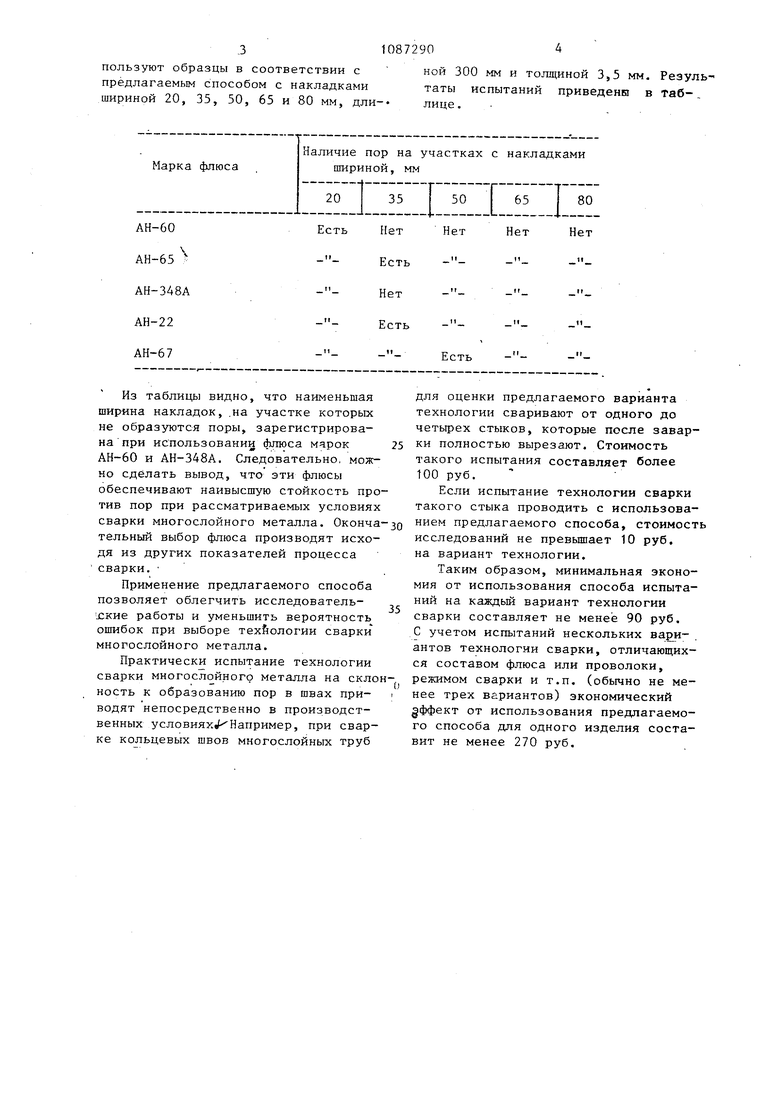
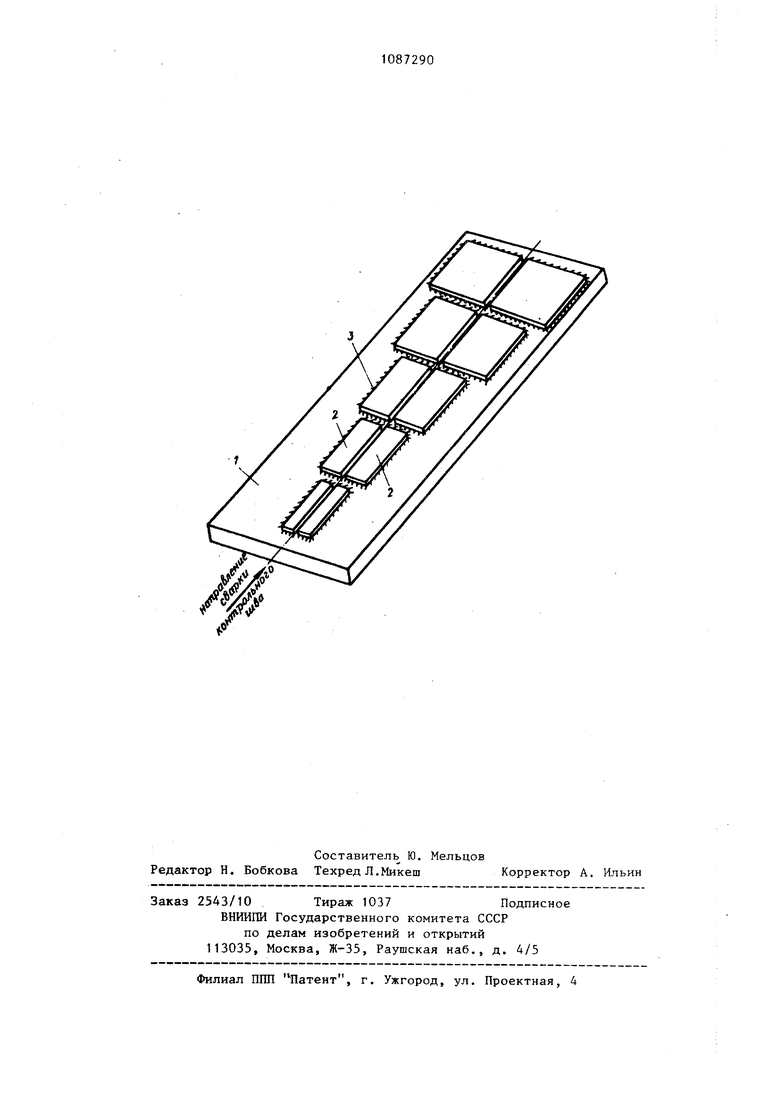
Изобретение относится к сварке у в частности к способу испытаний на склонность к образованию пор металла швов многослойных конструкций, и может быть применено в различных отраслях машиностроения при изготовлении сварных многослойных изделий. Известен метод испытаний металла швов на стойкость против образования пор по йбличеству ржавчины на единицу длины свариваемого изделия . Однако способ оказывается неприемлемым при оценке технологии сварки многослойного металла. Наиболее близким к изобретению является способ испытания металла шва на склонность к образованию дефектов.при сварке, при котором на жесткой плите размещают пластины с одинаковой длиной и толщиной и различной шириной, пластины с одинаковой шириной располагают попарно друг против друга с зазором под контрольный шов, приваривают их по трем сторонам и производят сварку ко Прольного шва 2j . После определенной вьщержки оценивают наличие трещин в контроль ном шве. Толщина испытуемого металл должна быть более 10 мм. Контрольны шов сваривается с глубиной провара не более 6 мм, т.е. пластины-наклад ки не провариваются на всю толщину, В представленном виде эта проба не может быть использована для оценки швов к образованию пор, так как воз дух, находящийся в зазоре мезвду накладкой и базовой пластиной не ок зывает cyuiecTBeHHoro влияния на металл шва. Целью изобретения является обесп чение возможности оценки склонности металла шва к образованию пор при сварке многослойных конструкций. Поставленная цель достигается тем, что согласно способу испытания металла иьза на склонность к образов нию дефектов при сварке, при которо на цельной плите размещают пластины с одинаковой длиной и толщиной и различной шириной, пластины с одина ковой шириной располагают попарно друг перед другом с зазором под кон рольный шов, приваривают их по трем сторонам и производят сварку контрольного шва, пластины изготавливаю с шириной не меньше длины сварочной ванны, характерной для исследуемого 1 02 процесса сварки, контрольный шов выполняют на всю толщину пластир, а за критерий стойкости металла шва против образования пор принимают минимальную ширину пластин, при которой в шве, проходящем через эту пластину, отсутствуют поры. На чертеже представлен образец, используемый в предлагаемом способе. Образец состоит из жесткой пластины 1 и пластин 2 переменной ширины и одинаковыми длиной и толщиной, приваренных по трем сторонам угловым швом 3 к базовой