Изобретение относится к обработке металлов давлением и может быть использовано при листовой штамповке эластичным инструментом.
Целью изобретения является расширение технологических возможностей устройства за счет создания статико-динамического режима штамповки.
Поставленная цель достигается тем, что в устройстве для штамповки листовых заготовок с помощью эластичной среды, содержащем контейнер с полостью, заполненной эластичной средой, установленный с возможностью вхождения в полость контейнера пуансон, размещенные концентрично с
возможностью относительного осевого смещения и имеющие уплотнения шток, кольцевой поршень и корпус, заполненный рабочей жидкостью, а также упругий элемент, установленный с возможностью взаимодействия со штоком, контейнер, закрепленный на кольцевом поршне, снабжен контрпуансоном, установленным в контакте с упругим элементом, корпус содержит седло с полостью, смонтированное на его дне. а внутренняя поверхность корпуса выполнена сфёрообразной. устройство снабжено -также тягами, посредством которых взаимосвязаны пуансон и контейнер, упорами, с помощью которых взаимосвязаны
00
о Ј
О 00
контейнер и корпус, а также установленным выше последнего наполнительным баком, при этом шток установлен с возможностью торцового взаимодействия с седлом корпуса посредством уплотнения, полость седла связана с помощью канала и управляющего клапана со сливом и полостью корпуса, а последняя связана с наполнительным баком посредством обратного клапана.
В предлагаемом устройстве контейнер с эластичной средой закреплен на кольцевом поршне и снабжен контрпуансоном, запирающим контейнер снизу. Таким образом, путем вертикального перемещения кольцевого поршня ползуном пресса технологическое усилие от пресса через пуансон, эластичную среду, контрпуансон и кольцевой поршень передается рабочей жидкости, заполняющей корпус, что обеспечивает создание давления в рабочей жидкости и накопление ею потенциальной энергии объемного сжатия. Количество запасаемой при сжатии рабочей жидкости потенциальной энергии зависит от величины хода кольцевого поршня, перемещение которого, в свою очередь, определяется упорами и тягами. Величина потенциальной энергии сжатой жидкости W определяется по формуле:
W
где р - давление сжатой жидкости, МПа; Q - объем сжатой жидкости, м ; Е - модуль упругости рабочей жидкости, МПа.
, Для накопления необходимого количества потенциальной энергии, корпус устройства представляет собой полость со сферообразной внутренней поверхностью, а также может быть снабжен вынесенным аккумулятором, гидравлически связанным с внутренней полостью, Одновременно со сжатием рабочей жидкости, закрепленный на ползуне пресса пуансон сжимает находящуюся в контейнере эластичную среду. Таким образом достигается предварительное статическое деформирование штампуемой заготовки усилием пресса. При подаче давления черезуправляющий клапан под торец штока, происходит разгерметизация пары шток-седло и сжатая до высокого давления рабочая жидкость разгоняет шток, который наносит удар по контрпуансону, запирающему снизу контейнер с эластичной средой. Этим обеспечивается доштампов- ка заготовки в динамическом режиме при сохраняющемся воздействии на заготовку предварительного статического усилия.
Доштамповка в динамическом, ударном режиме, выполняемая за счет отбора мощности гидравлического пресса, позволяет трансформировать потенциальную
энергию сжатой рабочей жидкости в кинетическую энергию штока. Кинетическая энергия штока, накопленная в период разгона, в момент удара по контрпуансону практически мгновенно передается эластичной среде. Кратковременность воздействия ударной нагрузки на эластичный инструмент обеспечивает пиковое возрастание давления в эластичной среде. В результате суммарное давление, возникающее в эластомере под
5 воздействием дополнительной динамической составляющей, превышает давление, создаваемое гидравлическим прессом. При отсутствии упоров между кольцевым поршнем и корпусом в момент разгона штока в полости
0 корпуса происходит падение давления рабочей жидкости. При этом кольцевой поршень вместе с контейнером под действием усилия пресса смещается вниз. В результате в момент удара штока по контрпуансону
5 в главном цилиндре пресса давление уменьшается, что позволяет избежать гидроудара в гидравлической системе пресса. Наличие регулируемых упоров позволяет управлять величиной потенциальной энергии сжатой
0 жидкости, запасаемой в полости корпуса, а также давлением в эластичном инструменте, создаваемом статическим усилием пресса. Причем, эти величины взаимообратные: чем больше величина накопленной потен5 циальной энергии сжатой жидкости,, тем меньше усилие пресса, воздействующее на заготовку, и наоборот.
