Изобретение предназначено для одновременного независимого шлнфовання двумя шлифовальными кругами двух параллельны.х измерительных новерхностей измерительных инструментов: штангенциркулей, калибров-скоб и т. н. и быть использовано в инструментальном нроизводстве.
Известны двусторонние плоскошлифовальные нолуавтоматы со столом, несушим изделие, измерительное устройство и прибор правки шлифовальных кругов, установленных на левую и нравую шлифовальные бабки.
Ыедостатком этих станков является наличие у них механизма подачи, предназначенного для осунхествления лишь зависимого неремеш.ения шлифовальных бабок.
Цель изобретения - упрош.ение конструкции и повышение надежности работы полуавтомата.
Для этого предлагаемый полуавтомат снабжен двумя независимыми механизмами нодач шлифовальных бабок, гидроцилиндр отскока которых совмешен со штангой, кинематически связываюшей каждый из механизмов нодачи со шлифовальной бабкой, а стол связан с измерительным устройством неравнонлечим рычажным механизмом.
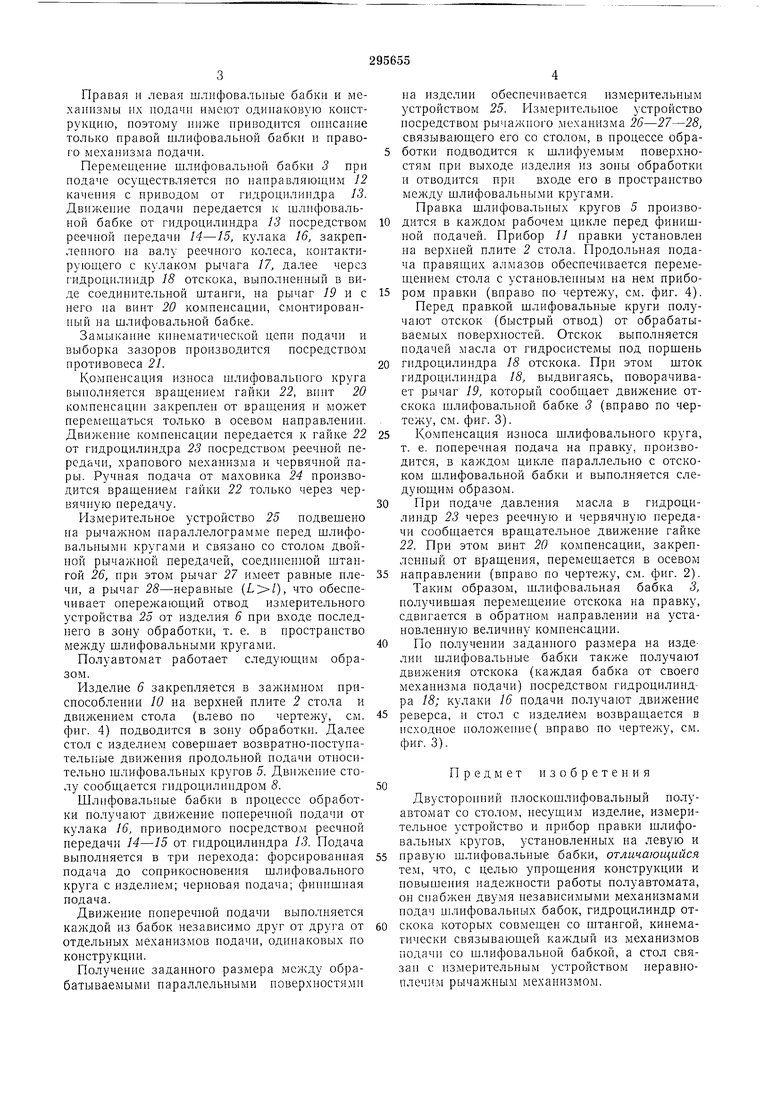
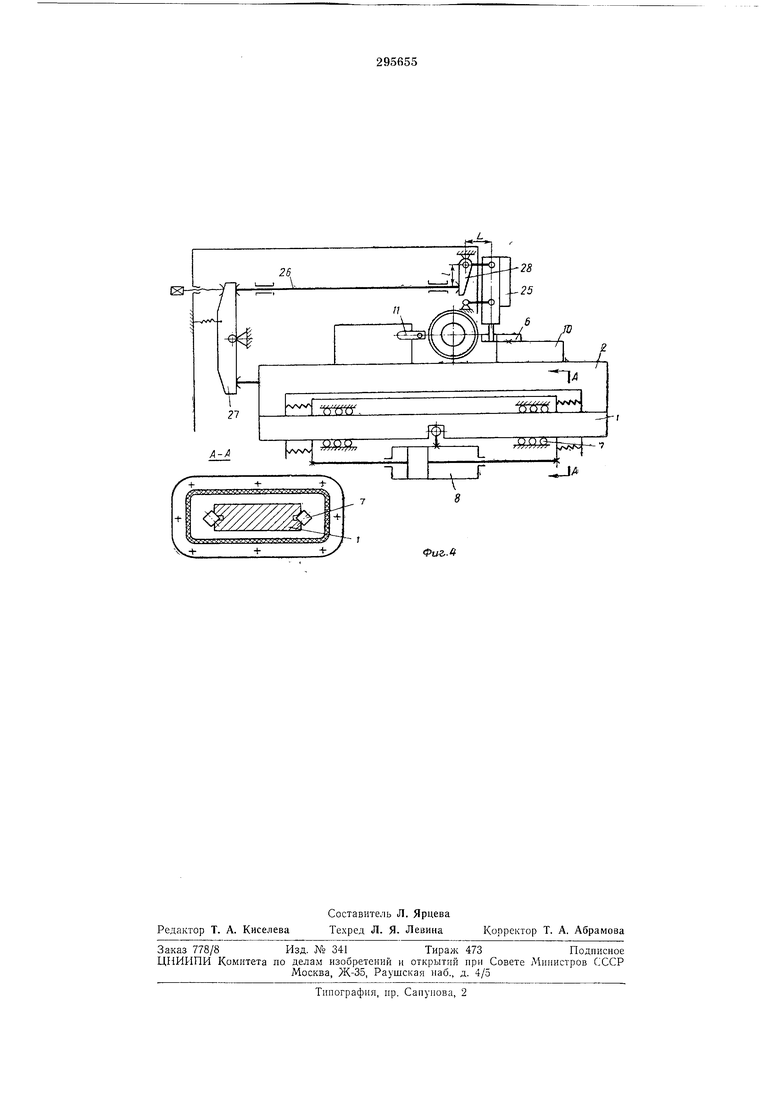
на фиг. 2 - то же, длинных губок; на фиг. 3- кннематическая схема нравой шлифовальной бабки н нравого механизма подачи полуавтомата; на фиг. 4 - стол, несущий изделие, и прибор правки со схематическим изображением устройства для зашиты направляюш.их, а также рычажный механизм синхронизации отвода измерительного устройства от изделия.
