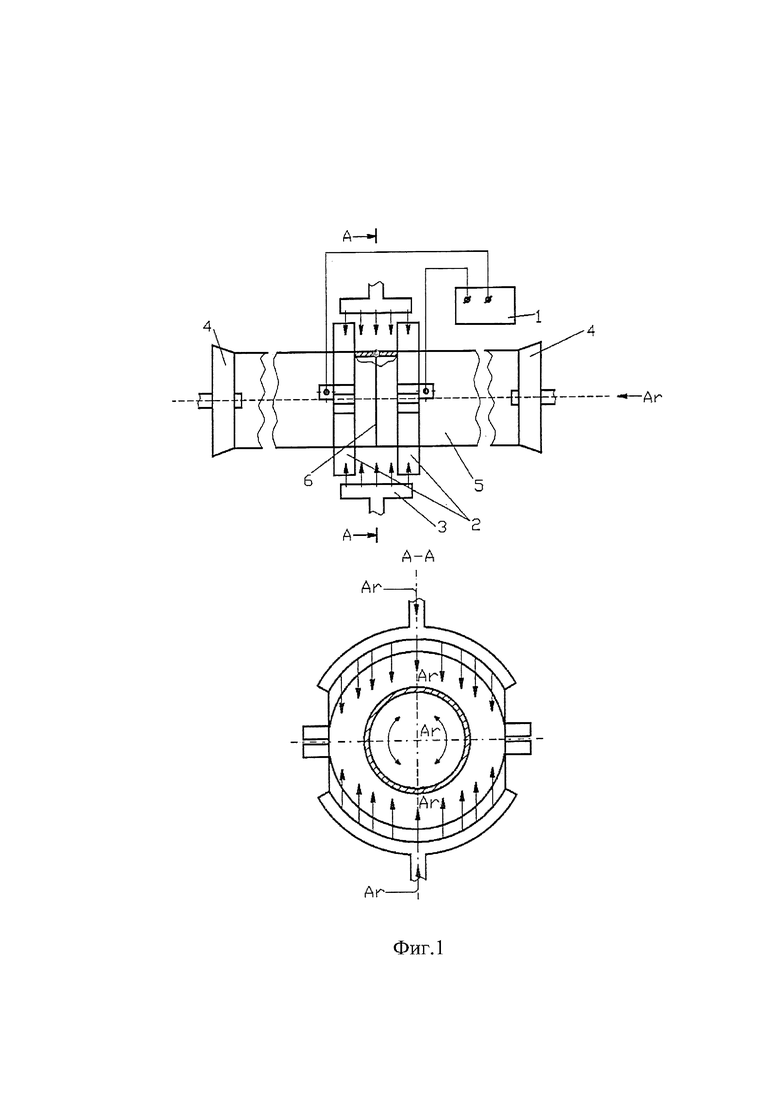
Схема для реализации предлагаемого способа показана на фиг. 1, где представлены: источник электрического тока 1, разъемные медные токопроводящие и теплопроводящие кольца устройства для отжига 2, газозащитная камера 3, заглушки 4, свариваемые элементы трубопровода 5 и сварной шов 6.
Процесс зонального отжига сварного шва на титановом тонколистовом трубопроводе осуществляется следующим образом: на участок трубопровода 5 со сварным швом 6 устанавливают разъемные кольца 2 и плотно прижимают к поверхности трубопровода 5 и с помощью электрического кабеля соединяют с источником тока 1. Затем на внешнюю поверхность колец устанавливают элементы защитной камеры 3, а в трубу 5 по торцам вставляют заглушки 4 и последовательно соединяют мягкими рукавами-шлангами с элементами защитной камеры 3 и газовым оборудованием (на фигуре не показано). После чего подают защитный газ, осуществляя продувку для вытеснения воздуха из трубопровода 5 и внешней зоны нагрева сварочного соединения 6. Далее включают источник тока 1, осуществляют нагрев зоны до температуры от 450 до 550°С. Температуру и время нагрева регулируют с помощью регулятора мощности на источнике тока 1. Контроль температуры осуществляется контактным способом (при помощи термопар) или бесконтактным способом (при помощи пирометров) - на фигуре не показано.
Таким образом, процесс зонального отжига происходит за меньшее время и при постоянном действии защитного инертного газа в зоне нагрева, препятствуя газонасыщению металла в сварном соединении. Применение зонального отжига электроконтактным способом сварных соединений тонколистового титанового трубопровода позволит решить проблемы и улучшить показатели при ремонте изделия Су-30, при изготовлении и монтаже высокоресурсного трубопровода изделий МС-21, а также других изделий авиакосмического комплекса.
Пример.
Предлагаемый способ реализован при локальной термической обработке трубных сварных образцов из титанового сплава ОТ4. Сварка выполнена методом АрДЭС с последующей зональной термообработкой швов при использовании устройства для отжига собственного изготовления.
