Изобретение относится к металлообработке, в частности к инструментальной оснастке для крепления фрез в шпинделе фрезерного станка. Известен патрон для фрезы с коническим хвостовиком, содержащий корпус, установленную в гнезде корпуса переходную упругую втулку и упругую гайку, связанную резьбой с переходной втулкой и посредством подшипника качения - с корпусом 1 Недостатком известного патрона является невысокая надежность крепления фрезы. Зто объясняется тем, что отверстие в корпусе патрона выполнено коническим. Коническое соединение переходной втулки с корпусом и коническое соединение переходной втулки с конусным хвостовиком фрезы, которая удерживается в патроне только силами трения, не гарантируют надежного крепления фрезы в течение всего процесса фрезерования. При закреплении фрезы путем вращения упругой гайки переходная коническая втулка подается внутрь корпуса и, сжимаясь и облегая хвостовик фрезы, стремится за счет сил трения подать фрезу также внутрь корпуса. При этом, если специально рукой не заталкивать с достаточной силой фрезу в корпус патрона, может произойти смещение конической переходной втулки относительно хвостовика фрезы, следовательно, пути, пройденного переходной втулкой, может оказаться недостаточно для надежного крепления фрезы, а малое усилие закрепления фрезы говорит о невысокой жесткости технологической системы фреза - патрон - шпиндель, а следовательно, и о невысокой ее виброустойчивости, несмотря на дополнительное закрепление фрезы, осуществляемое упругой гайкой. Кроме этого, в процессе фрезерования даже после падения эффективных коэффициентов трения и дополнительного закрепления фрезы может произойти, особенно на повышенных режимах резания, предельных по возникновение вибраций, частичное или полное ее раскрепление, а именно: под действием осевой составляющей сил резания фреза, которая удерживается в патроне только силами трения, выходит из корпуса патрона. Причина этого состоит в том, что соединение переходной втулки с корпусом выполнено коническим и отсутствует специальное устройство, удерживающее фрезу от смещения вдоль оси из корпуса патрона. Таким образом, только одних сил трения, приложенных к конической поверхности хвостовика фрезы, недостаточно для надежного удержания фрезы в патроне в процессе фрезерования. Кроме того, патрон не является универсальным. Он не может быть использован для закрепления стандартных фрез. Фрезы, которые могут быть в нем закреплены, должны на конце конусного хвостовика иметь обязазательно лыски, входящие в паз, выполненный в корпусе патрона. Лысками крутящий момент от шпинделя станка передается на фрезу. Цель