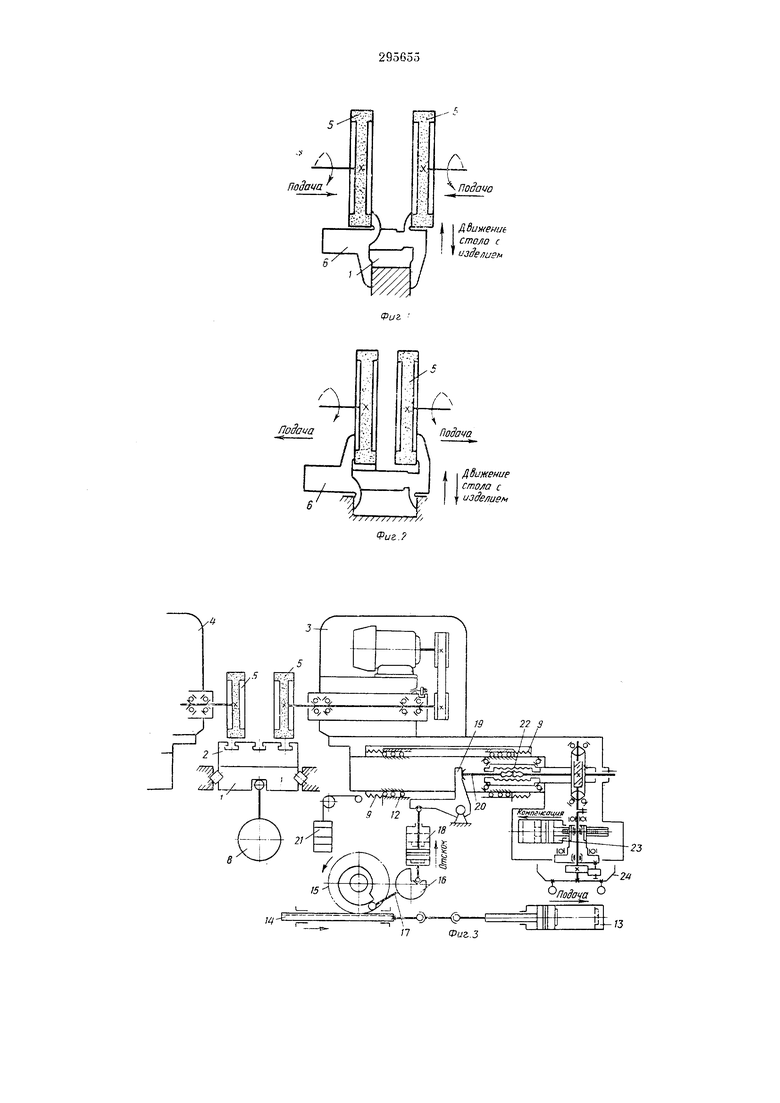
Предлагаемый полуавтомат содержит прямоугольный стол, состояш;пй из каретки /, на концы которой опирается верхняя плита 2, и расположенные по обе стороны стола нравую 3 и левую 4 шлифовальные бабки.
Обработка на полуавтомате (см. фиг. 1) производится торцами двух шлифовальных кругов 5, получаюи1,их движение нодачи при возвратно-ностунательном движении стола с изделием 6 (штангенциркулем).
Иеремешепис каретки но направляющим 7 качения осуществляется гидроцилиндром S. Направляющие качепия каретки герметически защищены но торцам от нонадания на них шлама гофрированными защитными устройствами 9, охватывающими каретку по перн.метру в поперечном сечении (разрез А-А на фиг. 4).
Иа верхпей плите стола (см. ф)иг. 4) установлены зажимное нриснособленне 10 с изделием 6 и прибор // правки шлифовальных кругов.
Правая и левая шлифовальные бабки и механизмы их подачи имеют одииаковую конструкцию, поэтому ниже ириводится оиисание только правой шлифовальной бабки и иравого механизма подачи.
