Известен горизонтально-ковочный автомат для горячей высадки л прондивки ко«1ьцевых деталей из прЗТкозых заготовок, движу Ц -1.хся вдоль и вокруг своей оси, состояиигй из станнны, центрального высадочного ползуна, продольных ползунов, поворотной головки и Подающего устройства.
Описываемый горизонтально-ковочный автомат по сравпен1н с ii3вестным повышает производительность труда.
Конструктивная особенность автомата состоит в том. что в нем применены попеременно работающие и перемещающиеся в тор1 зоитально11 плоскости два зажимных ползуна высадки, два зажимных ползуна прощизки; эти ползуны приводятся в двнжение от двух продольных ползунов через рычажные механизмы. Привод поворотной головк, осхчдестпдяется от щатуна центрального высадочного ползуна через храповую муфту и кулачково-рычажный механизм. В подающем устройстве автомата применены неприводные косо расположенные ролики.
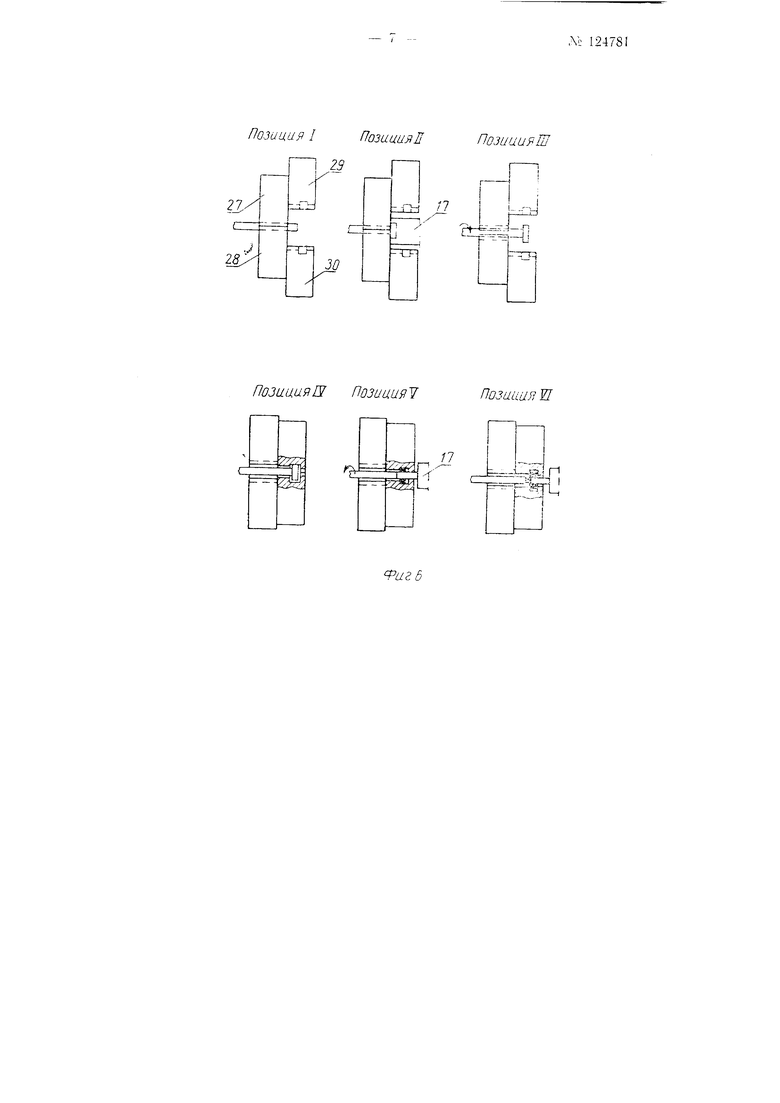
На фиг. 1 схематически изображен автомат; на фиг. 2 - меха1 изм центрального высадочного ползуна (разрез по /L4 па фиг. 1); на фиг. 3- подающее устройство, вид сбоку; на фиг. 4 - то же, в плапе; на фиг. 5- то же, вид по стрелке Б на фиг. 3; на фиг. 6 - схема техно.тогическото процесса горячей высадк и прощивки кольце1зых .деталей из прутковых заготовок.
