1
Изобретение относится к обработке материалов резанием и может быть использовано для крепления, преимущественно мелкоразмерных фрез при обработке, например, открытых по глубине пазов.
Цель изобретения - повышение надежности фрезы за счет растяжения инструмента при его креплении.
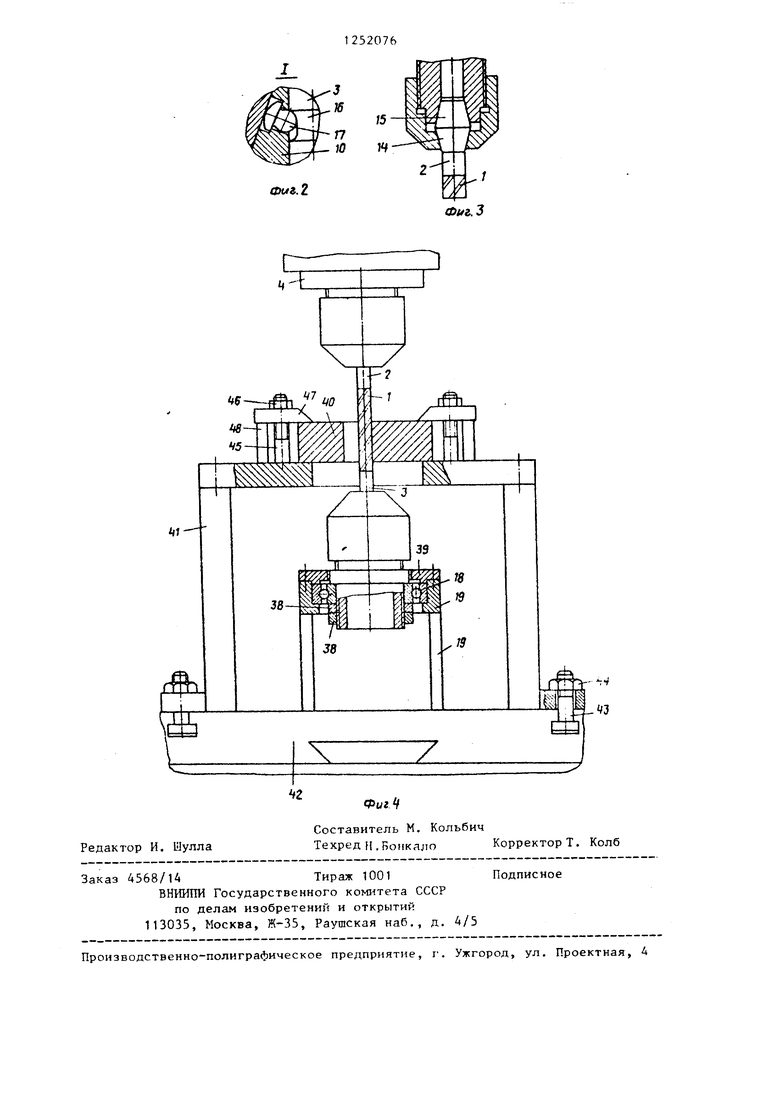
На фиг. 1 представлено устройств при установке его на фрезерном станке, продольный разрез; на фиг. 2 - узел 1 на биг. 1; на фиг. 3 - вариант закрепления хвостовика фрезы; н фиг. 4 - второй вариант исполнения устройства.
Устройство включает два сооско расположенные патрона (опоры) для крепления фрезы 1 за хвостовики 2 и 3. Патрон, установленный в шпинделе 4 станка, крепит фрезу 1 за хвостовик 2 и включает оправку 5, помещенную в нее цангу 6, которая крепится гайкой 7. Другой патрон крепит фрезу 1 за хвостовик 3 и включает оправку 8 с хвостовиком 9, установленную в нее цангу 10, закреленную гайкой 11. Оба патрона оснащены средством для предотвращения осевого смещения фрезы 1 при ее растяжении. В патроне, установленном в шпинделе 4, оно выполнено в виде расточки 12 в цанге 6 под головку 13 фрезы 1 или в виде двух обращенных один к другому конических поверхностей 14 и 15, выполненных на хвостовике 2 фрезы 1 (фиг.З). В другом патроне указанное средство вьтолне- но в виде контактирующих между собой кольцевой выточки 16 на хвостовике 3 и вставки 17 со сферической поверхностью, помещенной в отверстии цанги 10 и взаимодействующей с гайкой 11 (фиг.2).