Перемещеиие шлифовальной бабки 3 при подаче осушествляется но направляющим 12 качения с приводом от гидроцилипдра 13. Движение подачи передается к шлифовальной бабке от гидроцилиндра 13 носредством реечной иередачи 14-15, кулака 16, закрепленного на валу реечного колеса, контактируюн 1,его с кулаком рычага 17, далее через гидроцилиндр 18 отскока, вынолиеииый в виде соединительной штанги, на рычаг 79 и с него па випт 20 компенсации, смонтированный на шлифовальной бабке.
Замыкание кинематической цепи подачи и выборка зазоров производится посредством противовеса 21.
Компенсация износа шлифовального крута выполняется вращением гайки 22, впит 20 компенсацпи закреплеи от вращения н может перемещаться только в осевом направлении. Движепие компепсации передается к гайке 22 от гидроцилиндра 23 посредством реечной передачи, храпового механизма и червячной пары. Ручная подача от маховика 24 производится вращением гайки 22 только через червячную передачу.
Измерительное устройство 25 подвешено на рычажном нараллелограмме перед щлифовальными кругами и связано со столом двойной рычажной передачей, соединенной штапгой 26, при этом рычаг 27 имеет равные плечи, а рычаг 28-неравные (), что обеспечивает онережающий отвод измерительного устройства 25 от изделия 6 при входе последнего в зону обработки, т. е. в пространство между шлифовальными кругами.
Полуавтомат работает следующим образом.