Вращение от электродвигателя / передается через клиноре.менную передачу на маховик-муфту 2. При включенной .муфте приводится во вращение приемный вал 3 и коленчатый вал 4, который через щатун 5 приводит в движение центральный высадочный ползун 6. При движении центрального высадочного ползуна 6 щатун 5 совершает относительно пего качательное движение, которое при помощи шатуна 7 передается
№ 124781
зубчатому сектору 8. Зубчатый сектор передает движение храповой муфте 9, ведомый элемент которой жестко связан с валиком W, несущим кулак 11. Храновая муфта 9 передает вращение валику 10 при движении ша.лна 5 относительно нентрального высадочного нолзуна 6 снизу вверх и свободно проворачивается относительно валика 0 при движении щатуна 5 сверху вниз. При одном обороте коленчатого вала 4 кулак // поворачивается на 180°. Полный оборот кулака 11 еоверщается за два оборота коленчатого вала. Кулак 1 через ролики 12 и /5 приводит и движение ползущку 14, которая скользит по камням 15, свободно Посаженным на валике W. Ползущка 14 переводит «оромысло 16 либо в крайнее переднее, либо -в крайнее заднее положение, а коромысло 16 переводит поворотную головку 17 либо в положение высадки, либо в положение прощивки соответственно через однн ход центрального высадочного ползуна 6. Кулак /л, закрепленньп на станине, спрофилирован так, чтобы во время перевода по юротной головки 17 фиксатор }9 был выведен при помощи кулисы 20. От вала 3 передается вращение распределите.тьным ва.чам 21 н 22, которые при помощи жестко закрепленных на пих кулаков 23 и 24 передают движение продо.тьным ползунам 25 и 26.
Движепис продольных ползунов через рычажные звенья передается но о-нисапному выше циклу зажимным ползунам 27 и 28 высадки и зажимпым ползунам 29 и 30 прощивки. Прп движении продольных ползу1133 25 и 26 )азад зажимные -ползуны 27 н 28 высадки сходятся и захватъгвают пруток, а зажпмные ползуны 29 и 30 прон)ивки расходятся; при Д15нжении продольных ползунов вперед зажимные ползуны высадки расходятся, а зажимные ползуны прощивки сходятся. Таким образом, зажимные ползупы 29 и 30 прощизки и зажимные 1юлзуны 27 и 28 ВЫсадки д.вижутся всегда во взанмообратных направлениях.
Прутки укладываются краном в бункер 31 подающего устройства i5 один ряд. Перек.тадчик 32, по.тучивщий сигнал от флажка 33, перекладывает пруток «а етол 34 подачи. Попадая па стол подачи, пруток нажимает на рычаг 35 возврата флажка 33 и .поднимает последний. После этого перекладчик возвращается в 1сходное положение. Поднятый флажок дает сигнал передаюнтему Т1 5иепоеоб, ению 36, которое при помощи 37 передвигает пруток по столу 34 до тех пор, пока последний, пройдя сквозь подающую Каретку , не войдет в тормоз 39 прутка. В случае наличия в подающем приспособлении предыдущего прутка передаваемый -пруток упирается в его торец.
Подающая каретка 38, согласно цикловой диаграмме автомата, соверщая возвратно-поступательные движения, проталкивает пруток через тормоз 39, направляющую роликовую головку 40, индуктор 41 и роликовую головку 42. В некоторый момент подаваемый пруток, перемещаясь по столу 34, перестает нажимать па рычаг 3.5, и флажок 33 падает на пруток. При этом поводок 57 возврапшется -в исходное положение. При дальнейщем движении прутка вперед флажоК 33 занимает крайнее положение и дает сигнал перекладчику 32 для перекладки нового прутка. В то время, когда стык между вновь подаваемым прутком и прутком, находящимся в индукторе 41, еще не прощел тормоз 39, поводок 37 все время поджимает вновь подаваемый пруток.
Для направления прутка в индукторе 41 установлена направляющая ро.тиковая головка 40. Проходя через индуктор, пруток нагревается до |-)ебуемой температуры и поступает через роликовую головку 42 на высадку. Ролики роликовой головки 42 и ролики направляющей роликовой го.ювкп 40- неприводные; оси их расположены под углом к оси прутка. При подаче н npit прощивке за счет поступательного движения прутка рэ, врагпаются п при этом поворачивают пруток вокруг его оси соответствеино то в одну, то в другую сторону. При прощивке величина перемещенпя прутка назад меньше величины его nepeMeuieinm при по/даче. Поэтому угол вращения прутка вскруг cBOeil оси в обратн чо сторону лр) прошнвке меньше угла его ripi; нодаче. В результате достигается смещение счедов от плоскости разъема на прутке и после высадки, и после нрощивки. Захватный орган подающей каретки 38 установлен в ней в подшипниках, поэтому в том случае, когда меххду подающей кареткой и роликовой головкой нет стыка двух прутков, захватный орган при вран.епии прл1ка в ро;|иковой голо13 е псворач1 в: ется вместе с прутком относительно подающей каретк. При .чни lipyrna конец
маш1и ы; . останавливается на два-трн хода, ; гк)д;1ча продолжается. Коиен прутка выталкивается п надает BHJi3. Tlocie i-TOio .:r..: i;;;) снова автоматически включается в работу. Выключение :ipoHiir: ai;; iLcA части .машины нрн окончанни онераций с прутком происходит во время подачи следующего прутка, выта.ткнваюидего пеиспо.тьзуемый коиен предыд чнего прутка, после чего raanjinia включается в работу, и происходит прощивка. Таким образом, автомат гарантирован от подач ; лтинего металла.
Техно;го; ический пронесс горячей ;зысадг;;1 л грошивки колы1с.-;ых деталей из прутковьгх заготовок зак.иочаетея в с.тедхкннем.