изобретения - повышение надежности крепления фрезы. Поставленная цель достигается тем, что в патроне для фрезы с Коническим хвостовиком, содержащем корпус, установленную в корпусе переходную упругую втулку и упругую гайку, связанную резьбой с переходной втулкой и посредством подщипника качения - с корпусом, соединение переходной втулки с гнездом корпуса выполнено цилиндрическим, в днище гнезда эксцентрично его оси выполнены отверстие, а также эксцентрично оси отверстия, кольцевая выточка, в которых установлен введенный в патрон болт, предназначенный для закрепления на хвостовике фрезы, причем головка болта расположена эксцентрично его оси и размещена в кольцевой выточке с возможностью ограниченного поворота и взаимодействия ее боковой и опорной поверхностей с соответствующими поверхностями кольцевой выточки. На фиг. 1 показан патрон, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1. Патрон содержит корпус 1, в котором расположена переходная цилиндрическая втулка 2. Наружная поверхность переходной втулки и внутренняя поверхность отверстия в корпусе под переходную втулку - цилиндрические. На корпусе патрона установлена гайка 3, средняя часть которой выполнена в виде упругого элемента 4, например кольцевой пластины с радиальными вырезами U. С корпусом 1 гайка 3 связана посредством шариков 5, расположенных в радиусных кольцевых канавках корпуса и гайки. Втулка 2 выполнена упругой с разрезами, в ней устанавливается хвостовик фрезы 6. Втулка 2 может быть сменной. Ее наружный диаметр постоянен, а внутренний определяется размером конусного хвостовика фрезы 6, Гайка 3 связана с переходной цилиндрической втулкой 2 посредством резьбы R. В корпусе 1 выполнено отверстие Q и кольцевая выточка W, в которые установлен болт 7, имеющий головку G, шейку S и резьбовой конец К. Головка G болта 7 взаимодействует с поверхностями W и W кольцевой выточки W. Шейка S входит в отверстие Q, а резьбовой конец К болта 7 предназначен для резьбового отверстия в конусном хвостовике фрезы 6. Ось OjO отверстия Q, ось OvjOv кольцевой выточки W и ось Ов.О. головки G болта 7 несоосиы друг другу и оси ОО патрона. Болт 7 выполнен так, что при заворачивании его в резьбовое отверстие в конусном хвостовике фрезу б торцовой уступ шейки S болта упирается в торцовую поверхность хвостовика фрезы 6 и препятствует дальнейшему заворачиванию резьбового конца К болта в это отверстие не только при ручном закреплении, но и в процессе резания. Патрон работает следующим образом. После того как болт 7 завернут в резьбовое отверстие в хвостовике фрезы 6 до упора торца шейки S в торец хвостовика, фрезу б вместе с болтом 7 вставляют