Изделие 6 закрепляется в зажимном приспособлении 10 на верхней плите 2 стола и движением стола (влево по чертежу, см. фиг. 4) подводится в зону обработки. Далее стол с изделием совершает возвратно-ноступательные движения продольной подачи отпосительно шлифовальных кругов 5. Двнженне столу сообщается гидроцилиндром 8.
Шлифовальные бабки в процессе обработки получают движение поперечной подачи от кулака 16, приводимого посредством реечной передачи 14-15 от гндроцилиндра 13. Подача выполняется в три перехода: форсированная подача до соприкосновения шлифовального круга с изделие.м; черновая подача; фиппшная подача.
Движение поперечной подачи выполняется каждой из бабок независимо друг от друга от отдельных механизмов подачи, одинаковых по конструкции.
на изделии обесиечивается измерительным устройством 25. Измерительное устройство носредством рычажного механизма 26-27-28, связывающего его со столом, в нроцессе обработки подводится к шлифуемым поверхностям при выходе изделия из зоны обработки и отводится при входе его в пространство мелчду шлифовальными кругами. Правка шлифовальных кругов 5 производится в каждом рабочем цикле перед финишной подачей. Прибор // правки установлен иа верхней плите 2 стола. Продольная подача правящих алмазов обеспечивается перемещением стола с установленным на нем прибором правки (вправо но чертежу, см. фиг. 4). Перед правкой шлифовальные круги получают отскок (быстрый отвод) от обрабатываемых поверхностей. Отскок выполняется нодачей масла от гидросистемы под поршень
гпдроцилиндра 18 отскока. При этом шток гидроцнлиндра 18, выдвигаясь, поворачивает рычаг 19, который сообщает движение отскока щлифовальной бабке 3 (вправо но чертежу, см. фиг. 3).
Компенсация износа щлифовальпого круга, т. е. поперечная подача на правку, производится, в каждом цикле параллельно с отскоком шлифовальной бабки и выполняется следующим образом.
При подаче давления масла в гидроцилиндр 23 через реечную и червячиую передачи сообщается вращательное движение гайке 22. При этом винт 20 компепсации, закрепленный от вращения, перемещается в осевом
направлении (вправо по чертежу, см. фиг. 2). Таким образом, шлифовальная бабка 3, получивщая перемещение отскока на правку, сдвигается в обратном направлении на установленную величину компенсации.
По получении заданного размера на изделии шлифовальные бабки также получают движения отскока (каждая бабка от своего механизма подачи) посредством гидроцилиндра 18; кулаки 16 подачи получают движение
реверса, и стол с изделием возврап,ается в исходное положение( вправо по чертежу, см. фиг. 3).
Предмет изобретения
Двустороппий плоскошлифовальный нолуавтомат со столом, несущим изделие, измерительное устройство и ирибор нравки шлифовальных кругов, установленных па левую и
правую шлифовальные бабки, отличающийся тем, что, с целью упрощения конструкции и новышения надежности работы полуавтомата, ои снабжен двумя независимыми механизмами подач шлифовальных бабок, гидроцилиндр отскока которых совмещен со штангой, кинематически связываюи ей каждый из механизмов подачи со шлифовальной бабкой, а стол связан с измерительным устройством неравноплечим рычажным ме.ханизмом.
Подало
(ДВимение стало с изде/шз л
| название | год | авторы | номер документа |
|---|---|---|---|
| БАБКА ИЗДЕЛИЯ ВНУТРИТОРЦЕШЛИФОВАЛЬНОГО СТАНКА | 1969 |
|
SU258053A1 |
| ШЛИФОВАЛЬНАЯ БАБКА ВНУТРИТОРЦЕШЛИФОВАЛЬНОГОСТАНКА | 1970 |
|
SU266619A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| УСТРОЙСТВО РАДИАЛЬНОЙ ПОДАЧИ БАБКИ ИЗДЕЛИЯ | 1969 |
|
SU253612A1 |
| Автомат для обработки изделий | 1982 |
|
SU1174233A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| МЕХАНИЗМ ПОДАЧИ ШЛИФОВАЛЬНОГО КРУГА | 1972 |
|
SU342741A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
Подача
/ 7V77/77 I Wv
Q П I Г
-J
Puz.4