Наличие в устройстве тяг позволяет изменять по высоте расположение кольцевого
0 поршня в верхней его точке относительно корпуса, что дает возможность регулировать величину объема внутренней полости корпуса и, следовательно, величину накапливаемой потенциальной энергии сжатой
5 рабочей жидкости. При увеличении объема внутренней полости корпуса, рабочая жидкость из наполнительного бака через обратный клапан поступает в корпус и наоборот. Наполнительный бак расположен выше кор0 пуса, что обеспечивает поступление рабочей жидкости в полость корпуса самотеком. Таким образом, предлагаемое устройство в процессе работы автономно и не связано с гидросистемой пресса.
5 Применение предлагаемого устройстра позволяет штамповать детали в комбинированном статико-динамическом режиме. За счет предварительного воздействие на заготовку статического усилия при выполнении формообразующих листоштэмпсвочных
операций обеспечивается более плавный характер нарастания усилия деформирования по сравнению с динамической, ударной штамповкой. Сравнительно большая длительность протекания процесса деформирования и плавность нагружения позволяют осуществить предварительное перемещение материала заготовки, что способствует меньшему утонению стенок готовой детали. Применение динамической доштамповки позволяет снизить пружинение материала готовой детали. При выполнении разделительных листоштамповочных операций ста- тико-динамическая штамповка позволяет повысить точность пробиваемых отверстий и улучшить качество среза. За счет наличия фазы предварительного статического деформирования, по периметру пробиваемого отверстия со стороны режущей кромки матрицы штампуемый металл претерпевает деформацию смятия. Эта зона смятия представляет собой кольцевой концентратор напряжений, в котором в процессе динамической доштамповки произойдет зарождение и распространение по замкнутому контуру трещины разрушения, что в итоге повышает точность выполняемых разделительных операций.
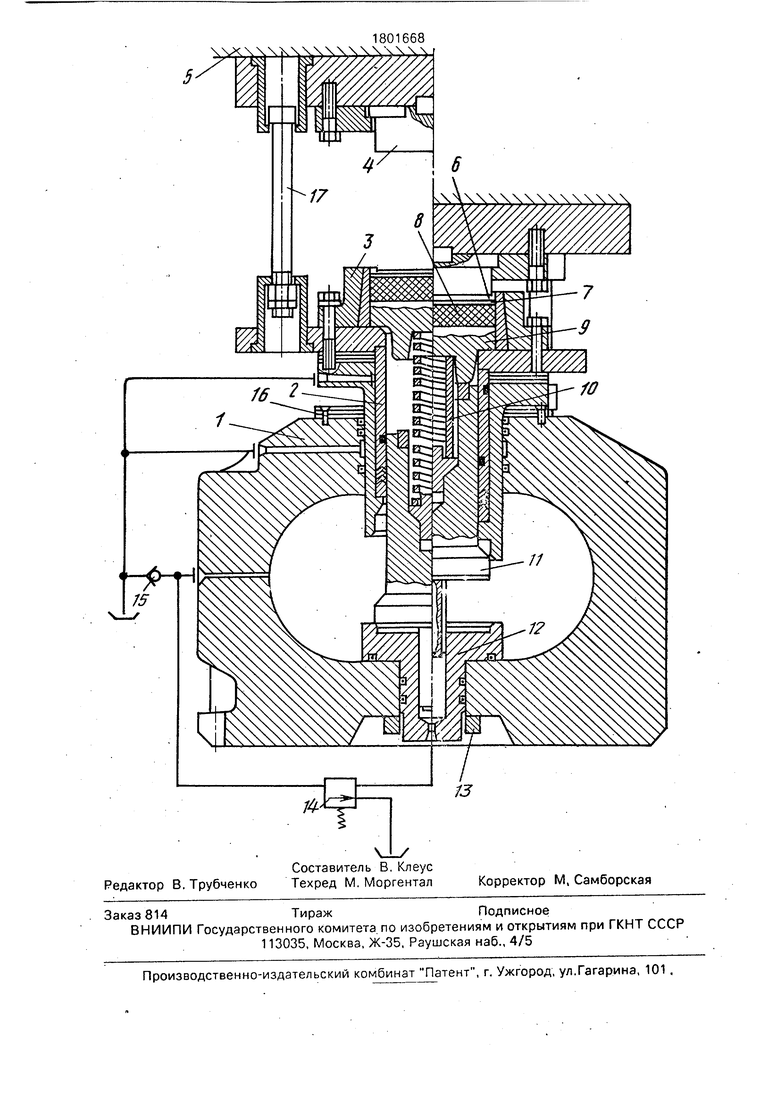
На чертеже изображен общий вид устройства.
Устройство для штамповки листовых за: готовок с помощью эластичной среды (см. рисунок) состоит из заполненного рабочей жидкостью корпуса 1 с установленным в нем кольцевым поршнем 2. На кольцевом пбршне закреплен контейнер 3 .с эластичной средой 8, на котором уложены штампуемая заготовка 7 и матрица 6. Снизу контейнер 3 заперт контрпуансоном 9, опи- рающимся на кольцевой поршень 2 и упругий элемент 10. В нижней части корпуса 1 гайкой 13 закреплено седло 12, на верхнем торце которого выполнена конусная фаска. Соответствующая конусная фаска сделана.и на нижнем торце штока 11, опирающемся в исходном положении на седло 12. В устройстве также установлены регулируемые тяги 17, связывающие пуансон 4 с контейнером 3 и ограничивающие их относительное перемещение, и упоры 16, установленные между корпусом 1 и контейнером 3. На ползуне пресса 5 закреплен пуансон 4, наруж- ный диаметр которого соответствует внутреннему диаметру контейнера 3. Внутренняя полость корпуса 1 гидравлически связана через обратный клапан 15 с наполнительным баком, установленным выше ровня устройства, а также через управляю- щий клапан 14 с полостью седла или со ливом.
Предлагаемое устройство работает следующим образом.
В контейнер 3 на эластичную среду 8 укладывается штампуемая заготовка 7 и
матрица 6. Ползун пресса 5 перемещается вниз и закрепленный на нем пуансон 4 входит в контейнер 3. Упираясь в матрицу б и сжимая эластичную среду 8, пуансон 4 производит предварительное деформирование
0 штампуемой заготовки 7 в статическом режиме. Момент контакта пуансона 4 с заготовкой 7 определяется регулируемыми тягами 17, связывающими пуансон с контейнером и кольцевым поршнем 2. Таким
5 образом, регулируемые тяги 17 определяют верхнее положение кольцевого поршня 2 и объем рабочей жидкости в полости корпуса
1. а следовательно, количество запасаемой потенциальной энергии,
0 Одновременно со статическим деформированием заготовки 7, пуансон 4,.переме- щаясь вниз, также перемещает вниз и контейнер 3, закрепленный на кольцевом поршне 2, В исходном положении пружина
5 10 под действием веса кольцевого поршня
2. контейнера 3 и контрпуансона 9 уже находится в сжатом состоянии, обеспечивая прижим штока 11 к седлу 12. Выполненные на штоке и седле соответствующие друг дру0 гу конусные фаски обеспечивают при их смыкании полную герметичность пары шток-седло. Поэтому при опускании кольцевого поршня 2 за счет уменьшения объема, занимаемого рабочей жидкостью в полости
5 корпуса 1, происходит увеличение давления рабочей жидкости-в этой полости. По достижении требуемой величины давления, регулируемой упорами 16, под нижний торец штока 11 через управляющий клапан 14
0 подается давление; Поскольку площадь поверхности кольцевого буртика, расположенного в нижней части штока 11, намного меньше площади его нижнего торца, то управляющее давление смещает вверх шток
5 11 относительно седла 12. Вследствие этого происходит разъем пары шток-седло и предварительно сжатая до высокого давления рабочая жидкость, врываясь в полость под штоком 11 и воздействуя на его нижний
0 торец, разгоняет шток. Шток наносит удар по контрпуансону 9, который, смещаясь вверх, передает накопленную штоком 11 при разгоне кинетическую энергию эластичной среде 8. В результате в эластичном ин5 струменте возникает пиковое давление, обеспечивающее доштамповку заготовки при сохраняющемся воздействии на заготовку статического усилия, создаваемого ползуном пресса 5. После удара шток 11, потерявший свою кинетическую энергию.
отбрасывается пружиной 10 в свое исходное положение. Ползун .пресса 5 вместе с закрепленным на нем пуансоном 4 поднимается вверх и отштампованная заготовка 7 извлекается из контейнера 3. Ползун пресса 5, связанный тягами 17 с контейнером 3 и кольцевым поршнем 2, также перемещает вверх и контейнер с кольцевым поршнем. Рабочая жидкость из расположенного выше уровня устройства наполнительного бака через обратный клапан 15 самотеком поступает в полость корпуса 1. Устройство готово к выполнению следующей операции.