в упругую переходную цилиндрическую втулку 2, расположенную в корпусе 1. Вращая фрезу рукой, совмещают ось OgO головки G болта 7 с осью отверстия Q в корпусе. После совмещения осей фрезу перемещают внутрь корпуса 1 до тех пор, пока головка G болта 7 не будет находиться на уровне кольцевой выточки W, т. е. фактически перемещают фрезу до упора торца головки G болта 7 в корпус 1. Затем фрезу поворачивают вокруг своей оси в направлении, противоположном направлению главного движения фрезерования, на угол, меньщий 180°, до тех пор, пока боковая (например, цилиндрическая) поверхность головки G болта 7 не упрется в поверхность W,j кольцевой выточки W. При этом головка болта опорной поверхностью садится на плоскую поверхность Wj кольцевой выточки W. Происходит стопорение фрезы от поворота вокруг своей оси и от смещения фрезы вдоль оси ОО из корпуса 1 патрона. Таким образом, для передачи крутящего момента от щпинделя станка образуется цепь щпиндель-щпонка щпинделя - паз в корпусе патрона под щпонку - корпус - поверхность W кольцевой выточки W в корпусе - головка G болта - щейка S болта - резьбовой конец К болта - фреза. Для реализации рассмотренной цепи стопорения фрезы в корпусе с надежностью, равной единице, необходимо соблюдать еледующие условия. Отверстие Q в корпусе 1 должно быть выполнено с эксцентриситетом (ОпО ), относительно оси ОО патрона, т. е. ось отверстия Q должна быть несоосна оси ОО патрона. Диаметр (d). щейки S болта 7 должен быть меньше диаметра (йу) отверстия Q и удовлетворять неравенству dHids dQ-21ta,.(t) где diiTT-наружный диаметр резьбы первой ступени (резьбового конца К) болта 7. Выполнение левого неравенства из выражения (1) необходимо для базирования болта 7 относительно торца хвостовика фрезы, который при завинчивании болта во фреЗУ контактирует с торцом шейки S болта по кольцу, наружный и внутренний диаметр которого - d и соответственно. Выполнение правого неравенства из выражения (1) необходимо для того, чтобы болт 7 своей второй ступенью (шейкой S) мог войти в отверстие Q с зазором. Диаметр (d,) головки G болта 7 должен быть незначительно меньше диаметра (dj отверстия Q, через которые головгка i. проходит до уровня кольцевой выточки W вдоль оси патрона. Причем головка болта выполнена с эксцентриситетом ( Ifr) относительно оси резьбового конца К или, что то же самое - оси ОО патрона, при этом .. Диаметр (d,). кольцевой выточки W в корпусе 1 должен быть dw +Slasinгде - угол поворота фрезы до упора боковой цилиндрической поверхности головки G болта 7 в поверхность Wj кольцевой выточки W. Для обеспечения прочности в надежности крепления фрезы в патроне