В известных автоматических устройствах для подачи прутков малых диаметров в бесцентровые шлифовальные станки перемещение прутков производится путем их толкания, в результате чего подаваемые прутки подвергаются изгибу.
Особенностью предлагаемого приспособления является применение для подачи прутков тянущего приспособления в виде каретки, совершающей быстрое возвратно-поступательное движение и зажимающей пруток за передний его конец при ходе вперед. Такое выполнение приспособления устраняет изгпбанпе прутков.
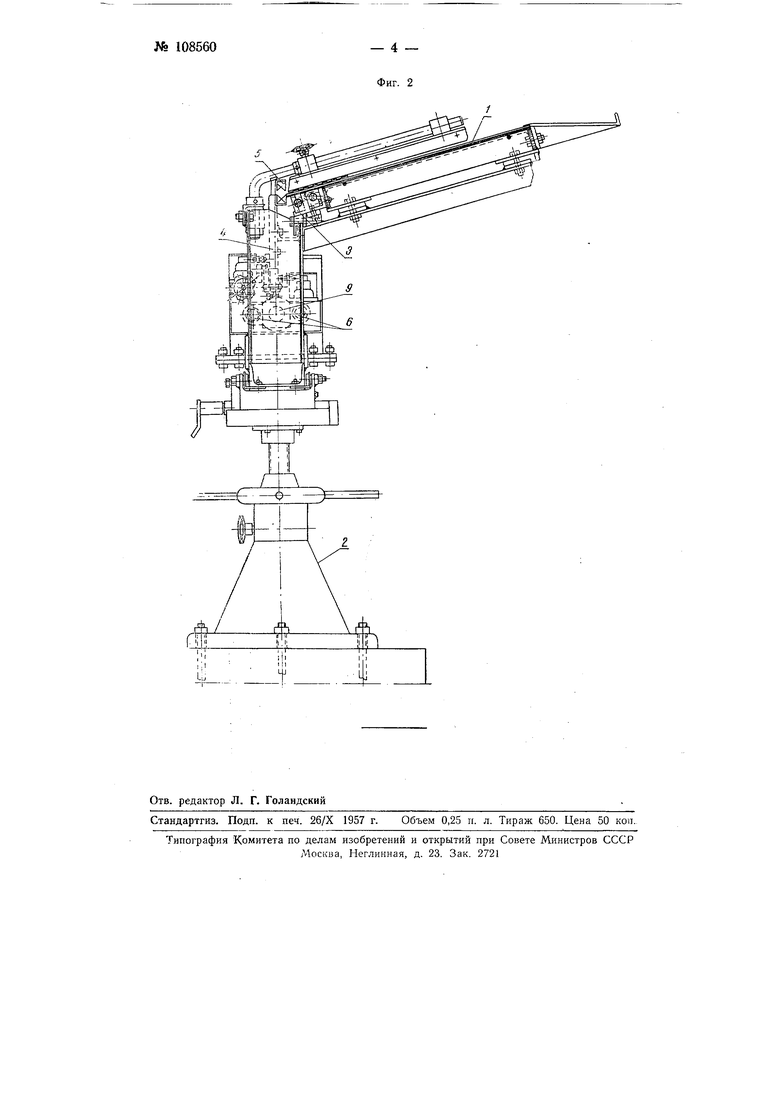
На фиг. 1 приспособление показано сбоку; на фиг. 2 - спереди.
Приспособление состоит из загрузочного наклонного стола / на стойках 2, позволяющих устанавливать приспособление в соответствии с наладкой станка, отсекателя 5 и каретки 4 с зажимными губками 5 для перемещения прутков в рабочее пространство станка. Каретка перемещается на двух круглых направляющих 6 и совершает возвратно-поступательное движение посредством электродвигателя 7, редуктора 8 и винтовой пары 9.
Каретка 4 при движении назад с помощью кулачка . поворачивает через системы валиков и рычагов ограничительную вилку и отсекатель 3; при этом пруток по наклонному столу 7 скатывается вниз и попадает на каретку 4. После истечения установленного времени выдержки, необходимого для шлифования предыдущего прутка, посредством электронного реле времени включается электродвигатель, и каретка 4 быстро двигается вперед. При движении каретки вперед пруток будет зажат губками 5 после схода рычага зажима с упорного кулака. При подходе каретки к крайнему переднему положению с помощью второго кулака, установленного в соответствии с длиной требующегося хода каретки, пруток разжимается, уже будучи введен концом в рабочее пространство, и увлекается рабочими кругами вперед. В крайнем переднем положении каретки начинается движение назад, и цикл повторяется.
Предмет изобретения
1. Автоматическое нриспособление для нодачи нрутков малого диаметра и относительно большой длины в бесцентровые шлифовальные станки, отличающееся тем, что, с целью избежания продольного изгиба подаваемых прутков при нодаче, применено тянушее устройство в виде совершающей возвратно-поступательные движения каретки, автоматически зажимающей пруток за передний его конец при ходе вперед.
2. Автоматическое приспособление для подачи прутков по н. 1, отличающееся тем, что, с целью упрощения и облегчения его наладки в соответствии с требуемым темпом подачи прутков, в электрическую схему управления нриспособлением введено электронное реле времени.
е
№ 108560
-Jb
.j)5-
Ш
,1
4
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-ковочный автомат горячей высадки и прошивки кольцевых деталей | 1958 |
|
SU124781A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ ЗАДНИХ ГРАНЕЙ МНОГОГРАННЫХ ПЛАСТИН | 1968 |
|
SU207758A1 |
| Станок для шлифования и полирования цилиндрических изделий перед гальваническим их покрытием | 1958 |
|
SU126032A1 |
| СТАНОК ДЛЯ ПРАВКИ И РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2006312C1 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| Устройство к магнитному дефектоскопу | 1956 |
|
SU114393A1 |
| Машина для складывания и отмеривания тканей | 1930 |
|
SU38104A1 |
| Устройство для автоматической подачи прутков | 1986 |
|
SU1386421A1 |
| Устройство для поштучной подачи заготовок стержневого типа с буртами к резьбонакатному станку | 1980 |
|
SU912375A1 |
| ДВУСТОРОННИЙ ПЛОСКОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1971 |
|
SU295655A1 |