Экономический эффект от использования предлагаемого устройства достигается за счет увеличения усилия штамповки путем использования накопленной в полости корпуса устройства потенциальной энергии сжатой рабочей жидкости.
Использование предлагаемого устройства для листовой штамповки эластичным инструментом позволяет увеличить создаваемое гидравлическим прессом в эластичной среде рабочее давление. Так, было спроектирована устройство (см. рисунок), которое при сжатии рабочей жидкости в полости корпуса до давления 40 Мпа, обеспечивает максимальную энергию удара величиной 9,6 кДж. Исходя из имеющихся размеров кольцевого поршня, для создания максимального давления в полости корпуса необходимо прессом приложить усилие 63 тс. В момент удара штока по бойку в эластичном инструменте (внутренний диаметр контейнера 150 мм, толщина эластомера 40 мм) возникает давление до 250 МПа. Для сравнения, гидравлический пресс усилием 63 тс в таком же контейнере способен создать давление величиной 36 МПа. Таким образом, применение предлагаемого устройства на гидравлическом прессе позволит за счет кратковременности существования импульса давления в эластичном инструменте повысить в несколько раз давление, создаваемое в эластичной среде.
Формула изобретения Устройство для штамповки листовых заготовок с помощью эластичной среды, содержащее контейнер с полостью, заполненной эластичной средой, установленный с возможностью вхождения в полость контейнера пуансон, размещенные концент- рично с возможностью относительного осевого смещения и имеющие уплотнения шток, кольцевой поршень и корпус, заполненный рабочей жидкостью, а также упругий элемент, установленный с возможностью взаимодействия со штоком, отличающееся тем, что, с целью
расширения технологических возможностей устройства за счет создания статико- динамического режима штамповки, контейнер, закрепленный на кольцевом поршне, снабжен контрпуансоном, установленным в контакте с упругим элементом, корпус содержит седло с полостью, смонтированное на его дне, а внутренняя поверхность корпуса выполнена сферообразной, устройство снабжено также тягами, посредством которых взаимосвязаны пуансон и контейнер, упорами, с помощью которых взаимосвязаны контейнер и корпус, а также установленным выше последнего наполнительным баком, при этом шток установлен с
возможностью торцового взаимодействия с седлом корпуса:посредством уплотнения, полость седла связана с помощью канала и управляющего клапана со сливом и полостью корпуса, а последняя связана с наполнительным баком посредством обратного клапана.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1989 |
|
RU2018385C1 |
| Устройство для гидромеханической вытяжки | 1978 |
|
SU1039610A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОДУКТОВ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ, А ТАКЖЕ ПРЕСС ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ПРОФИЛЕЙ, ПРУТКОВ И ТРУБ | 2012 |
|
RU2570857C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| УСТРОЙСТВО для ИСПЫТАНИЯ ПРЕССА ПОД НАГРУЗКОЙ | 1968 |
|
SU222162A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023522C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| ВЁРТИКАЛЬНЬШ ГИДРАВЛИЧЕСКИЙ rtPECCИ О i?CUK73fT?*< г S!КТ:^Ш-НУ"Т1ХШ';ЕШ11БИБЛИОТЕКА | 1972 |
|
SU335117A1 |
Использование: относится к обработке металлов давлением. Сущность изобретения: содержит контейнер с эластичной средой, установленный с возможностью вхождения в полость контейнера пуансон, размещенные концентрично с возможностью относительного осевого смещения и имеющие уплотнения шток, кольцевой поршень и корпус с рабочей жидкостью. Упругий элемент установлен с возможностью взаимодействия со штоком. Контейнер закреплен на кольцевом поршне, снабжен контрпуансоном, установленным в контакте с упругим элементом. Корпус содержит седло с полостью, смонтированное на его дне, а внутренняя поверхность корпуса выполнена сфёрообразной. Устройство снабжено тягами для взаимосвязи пуансона и контейнера, упорами для взаимосвязи контейнера и корпуса и наполнительным баком. Шток установлен с возможностью торцового взаимодействия с седлом корпуса посредством уплотнения, полость седла связана с помощью канала и управляющего клапана со сливом и полостью корпуса, а последняя связана с наполнительным баком посредством обратного клапана.1 ил, (Л С
| Установка для вытяжки эластичной или жидкостной матрицей | 1977 |
|
SU660751A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
