Изобретение относится к сварке, п частности к способам испытаний сварных соединений закаливающихся сталей на сопротивляемость образованию холодных трещин при автоматической апи полуавтоматической сварке под флюсом или в защитных газах.
Целью изобретения является расширение области применения пробы и по- вьппение достоверности результатов испытаний.
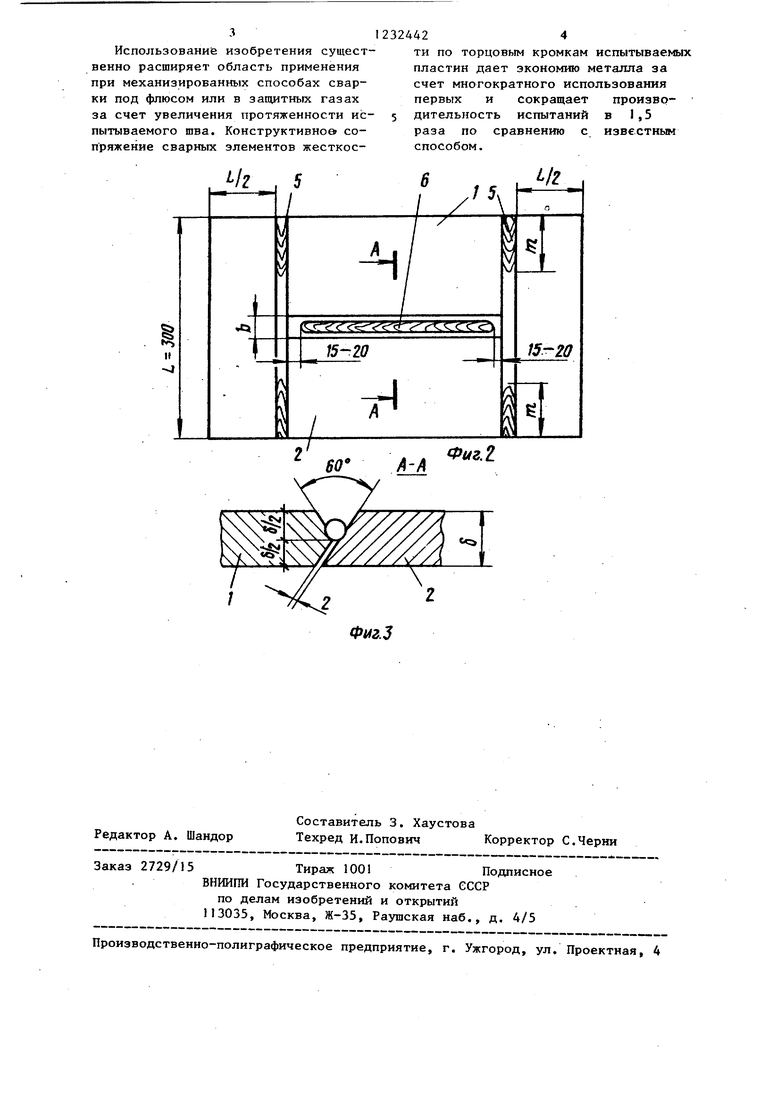
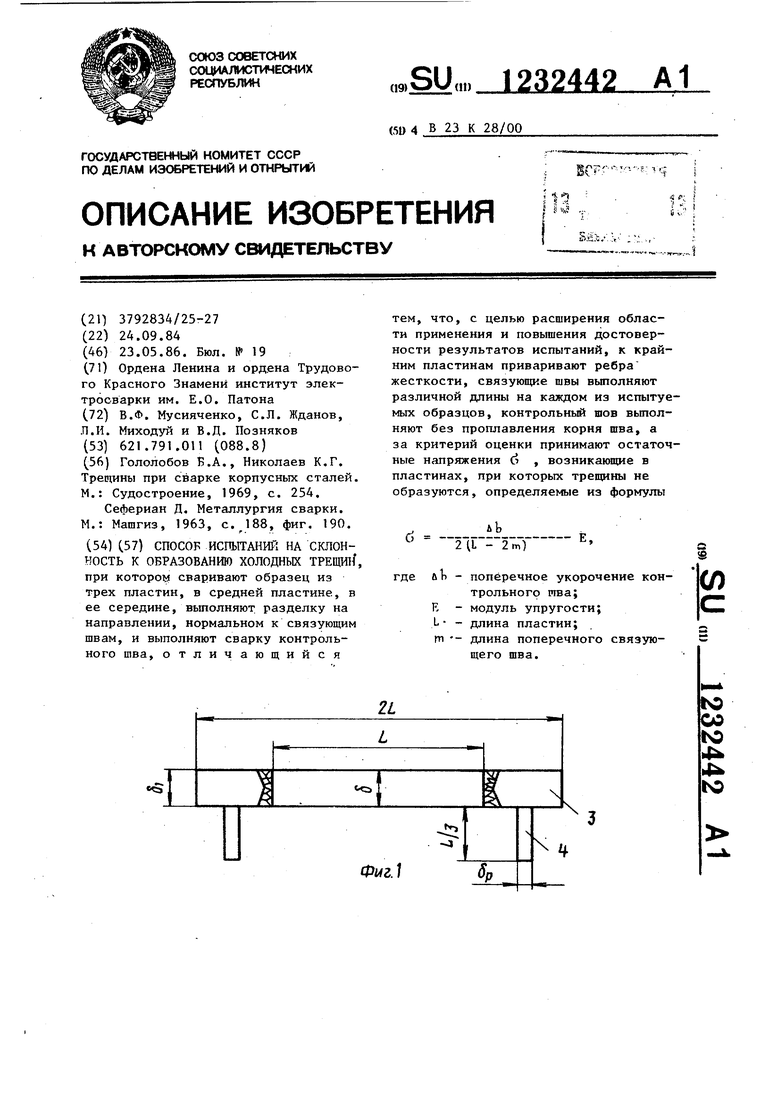
На фиг. 1 изображен сварной образец, фронтальная проекция; на фиг.2- то же, горизонтальная нроекция; на фиг. 3 - разрез А-А на фиг. 2. ,
Способ испытаний на склонность к образованию холодных трещин заключается в том, что сваривают образец из трех пластин -3. В средней пластине 2 выполняют У-образную разделку кромок в направлении, нормальном к связующим швам 4. К пластинам 1 и 3 толщиной S, , равной толщине 8 пластины 2, приваривают ребра 5 жест кости. Связующие швы 4 выполняют различной длины на каждом из образцов. На пластине 2 выполняют контрольный щов 6. Ребра 5 жесткости введены в состав сварных элементов жесткости, а не приварены к пластине 2, поэтому сварные элементы жесткости могут быть многократно использованы.
Жесткость пробы изменяется прямо пропорционально дпине связующих поперечных щвов, которую определяют:
m
L-b
где п - длина связующего поперечL b
h
длина сварного элемента жесткости;
ширина верхней части разделки испытываемых пластин; 2, 3, 6.
Значения h 2, 3, 6 обеспечивают ступенчатую регулировку жесткости закреплений, при этом длина связующего поперечного шва изменяется в соотношении 3:2:1.
Критерием оценки стойкости против образования холодных в предлагаемом способе принимают остаточные напряжения, возникающие в испытьшае1232442
мых пластинах, при которых трещины не образуются, определяемые по формуле :
,
2(1
5
0
5
0
5
0
5
0
5
где - 2
поперечное укорочение контрольного щва; Е - модуль упругости; L - длина сварного элемента
жесткости;
W - длина поперечного связующего шва.
Чем протяженнее поперечный связующий шов, так больше жесткость пробы, а следовательно, и уровень остаточных напряжений, что в совокупности с другими факторами неблагоприятный термодеформационный цикл сварки, повьш1енное содержание диффузионного водорода приводит к образованию холодных трещин.
Суть испытания сводится к исполнению одно- или многопроходного контрольного сварного шва 6 автоматической или полуавтоматической сваркой под флюсом или в за1китиых газах. Контрольный шов 6 начинают и заканчивают на расстоянии 15 - 20 мм от сварных элементов жесткости 3 и 4 . Поскольку корень разделки остается - незавареиным, при определенном уровне остаточных напряжений образуются холодные трещины. Этот уровень определяется жесткостью закреплений пробы, которая прямо пропорциональна длине поперечных связующих швов 4. Трещины обнаруживают визуально или по макрошлифам.
Пример. Испытанию к холодным трещинам подвергается высокопрочная пизкилегированиая сталь 14Х2ГМР толщиной 30 мм, сварку вьтолняют проволокой СВ-08ХН2ГМО 0 4,0 мм под флюсом АН-17М на режиме: А, U| 34 В, Vjg 18 м/ч без предварительного подогрева. При наибольшей жесткости (d 524 МПа) протяженность трещины в корне шва, определенная rio макрошлифам, составляет 75% от всей длины контрольного шва. С уменьшением жесткости (d 338 МПа) уменьшается протяженность трещины (30%), а при минимальном значении, когда возникает напряжение 168 МПа, трещины отсутствуют.
3
Использование изобретения существенно расширяет область применения при механизированных способах сварки под флюсом или в защитных газах за счет увеличения протяженности испытываемого шва. Конструктивно сопряжение сварных элементов жесткос1232442
ти по торцовым кромкам испытываемых пластин дает экономию металла за счет многократного использования первых и сокращает производительность испытаний в 1,5 раза по сравнению с известным способом.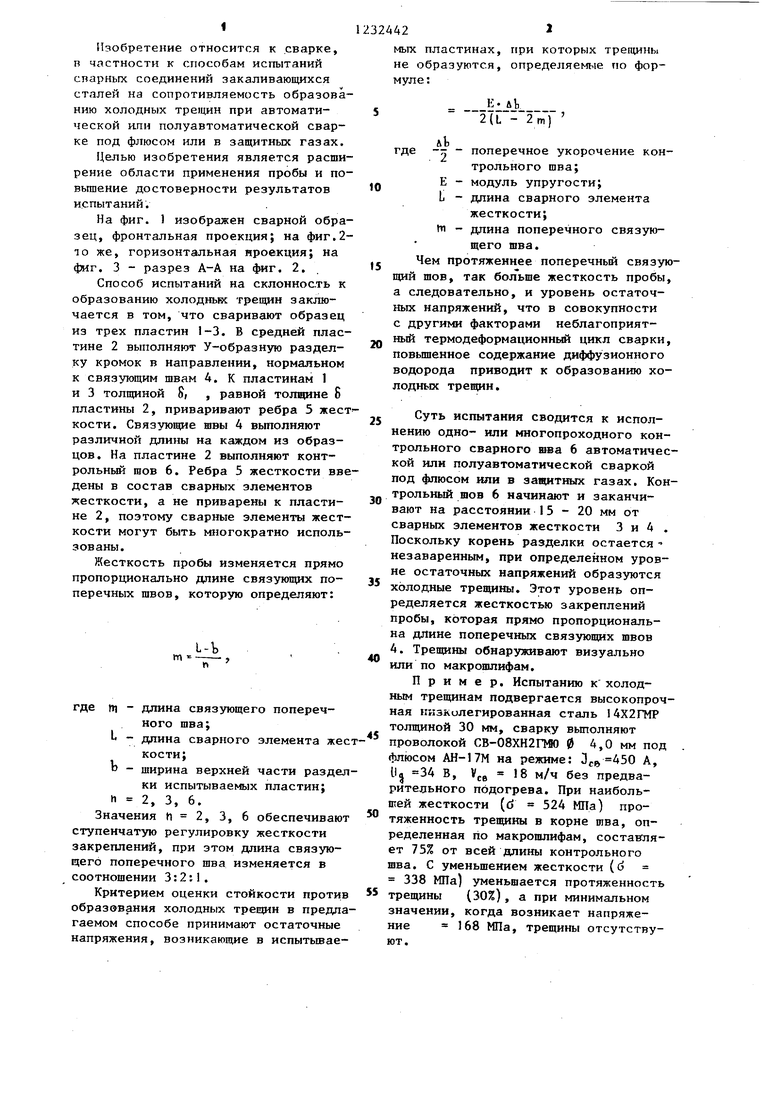
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Состав сварочной проволоки для сварки высокопрочных сталей | 1984 |
|
SU1234133A1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ПРИ СВАРКЕ ИЛИ НАПЛАВКЕ ИЗДЕЛИЙ ИЗ ТРУДНО СВАРИВАЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2521922C2 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1987 |
|
SU1516843A1 |
| Способ испытания металла шва на склонность к образованию дефектов при сварке | 1982 |
|
SU1087290A1 |
| Способ дуговой сварки трубопроводов | 2015 |
|
RU2643120C2 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
Редактор А. Шандор
Составитель 3. Хаустова
Техред И.Попович Корректор С.Черни
2729/15
Тираж 1001Подписное
ВНИИПИ Государственного комитета GCCP
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Фиг.З
| Гололобов Б.А., Николаев К.Г | |||
| Трещины при сварке корпусных сталей | |||
| М.: Судостроение, 1969, с | |||
| Гонок для ткацкого станка | 1923 |
|
SU254A1 |
| Сефериан Д | |||
| Металлургия сварки | |||
| М.: Машгиз, 1963, C.J88, фиг | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
