1
Изобретение относится к технологии изготовления витых ленточных магнитопроводов и может быть использовано в электротехнической промышленности.
Наиболее близок к предложенному способ изготовления витых ленточных магнитопроводов, включающий навивку ленты на оправку, отжиг, склеивание витков, разрезку магнитопровода ГПОднако магнитопроводы, изготавливаемые этим способом, недостаточно качественны из-за пластических деформаций в поверхностном слое при разрезке магнитопроводов абразивным кругом.
Целью изобретения является повышение качества.
J ocтaвлeннaя цель достигается тем, что после разрезки магнитопровода снимают фаски по всему периметру торцовых поверхностей разрезаемых частей, обрабатывают торцы магнитопровода резцом, сообщая ему вращение в плосКОСТИ, параллельной торцовым плоскостям магнитопровода, при этом угол между плоскостью пластины и касательной к траектории вращения резца, проведенной из точки касания резца с обрабатываемой деталью, равен .
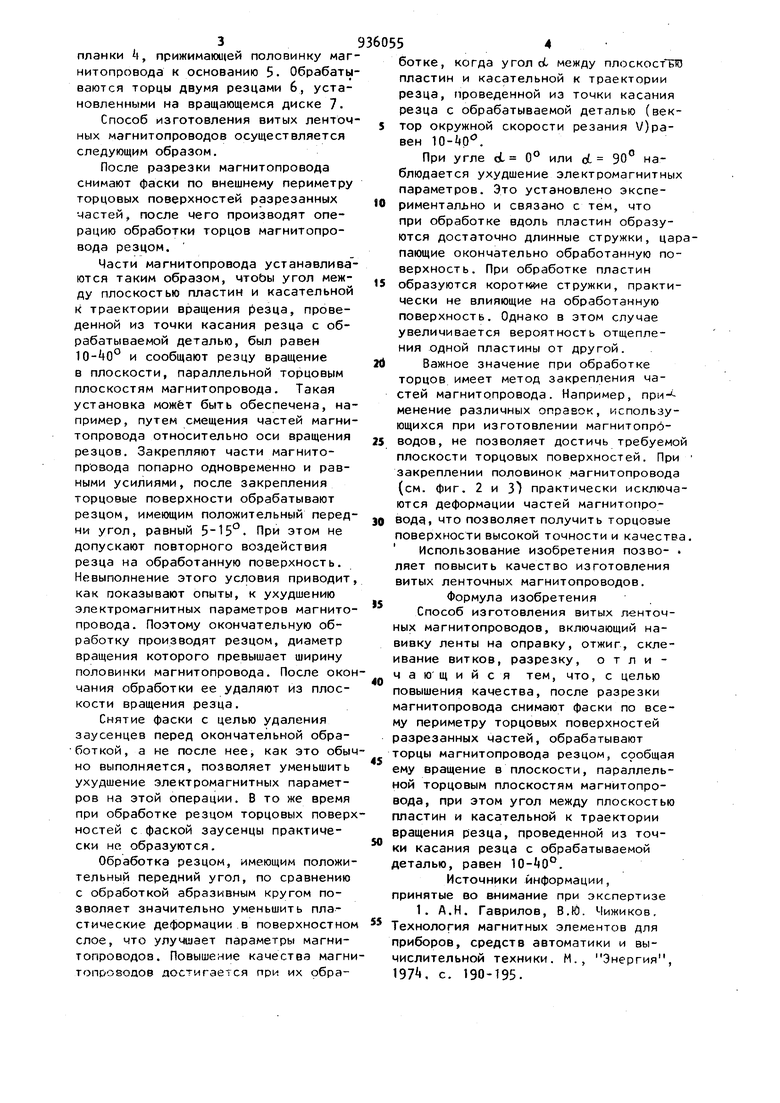
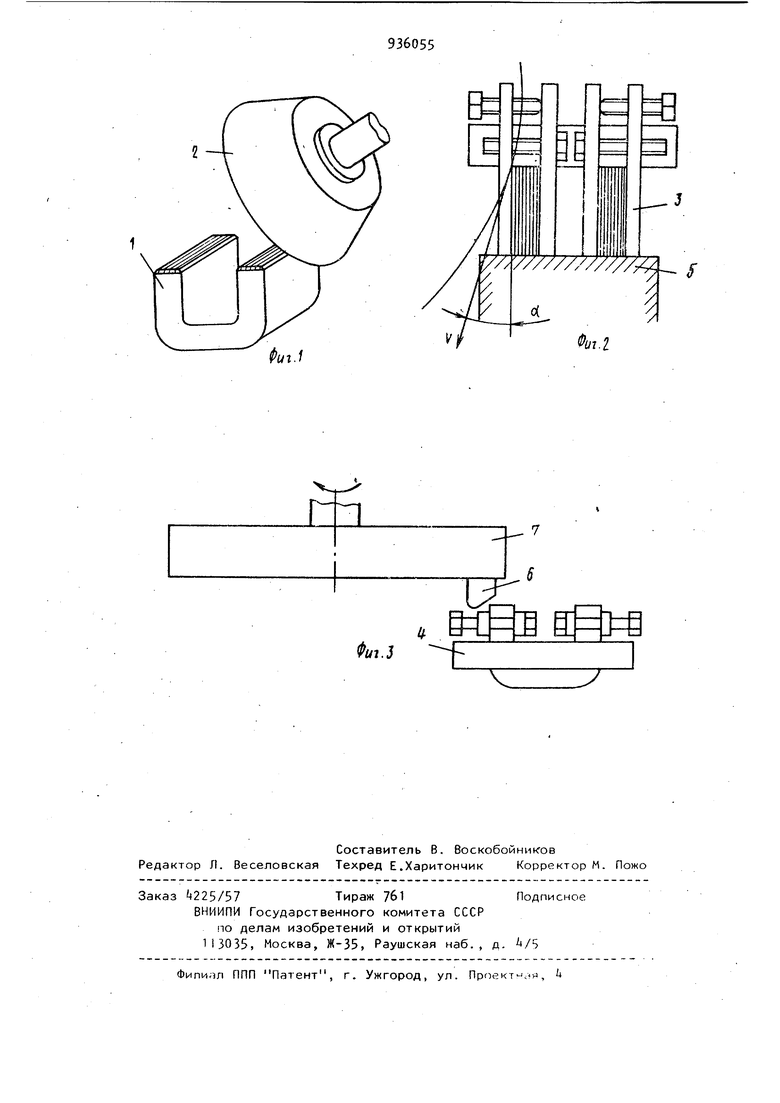
На фиг. 1 показано снятие фасок по периметру торцовых поверхностей разрезанной части магнитопровода; на фиг. 2 - крепление разрезанной части магнитопровода при обработке торцов резцом-, на фиг. 3 - взаимное расположение инструмента и частей магнитопровода при обработке торцов резцом.
Снятие фаски на торцовых поверхностях половинки магнитопровода 1 производится абразивным кругом 2. Закрепление по поверхностям, параллельным виткам, производится, например, с помощью плоско-параллельных струбцин 3, а по поверхностям, перпендикулярным виткам, - с помощью 3 планки it, прижимакхцей половинку маг нитопровода к основанию 5. Обрабаты ваются торцы двумя резцами 6, установленными на вращающемся диске 7. Способ изготовления витых ленточ ных магнитопроводов осуществляется следующим образом. После разрезки магнитопровода снимают фаски по внешнему периметру торцовых поверхностей разрезанных частей, после чего производят операцию обработки торцов магнитопровода резцом. Части магнитопровода устанавлива ются таким образом, чтоЬы угол между плоскостью пластин и касательной к траектории вращения , проведенной из точки касания резца с обрабатываемой деталью, был равен lO-tO и сообщают резцу вращение в плоскости, параллельной торцовым плоскостям магнитопровода. Такая установка может быть обеспечена, на пример, путем смещения частей магни топровода относительно оси вращения резцов. Закрепляют части магнитопровода попарно одновременно и равными усилиями, после закрепления торцовые поверхности обрабатывают резцом, имеющим положительный перед ни угол, равный 5-15°. При этом не допускают повторного воздействия резца на обработанную поверхность. Невыполнение этого условия приводит как показывают опыты, к ухудшению электромагнитных параметров магнито провода. Поэтому окончательную обработку производят резцом, диаметр вращения которого превышает ширину половинки магнитопровода. После око чания обработки ее удаляют из плоскости вращения резца. Снятие фаски с целью удаления заусенцев перед окончательной обработкой, а не после нее, как это обы но выполняется, позволяет уменьшить ухудшение электромагнитных параметров на этой операции. В то же время при обработке резцом торцовых повер ностей с фаской заусенцы практически не образуются. Обработка резцом, имеющим положи тельный передний угол, по сравнению с обработкой абразивным кругом позволяет значительно уменьшить пластические деформации в поверхностно слое, что улучшает параметры магнитопроводов. Повышение качества магн ТОПОО8ОДОВ достигается при их обра5ботке, когда угол d между плоскост от пластин и касательной к траектории резца, проведенной из точки касания резца с обрабатываемой деталью (вектор окружной скорости резания V)равен lO-iip. При угле ci 0° или of. 90° наблюдается ухудшение электромагнитных параметров. Это установлено экспериментально и связано с тем, что при обработке вдоль пластин образуются достаточно длинные стружки, царапающие окончательно обработанную поверхность. При обработке пластин образуются KOpoTt«tne стружки, практически не влияющие на обработанную поверхность. Однако в этом случае увеличивается вероятность отщепления одной пластины от другой. Важное значение при обработке торцов имеет метод закрепления частей магнитопровода. Например, применение различных оправок, использующихся при изготовлении магнитопрбводов, не позволяет достичь требуемой плоскости торцовых поверхностей. При закреплении половинок магнитопровода (см. фиг. 2 и 3) практически исключаются деформации частей магнитопровода, что позволяет получить торцовые поверхности высокой точности и качества. Использование изобретения позво- . ляет повысить качество изготовления витых ленточных магнитопроводов. Формула изобретения Способ изготовления витых ленточных магнитопроводов, включающий навивку ленты на оправку, отжиг, склеивание витков, разрезку, о т л и ч а ю щ и и с я тем, что, с целью повышения качества, после разрезки магнитопровода снимают фаски по всему периметру торцовых поверхностей разрезанных частей, обрабатывают торцы магнитопровода резцом, сообщая ему вращение в плоскости, параллельной торцовым плоскостям магнитопровода, при этом угол между плоскостью пластин и касательной к траектории вращения резца, проведенной из точки касания резца с обрабатываемой деталью, равен lO-ifO. Источники информации, принятые во внимание при экспертизе 1. А.Н. Гаврилов, В.Ю. Чижиков, Технология магнитных элементов для приборов, средств автоматики и вычислительной техники. М., Энергия, 197, с. 190-195.
// ТТТТТ/Т/Щ §
ui.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Устройство для фиксации витого ленточного магнитопровода | 1990 |
|
SU1760570A1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ изготовления ленточных разрезных магнитопроводов | 1983 |
|
SU1086505A1 |
| Оправка для изготовления витых разрезных ленточных магнитопроводов | 1985 |
|
SU1275563A1 |
| Устройство для разрезки витых магнитопроводов | 1984 |
|
SU1241294A1 |
| Способ разрезки ленточных витых магнитопроводов | 1987 |
|
SU1515214A1 |
| Способ изготовления трансформатора | 1987 |
|
SU1495864A1 |
| Способ подачи разрезанных витых ленточных магнитопроводов | 1983 |
|
SU1264245A1 |
rn
с
1
V
ч:
