00
ел
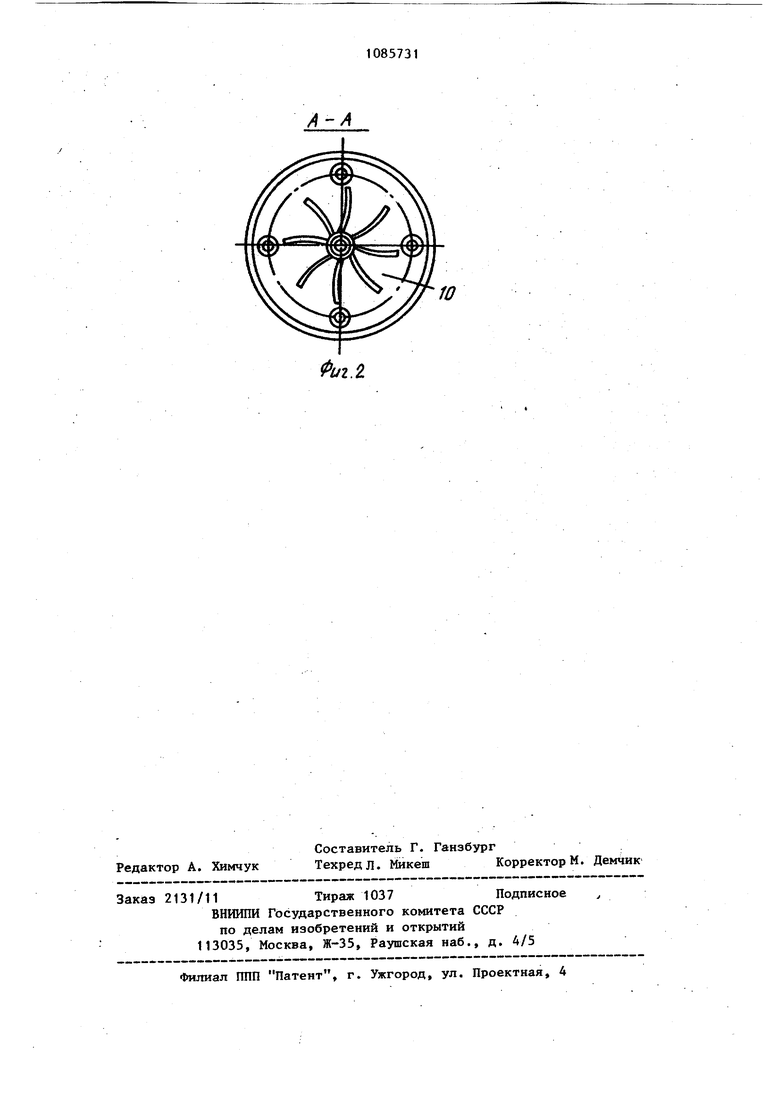
00 Изобретение относится к станкостроению, в частности к станкам для обработки металлических деталей электроэрозионньм методом. Известен станок для размерной электроэрозионной обработки канавок аэродинамического профиля, который содержит станину, механизм вертикальной подачи корпуса с закрепленным в нем электродом и приспособ ление для закрепления на столе детали М . Недостатком известной конструкци станка является невысокая точность обработки, вследствие невысокой точности центрирование. Кроме того, вследствие наличия вибраций имеет место снижение качества обработан- ной поверхности. . Целью изобретения является повышение точности обработки цилиндрических деталей. Поставленная цель достигается тем, что в конструкции электроэрози онного прошивочного станка, включаю щего станину, механизм вертикальной подачи корпуса с закрепленным в нем электродом и приспособление для закрепления детали, в корпусе установ лены подпружиненная диэлектрическая напр а&ляю1цая, проходящая через цент ральное отверстие электрода-инструмента и предназначенная для взаимодействия с центровочным отверстием детали, и шпильки, предназначенные для фиксации детали посредст вом упора в торец упругого кольца, размещенного в зажимном приспособлении. На фиг. 1 схематически показан злектроэрозионный станок, разрез; и фиг. 2 - разрез А-А на фиг. 1. Стол 1 крепится к стойке 2 винтом 3. На валу 4 насажено зубчатое колесо 5, которое входит в зацепление с рейкой 6. В отверстие рейки б помещен зафиксированный винтом 7 корпус 8, к которому крепится шпиль 312 ками 9 инструмент 10. Направляющая 11с гайкой 12 фиксируется в крайнем положении пружиной 13, удержит ваемой в корпусе 8 винтом 14. Конец направлянщей 11, выполненный под конус, входит в отверстие .заготовки 15, которая фиксируется резиновым кольцом 16, деформируемым шпильками 9, и которая расположена на приспособлении 17, закрепленном винтом 18 к изоляционной прокладке 19, которая в свою очередь винтом 20 крепится к столу 1. Станок работает следующим образом.. Заготовку 15 устанавливают в приспособление 17, размещая между ними резиновое кольцо 16. Опускают корпус 8 с инструментом 10 так, чтобы направляющая |1 входила в отверстие заготовки 15. Зажимают винт 18. Включают рабочую подачу. При включении рабочей подачи шпильки 9 перемещаются вниз и деформируют цилиндрическое резиновое кольцо 16, тем самю обеспечивая резкое снижение вибраций станка, инструмента и детали, что повьш1ает качество обработки. Кроме того, исключается возможность углового поворота заготовки 15 в процессе о0работ№. Внутренний диаметр резинового кольца 16 выбирают по максимальному диаметру заготовки 15, а величину внедрения шпилек 9 в кольцо 16 определяют экспериментальным путем. Причем резиновое кольцо позволяет осуществить предварительную ориентацию заготовки 15 и дает возможность ее самоустановки за счет собственной деформации. Применение предлагаемого электр эрозионного станка позволяет повысить точность обработки примерно в 2 pai3a и качество обработанной поверхности на 1-2 класса.
10
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Электроискровой станок для обработки микродеталей | 1987 |
|
SU1495034A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU770718A1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| Станок для электроэрозионной обработки | 1979 |
|
SU931342A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ РОТОРА (ИЛИ СОПЛОВОГО БЛОКА) ТУРБИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2221676C2 |

ЭЛЕКТРОЭРОЗИОННЫЙ ПРОШИВОЧНЫЙ СТАНОК для обработки детали, установленной в зажимном приспособшгрГСВЗ лении на столе, электродом-инструментом, закрепленным в корпусе, связанном с механизмом подачи, о т л и ч а ю щ и и с. я тем, что, с целью повышения точности обработки цилиндрических деталей с центровочным отверстием, в корпусе установлены подпружиненная диэлектрическая направляющая, проходящая через центральное отверстие электрода-инструмента и предназначенная для взаимодейстI ВИЯ с центровочным отверстием дета,ли, и шпильки, предназначенные для фиксации детали посредством упора в торец упругого кольца, размещенного в зажимном приспособлении. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Артамонов Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов | |||
| М., 1978, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