Режимы сварки:
- свариваемый металл ОТ4, диаметр трубопровода 42 мм, толщина стенки 0,8 мм; без разделки кромок с нулевым зазором; ток 40-45 А; напряжение дуги 8-10 В; скорость сварки 15-17 м/ч.
- аргон, расход газа 4-8 л/мин;
- аргон, расход газа для верхней защиты шва и поддув 1-3 л/мин.
Режимы и условия обработки:
- температура нагрева зоны сварного соединения до 550°С, контроль термопреобразователем ТХА-2388;
- скорость нагрева 8-10°С/мин;
- время выдержки 3 минуты, охлаждения в защитной атмосфере аргона.
После обработки проведен внешний осмотр, металлографический контроль, механические испытания образцов и определены остаточные сварочные напряжения.
Результаты контроля: Микроструктура сварных трубных образцов: основной металл имеет характерную для него выраженную мелкозернистую структуру; металл шва - игольчатую мартенситоподобную структуру; зона термического влияния - смешанную структуру; увеличение размеров зерна после обработки не наблюдается. Предел прочности сварного соединения σв=840 МПа, угол загиба образцов 86°. Предел прочности сварного соединения после зональной термообработки σв=824 МПа, угол загиба образцов 108°.
Остаточные сварочные напряжения в сварном образце: максимальные растягивающие напряжения действуют в центре шва (до 510 МПа), минимальные на расстоянии 20 мм от оси, поперечные напряжения в шве незначительны. Остаточные сварочные напряжения в сварном образце после зональной термической обработки при выбранных режимах в зоне шва снижаются до 100 МПа.
С помощью этого практического примера продемонстрирована возможность зональной термообработки с локальным нагревом до заданных температур электроконтактным методом для снятия остаточных напряжений и улучшения механических свойств сварных кольцевых соединений из титанового сплава.
Проведенные авторами исследования и натурные эксперименты на образце с помощью опытной установки показали, что применение ЗЭО позволит сократить расходы на приобретение оборудования, упростить технологический процесс и значительно повысить производительность от 2 по сравнению с зональной индукционной обработкой и до 20 раз с зональной обработкой в оборудовании с конвекционным нагревом.
Работы проведены на базе ФГБОУ ИрНИТУ в лабораториях: «УИЛ материалы и технологии в машиностроении», «Газоэлектрическая сварка», «Дуговая и газовая сварка и резки», «НИЛ Исследование технологических остаточных напряжений и деформаций», а также в АО «Научно-исследовательский и конструкторский институт химического машиностроения».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| Способ сварки | 1990 |
|
SU1797505A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ТЕРМОУПРОЧНЕННОГО ТИТАНОВОГО СПЛАВА | 2019 |
|
RU2732138C1 |
| СПОСОБ ЗОНАЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1991 |
|
RU2031150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ | 1999 |
|
RU2164188C2 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ | 2001 |
|
RU2201320C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2750229C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450196C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
Изобретение относится к металлургии, а именно к отжигу сварных кольцевых соединений трубопровода из тонколистового титанового сплава, и может быть использовано в авиакосмической, судостроительной и других областях промышленности. Способ зонального отжига сварных кольцевых соединений трубопровода из тонколистового титанового сплава включает индукционный нагрев зоны сварного соединения до температуры отжига, выдержку и охлаждение в зоне действия защитного инертного газа. На участок трубопровода со сварным кольцевым швом устанавливают на расстоянии 10-30 мм от оси сварного шва зажимные разъемные медные токопроводящие и теплопроводящие кольца, ограничивающие зону нагрева и образующие камеру, в которую подают защитный инертный газ, затем осуществляют нагрев до температуры отжига 450-550°С со скоростью 2-10°С/мин, а выдержку проводят в течение 2-5 мин в атмосфере инертного газа. Обеспечивается конструкционная прочность, высокая пластичность и надежность сварных соединений, а также высокая сопротивляемость сварного соединения хрупкому разрушению. 1 ил., 1 пр.
Способ зонального отжига сварных кольцевых соединений трубопровода из тонколистового титанового сплава, включающий индукционный нагрев зоны сварного соединения до температуры отжига, выдержку и охлаждение в зоне действия защитного инертного газа, отличающийся тем, что на участок трубопровода со сварным кольцевым швом устанавливают на расстоянии 10-30 мм от оси сварного шва зажимные разъемные медные токопроводящие и теплопроводящие кольца, ограничивающие зону нагрева и образующие камеру, в которую подают защитный инертный газ, затем осуществляют нагрев до температуры отжига 450-550°С со скоростью 2-10°С/мин, а выдержку проводят в течение 2-5 мин в атмосфере инертного газа.
| Безокислительная зональная индукционная термическая обработка сварных соединений конструкций из титановых сплавов, Москва, ВИАМ, 1985, с.4-9 | |||
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| Способ изготовления сварных титановых труб | 2015 |
|
RU2613256C1 |
| US 5201457 A1, 13.04.1993 | |||
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2001 |
|
RU2207235C1 |