Другой патрон (опора) через введенный в устройство подшипник 18 качения связан с механизмом осевого перемещения посредством кронштейна 19, который крепится на консоли 20 станка винтами 21 и охватывает выступ 22 корпуса станка в виде ласточкиного хвоста своим ответным пазом. При зтом механизмом осевого перемещения на вертикально-фрезерном станке является механизм вертикальной подачи.
Другой патрон (опора) связан с подшипником 18 качения непосредственно
2520762
(фиг.4) или посредством гидроцилиндра, поршень 23 которого жестко соединен с хвостовиком 9 оправки, например закреплен гайкой 24, а корпус
5 25 гидроцилиндра закреплен во внутренней обойме подшипника 18 гайкой 26. В корпус 25 ввернута гайка 27 (или установлена крышка), поршень 23 подпружинен пружиной 28, на хво10 стовике 9 установлен упор в виде штифта 29 и выполнен продольный паз 30, с которым взаимодействует ввернутый в корпус 25 винт 31. Корпус 25 охвачен с возможностью вращения кольцом
15 32 с внутренней выточкой, установленным в обойму 33, через отверстие которой пропущена ввернутая в кольцо 32 трубка 34, сообщенная с манометром 35. Против выточки кольца 32
20 в корпусе 25 получают радиальные отверстия 36.
Для облегчения фиксации фрезы во втором патроне в оправку 9 ввернут регулировочный винт 37. Другой
25 патрон (фиг.4) в подшипнике 18 закреплен гайками 38, а сам подшипник 18 поджат крьшжой 39.
Fla вертикально фрезерном станке устройство может быть использовано
30 с устройством для закрепления обрабатываемой детали 40, корпус 41 которого выполнен П-образным и на столе 42 станка закреплен болтами 43 с гайками 44. Обрабатываемая деталь 40 крепится посредством болтов 45, гаек 46, прихватов 47 и стоек 48 или другим известным способом. Кронштейн 19 с вторым патроном расположен внутри корпуса 41.
Устройство работает следующим образом (пример приводится для случая обработки сквозного по глубине паза).
Б обрабатываемой детали 40 сверлится отверстие, а сама деталь 40 крепится, как на фиг. 1 и 4. Через полученное отверстие пропускают хвостовик 3 фрезы и закрепляют его в другом патроне. Включают вращение шпинделя 4 станка и опускают механизмом осевого перемещения кронштейн 19. При этом масло, находящееся в гидроцилиндре в полости, расположенной в замкнутой системе и вьш1е поршня 23, сжимается, а это создает рар- тягивающее усилие, действующее на
5 фрезу 1. При зтом усилие растяжения контролируется манометром 35. Когда вращается шпиндель 4, то вращается также внутренняя обойма подшипника
35
40
50
18 с закрепленным в ней гидроцилиндром. При исполнении устройства (фиг.4 усилие растржения передается непосредственно от подшипника на другой патрон. Осуществляют оРработку паэа. Механизмом осевого перемещения поднимают кронштейн 19, снимая этим действие растягивающего усилия. Раскрепляют хвостовик 3 фрезы 1 в другом патроне и обрабатываемую деталь 40, а затем цикл обработки повторяют
В устройстве (фиг.1) усилие растяжения может быть создано и другим путем. Для этого трубку ЗА соединяют с системой для подвода жидкости в гидроцилиндр и ее давлением обеспечивают создание растягивающего усилия, а после окончания обработки
детали 40 снимают давление в гидроцилиндре. При этом кронштейн 19 не перемещают.