угол f следует выбирать из промежутка 60°, 120°, а кольцевая выточка W должна быть выполнена с эксцентриситетом 0 y,(3) относительно оси ОО оправки и с эксцентриситетомOy/)q lf/(5«Iasinотносительно оси отверстия Q в корпусе 1. При выполнении условий (1)-(4) контакт головки G болта 7 с корпусом после установки фрезы наблюдается в точке Z. При приложении крутящего момента от сил резания головка G упирается в корпус 1 в точке Z и препятствует вращению фрезы. От смещения в осевом направлении из корпуса патрона фрезу удерживает головка G болта 7, которая контактирует своей опорной поверхностью с поверхностью Wj, кольцевой выточки W по части плоскости MZNP. После установки фрезы в корпус патрона и ее стопорения от вращения и осевого перемещения осуществляют окончательное закрепление фрезы, для этого вращают упругую гайку 3. При вращении гайки 3 упругая переходная втулка 2, в которой находится конусный хвостовик фрезы, перемещается из корпуса 1 до посадки на конус хвостовика фрезы. Цилиндрическое, а не коническое соединения, переходной втулки с корпусом обладает важным положительным эффектом, а именно: такое соединение со стопорением фрезы в осевом направлении с помощью трехступенчатого болта позволяет полностью выбрать зазоры в радиальном и осевом направлениях не только в цилиндрическом соединении, но и в соединении переходной втулки с хвостовиком фрезы. Переходная втулка 2, заклинивщись между хвостовиком фрезы и корпусом патрона, делает конструкцию более жесткой. При этом хвостовик фрезы и болт оказываются растянутыми.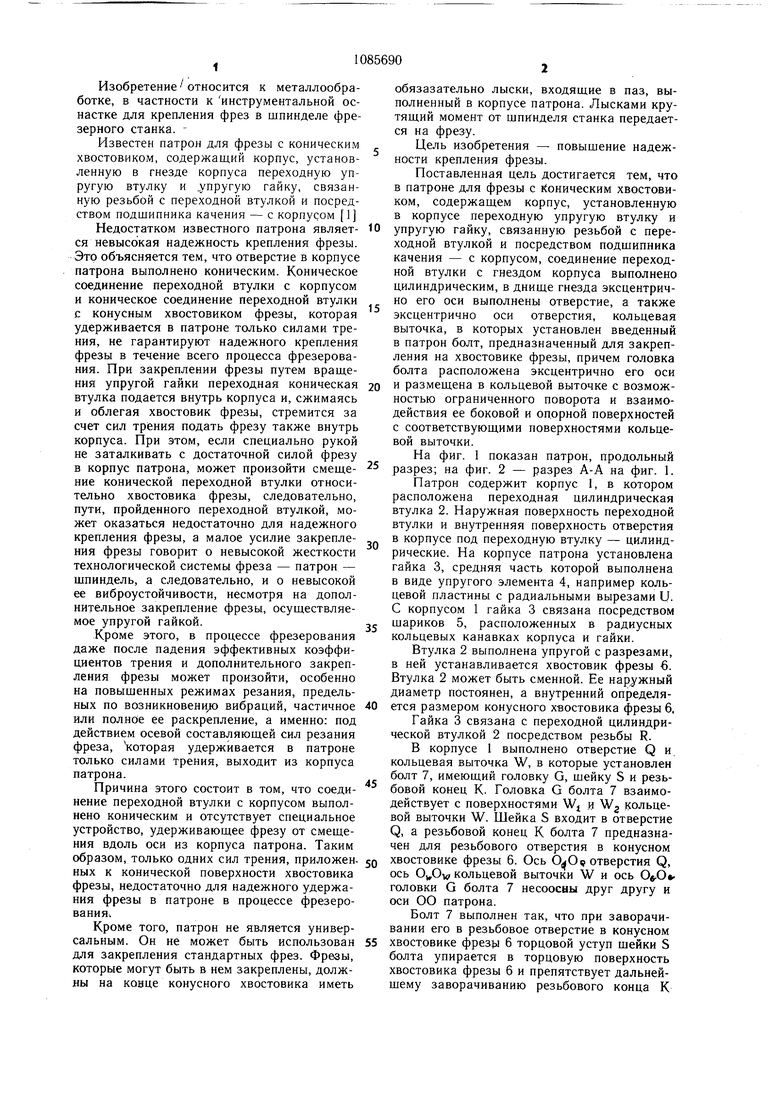
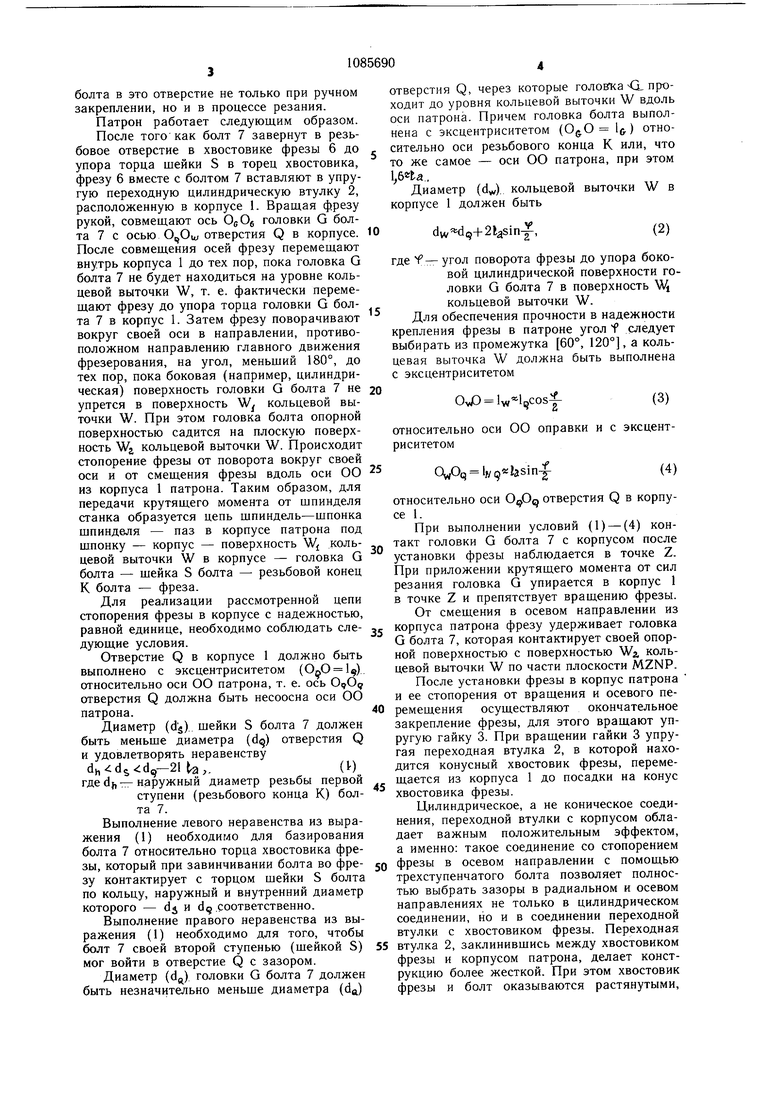
ПАТРОН ДЛЯ ФРЕЗЫ С КОНИЧЕСКИМ ХВОСТОВИКОМ, содержащий корпус, установленную в гнезде корпуса переходную упругую втулку и упругую гайку, связанную резьбой с переходной втулкой и посредством подшипника качения - с i корпусом, отличающийся тем, что, с целью повышения надежности крепления фрезы, соединение переходной втулки с гнездом корпуса выполнено цилиндрическим, в днище гнезда эксцентрично его оси выполнены отверстие, а также эксцентрично оси отверстия, кольцевая выточка, в которых установлен введенный в патрон болт, предназначенный для закрепления на хвостовике фрезы, причем головка болта расположена эксцентрично его оси и размещена в кольцевой выточке с возможностью ограниченного поворота и взаимодействия ее боковой и опорной поверхностей с соответствующими поверхностями кольцевой выточки. (Л J. 00 ел 05 со иг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патрон для крепления режущего инстру-MEHTA | 1979 |
|
SU848166A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