Поданный Нруток захватывается по,тп-:1 л 1 27 и с :;ысадкн. Продо.чьные по. 25 п 26 зани.1а1;;т чраСпк-е заднее по/:о кение, а зажимные ио, 29 и 30 пронщвки раскрьгты (г 0знпи.ч Г). Поворотная го;говка 17 ,1ыюго высадочного нс.1. 6 устана:г Г5ается т ьгсадочным нуансоном на ось мащины. Про;1зподнтся з.ысадка , 10зицня 11). После высадки иродольные ползуны 2.1 и 26 ирл иомоиш .чаков 23 н 24 распределн-гельных ва.юв 21 и 22 ни-ремесгятся acMiioro в;кред и остановятся. При этом зажимные высадки слегка расходятся и освобождают ируток, а зажимные ползуны проншзки сктка сход5 тсл. При помощ.л по.тающего приспособ,1ен;1я производ;ггся прутка :га величи 1у, равную расстояиню между линией зысадки и
рачивается своей оси ро.чикамн роликовой головки, чем дост1 г;ь ется сменгение следа от н.юекостп i aaijCAia ita .
В залинаиия П1)утка noc:ic высадк; в одном из зажимлых нолзуио.з 27, 28 высадкн увод его в сторону при |)аск;)ытии последних г.есьма незначителен, пруток усн.лнем подачи нередается )ед. По толх загиб нр}Лка в сторону прн 1заскрь:т П1 зажимных но.тзунов высадкп )ге yipoiicходнт (познщ-ш ///). Далее продольные нолзупы 2J н 25 нродо. движение вперед, а затед остапавливаюгся. Пр;; этом зажгмпые ползупы 29 н 30 окончательно сходятся, образуя фнгуру зажимного ручья при прогнивке, в которо.м захватывается высаженный пруток, а зажимные долзуны 27 и 28 окончательно |)асходятся (нознцня /1). Поворотная головка 17 центрального высадочного нолзлна 6 устанавливается нроп1ИВ1гым п аисоном на ось маипщы. н производится иронпшка. При этом 1пруток выталкивается назад.
При движении прзтка ьазад 50. ро.тиковой головки поворач 1вают его оси в обратную сторонг н вновь смещают след от плоскости разъема на прутке (позиция 1. После пропшвкп центральный высадочный ПОЛЗУН 6 смещается назад. Продольные ползуны 25 и 26 слегка перемеигаюлс.я назад. Пр1; этом зажимные ползуны 29 н 30 пронгивкн слегка расходятся, а зажимные ползуны 27 н 28 высадкп слегка сходятся.
Прошитое кольцо, оставаясь на прогнивном пуансоне, не залипает в зажнмных ползуиах прошнвки.
Прежде чем прошивной пуансон при движении центра.чьного высадочкого ползуна 6 назад выйдет из прошитого кольца, 1продольные полз -№124781- - 4 -
ны 25 « 26 и зажимные ползуны 29 и 30 прошивки останавливаются. При дальнейшем движепни центрального высадочного ползуна 6 назад происходит съем кольца с ирошивного пуансона.
Во время съема продоль;1ые ползушл, зажимные ползуны прошивки 1-1 зажимные ползуны высадки находятся в неподвижном положении.
После выстоя нродольные ползуны 25 п 26 вновь движутся назад и затем останавливаются, занимая крайнее заднее положение. При этом зажимные ползуны 27 и 28 высадки окончательно сходятся и захватывают пруток, а зажимные ползуны 29 и 30 прошивки окончательно расходятся. Прошитое ко.чьцо падает вниз. Далее цикл повторяется.
Пред м е т и з о б р е т е н и я
1.Гор11зонт;,1Ы1о-ког очный аетомат для горячей высадки и прошивки кольцевых деталей из прутковых заготовок, движуп ихся вдоль и вокруг собственной оси, состояший из стапины, центрального высадочного ползуна, продольпых ползунов, поворотной головки и подаюшего устройства, о т л и ч а ю nui йс я тем, что, с целью повышения производительности, применены поперемеипо работаюише и перемешаюшиеся в горизонтальной плоскости два заж пмных ползуна высадки, два зажимных ползуна прошивки; эти ползуны приводятся V, движение от двух продольных ползунов через рычажные механизмы.
2.Форма выполпеиия автомата по п. 1, отличающаяся применением привода поворотной голоски от шатуна центральното высадочного ползуна через храповую муфту п кулачково-рычажный механизм.
3.Форма вынолнения автомата по пи. 1 и 2, о т л и ч а ю ш,а яся тем, что, с целью обеспечегшя Врап :енпя 1прутковой заготовки при ее продольном перемещении, в подающем устройстве применены неприводные косо расположенные ролики.
1
ШЕЗ
CVJ
J-i::2X,ll-, Ь:-ЩТ € 1 Позиция IПозиция Б
ПозииияШ



| название | год | авторы | номер документа |
|---|---|---|---|
| Предохранительное устройство | 1960 |
|
SU133719A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |
| Автомат для двухсторонней высадки | 1959 |
|
SU134967A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |