1 Изобретение относится к обработке металлов давлением и может быть использовано преимущественно при созда нии контейнеров высокого давления для штамповки эластичной средой. Известен способ изготовления составных контейнеров, согласно котором в толстостенную кольцевую обойму уст навливают втулку, выполненную из отдельных сегментов ll . Изготовленные по указанному способу контейнеры имеют высокую несущую способность (способны вьщерживать давление до 210 МПа). Недостаток способа состоит в высокой трудоемкости изготов:7ения контейнеров, что связано со сложностью получения составляющих втулку секторов заданной точности и взаимной про гонкой по плоскостям разъема. Наиболее близким к изобретению по технической сущности и достигаемо му результату является способ изготовления составных контейнеров высо кого давления для штамповки эластич ной средой, согласно которому в толстостенную кольцевую обойму устанавливают втулку, а в полость втулки по мещают эластичный блок Г: . Хотя известный способ обеспечивае сравнительно низкую трудоемкость изготовления контейнеров, однако он не позволяет создавать контейнеры с. относительно более высокой несущей способностью. Цель изобретения - повышение несу п(ей способности контейнеров. Поставленная цель достигается тем что согласно способу изготовления составных контейнеров высокого давле ния для штамповки эластичной средой, по которому в толстостенную кольцеву обойму устанавливают втулку, а в полость втулки помещают эластичный бло перед установкой втулки в обойму на ее внешнюю боковую поверхность наносят продольные канавки-концентраторы напряжений, а после сборки контей нера втулку разрушают на сегменть вдоль радиусов, проходящих через кананки, путем осевого сжатия эластичного элемента и одновременно произво дят автофретирование обоймы. На чертеже изображен контейнер на конечной стадии его изготовления. Контейнер включает толстостенную кольцевую обойму 1, втулку 2, эластичный блок 3. 222 С одной CTOpOFib контейнер закрыт заглушкой 4, скрепленной с кольцевой обоймой 1 захватами 5. Осевое сжатие эластичного блока 3 производится пуансоном 6. Способ осуществляется следующим образом. Предварительно на наружную поверхность окончательно изготовленной монолитной втулки 2 наносят продольные параллельные яРУГ другу остроугольные надрезы (не показаны), служащие в дальнейшем концентраторами напряжений. Затем втулку 2 с определенным натягом или зазором (в зависимости от размеров контейнера и условий его эксплуатации) устанавливают в обойму 1, а в полость втулки 2 помещают эластичный блок 3. После этого контейнер закрывают заглушкой 4 и устанавливают на стол пресса. Путем осевого сжатия эластичного блока 3 пуансоном 6 в полости втулки 2 создают радиальное давление, достаточное для разрушения втулки 2 на сегменты по плоскостям, проходящим через линии продольных надрезов. Затем давление повышают и автофретируют кольцевую