пластине. Толщину пластин выбирают соответствующей толщине слоя, принятого в реальной многослойной конструкции, для которой разрабатывается технология сварки. Зазор меяцду пластинами и цельной плитой выдерживают по всей длине образца одинаковым с максимально возможной точностью, использования пластин с искривленной поверхностью нежелательно. Зазор между двумя частями пластин определяют условиями сварки (под флюсом, газоэлектрическая, ручная дуговая). Контрольный шов сваривают по линии, образуемой стыкуемыми сторонами пластип. Пластины переваривают контрольным швом на всю толщину. При сварке этого шва воздух, находящийся в зазоре между пластиной и цельной плитой, нагревается и проходит через металл контрольного шва при заварке каждой пары накладок. Чем меньше объем данной полости, т,е. чем меньше ширина пластин при постоянной их длине, тем Bbmje давление нагретого воздуха и-тем больше возрастает вероятность образования пор. Следовательно, ширина пластин при сварке которых в контрольном шве образуются поры может выступать показателем стойкости металла шва против образования пор и характеризовать технологию сварки многослойного металла. Контрольный шов, как уже указывалось, должен свариваться с глубиной провара, превьшгающей толщину пластины. .Длина каждой пластины должна быть одинаковой и не меньшей длины сварочной ванны. Пластины могут, в свою очередь, выполняться двух, трех и более слойными. Пример, Испытывают флюсы с различной основностью марок АН-60, , АН-348А, Ан-22 и АН-67, Используют образцы в соответствии с предлагаемым способом с накладками шириной 20, 35, 50, 65 и 80 мм, дли-ной 300 мм и толщиной 3,5 мм. Результаты испытаний приведенш в таблице .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания металла шва на склонность к образованию пор при сварке | 1985 |
|
SU1395443A1 |
| Состав шихты порошковой проволоки | 1982 |
|
SU1092025A1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2648597C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Способ испытания на склонность к образованию холодных трещин | 1984 |
|
SU1232442A1 |
| Способ изготовления многослойных конструкций | 1984 |
|
SU1186443A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |
СПОСОБ ИСПЫТАНИЯ МЕТАЛЛА ШВА НА СКЛОННОСТЬ К ОБРАЗОВАНИЮ ДЕФЕКТОВ ПРИ СВАРКЕ, при котором на цельной плите размещают пластины с одинаковой длиной и толщиной и различной шириной, пластины с одинаковой шириной располагают попарно друг перед другом с зазором под контрольный шов, приваривают их по трем сторонам и производят сварку контрольного шва, отличающийся тем, что, с целью обеспечения возможности оценки склонности металла шва к образованию пор при сварке многослойных конструкций, пластины изготавливают с шириной не меньше длины сварочной ванны, характерной для исследуемого процесса сварки, контрольный шов выполняют на всю толщину пластин, а за критерий стойО) кости металла шва против образования пор принимают минимальную ширину пластин, при которой в шве, проходящем через зту пластину, отсутствуют . поры.
Из таблицы видно, что наименьшая ширина накладок, .на участке которых не образуются поры, зарегистрирована при использовании флюса марок АН-60 и АН-348А. Следовательно, можно сделать вывод, что эти флюсы обеспечивают наивысшую стойкость про тив пор при рассматриваемых условиях сварки многослойного металла. Оконча тельный выбор флюса производят исходя из других показателей процесса сварки. Применение предлагаемого способа позволяет облегчить исследователь кие работы и уменьшить вероятность ошибок при выборе техйологии сварки многослойного металла. Практически испытание технологии сварки многослойного металла на скло ность к образованию пор в швах приводят непосредственно в производственных условиях Например, при сварке кольцевых швов многослойных труб ДЛЯ оценки предлагаемого варианта технологии сваривают от одного до четырех стыков, которые после заварки полностью вырезают. Стоимость такого испытания составляет более too руб. Если испытание технологии сварки такого стыка проводить с использованием предлагаемого способа, стоимость исследований не превышает 10 руб. на вариант технологии. Таким образом, минимальная экономия от использования способа испытаний на каждый вариант технологии сварки составляет не MeHeie 90 руб. С учетом испытаний нескольких вариантов технологии сварки, отличающихся составом флюса или проволоки, режимом сварки и т.п. (обычно не менее трех вариантов) экономический Эффект от использования предлагаемого способа для одного изделия составит не менее 270 руб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Любавский К.В | |||
| Металлургия автоматической сварки малоуглеродистой стали под флюсом | |||
| В кн.: Вопросы теории сварочных процессов | |||
| М., Машгиз, 1948, с | |||
| Полу генеративная топка для сжигания влажного торфа | 1921 |
|
SU368A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для радиотелеграфной манипуляции | 1931 |
|
SU24467A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