Таким образом, перед обработкой фрезу 1 растягивают в осевом направлении в пределах упругой области за хвостовики 2 и 3 посредством патронов (опор), при этом предварительно включают вращение шпинделя 4 станка. Усилие, равное сумме усилий растяжения и обработки, выбирают таким, чтобы напряжение в фрезе не выходило за пределы допустимого упругого.. Растягивание фрезы 1 после включения вращения шпинделя 4 предохраняет ее от вредного влияния массы покоя, вызывающей скручивание в начальный момент вращения.
Фиг. 2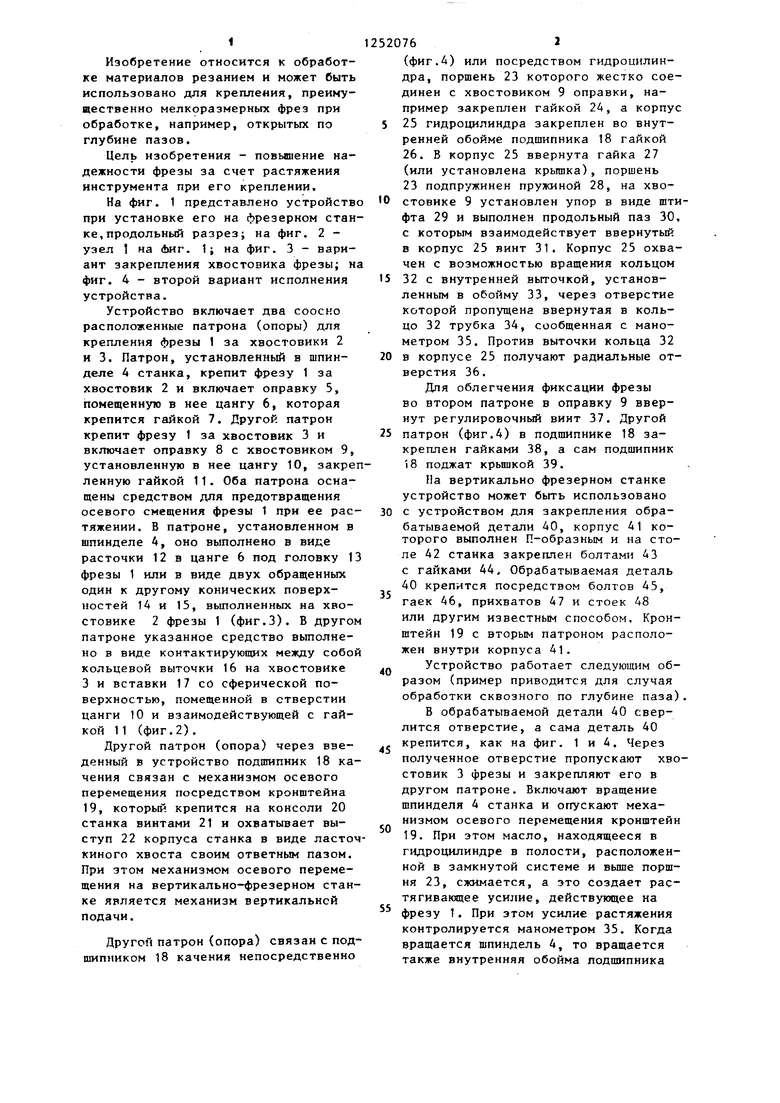

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки фрезы на станке | 1985 |
|
SU1310127A1 |
| Устройство для установки фрезы на станке | 1985 |
|
SU1310126A1 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| Устройство для автоматического крепления инструмента | 1986 |
|
SU1400792A1 |
| Патрон для фрезы с коническим хвостовиком | 1982 |
|
SU1085690A1 |
| ЦАНГОВЫЙ ПАТРОН, ИМЕЮЩИЙ НАГРУЖЕННЫЙ ПАРАЛЛЕЛЬНО ДЕЙСТВУЮЩЕЙ СИЛОЙ ПОДШИПНИК | 1995 |
|
RU2121907C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
J
. /З
Фыг
Редактор И. Шулла
Составитель М, Кольбич
Техред я. Бонкало Корректор. Колб
Заказ 4568/1АТираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/3
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Подписное
| Родин П.Р | |||
| и др | |||
| Обработка фасонных поверхностей на станках с числовым программным управлением | |||
| Киев: Техника, 1976, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