обойму 1. I Пример. Изготавливают контейнер высокого давления. Нарзгжный диаметр обоймь составляет 368 мм, внутренний - 160 мм. Втулка имеет квадратную в плане полость размером lOOxtOO мм. Материал обоймы-сталь 45 с характеристиками после термообработки: предел прочностибз 700 МПа, предел текучести б 500 МПа, твердость HRC 20 - 25. Материал втулки - сталь У8 с характеристиками после термообработки: .6в 1300 МПа, бд 1220 МПа, HRC 50 - 55. Предварительно на наружной поверхности втулки электроискровым способом наносятся четыре продольных надреза, расположенные в плоскостяхj проходящих через диагонали квадрата, очерчивающего в плане полость втулки. Затем втулку по плотной посадке устанавливают в обойму, а в полость втулки помещают эластичный блок из полиуретана марки СКУ7Л твердостью 85 единиц по Шо1)у. Затем путем сжатия полиуретанового блока на прессе осуществляют разрушение втулки на четыре сегмента. Дальнейшим повьш1ением
3I ПЯ 7 2.224
давления прои-чводят авто- Г рименеиие тпкдглягаемого способа фретирование обоймы. Изготовленныйпозволяет повысить несущую способконтейнер эксплуатировался на опера-кость контейнеров при одновременной циях вырезки и чеканки при максималь--невысокой трудоемкости их изготовленых рабочих давлениях до 800 МПа. 5ния.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2116148C1 |
| Устройство для штамповки листовых заготовок с помощью эластичной среды | 1990 |
|
SU1801668A1 |
| ГАЗОСТАТ | 2011 |
|
RU2479381C1 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| Сцинтилляционный детектор, способ его сборки и устройство для сборки сцинтилляционного детектора | 1991 |
|
SU1805410A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| РАЗРУШАЕМАЯ КРЫШКА ПУСКОВОЙ ТРУБЫ | 2013 |
|
RU2545222C1 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2321782C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ КОНТЕЙНЕРОВ ВЫСОКОГО ДАВЛЕНШ для штамповки эластичной средой, по которому в толстостенную кольцевую обойму устанавливают втулку, а в полость втулки помещают эластичный блок, отличающийся тем, что, с целью повышения несущей способности контейнера, перед установкой втулки в обойму на ее внешнюю боковую поверхность наносят продольные канавки-концентраторы напряжений, а после сборки контейнера втулку разт рушают на сегменты вдоль радиусов,, проходящих через канавки, путем осеS вого сжатия эластичного элемента и одновременно производят автофретиро(Л вание обоймы.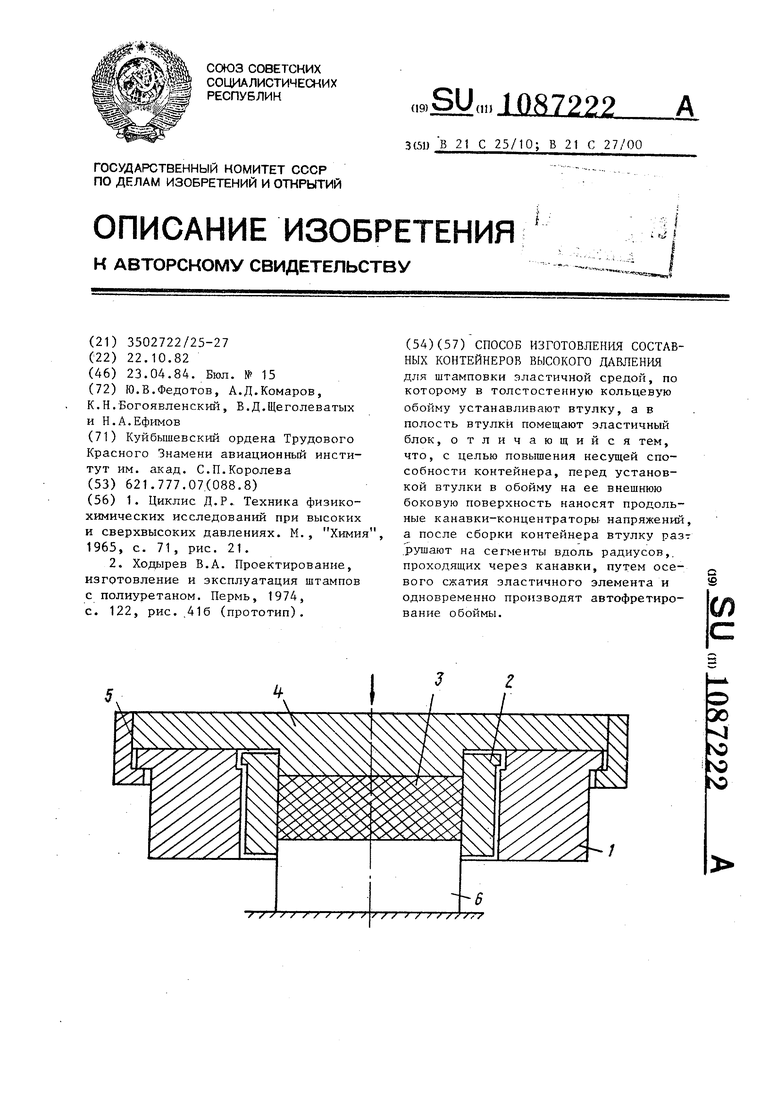
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Циклис Д.Р | |||
| Техника физикохимических исследований при высоких и сверхвысоких давлениях | |||
| М., Химия, 1965, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ходырев В.А | |||
| Проектирование, изготовление и эксплуатация штампов с полиуретаном | |||
| Пермь, 1974, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| ,416 (прототип). | |||
