1 Изобретение относится к сварочны материалам, в частности к порошковы проволокам, используемым при дугово сварке в качестве присадочного материала, вводимого в сварочную ванну. При сварке многослойный металл х рактеризуется повышенной склонность образования пор в шве. Это связано как с большим количеством очагов зарождения газовых пузырьков, так И; действием дополнительного эффекта обусловленного вытеснением воздуха из межслойных зазоров. Нагрев, вызы вая расширение воздуха, приводит к увеличению его давления в замкнутом пространстве межслойного зазора, выделению через прослойку жидкого металла при замыкании шва,В процессе кристаллизации металл шва через него проходят пузырьки воздуха и образуются поры и свищи. Наличие каких-либо загрязнений на кромках дополнительно увеличивает порообразование при сварке многосло ного металла. В настоящее время используются различные приемы повьш1ения стойкост металла шва против образования пор основанные на связывании выделяющихся газов в нерастворимые в жидк металле соединения. Кроме того, для уменьшения пори тости в металле сварных швов приним специальное пересьш1ение газами жид кого металла ванны, что активизиру последующее газовьщеление при сниж нии температуры в ванне. Известна порошковая проволока с сердечником, содержащим фториды, которая вводится в качестве присад в сварочную ванну с целью повьшгени производительности сварки и ударно вязкости металла шва, благодаря снижению содержания кислорода и кремния в сварном шве. Компоненты состава содержатся при следующем соотношении, мас.%: Фтористьй кальций 20-95 Железный порошок Остальное Однако применение данной проволоки не позволяет в достаточной ст пени устранить пористость при свар многослойного металла, Известен состав порошковой проволоки, содержащий металлическую оболочку и порошкообразную шихту (флюс1 компоненты шихты содержатся при следующем соотношении, мас.%: Фтористый кальций к карбонат металла 35-70 Карбонат лития 0,3-5 Алюминий-магниевый сплав (20-70% А1) 10-30 Алюминий 5 Марганец - 8 Кремний или никель (5-18%) 1,5 С21 Однако применение в качестве приадки известной порошковой проволоки при многослойной сварке не возволяет повысить стойкость сварного шва против образования пор. Цель изобретения - повышение стойкости сварного шва против образования пор. Поставленная цель достигается тем, что состав шихты порошковой проволоки, преимущественно вводимой в качестве присадки в сварочную ванну, содержит крмпоненты в следующем соотношении, мас.%: Карбонаты металлов 90-95 Раскислители 1-5 Фториды металлов 1-5 В качестве карбонатов металлов состав содержит один или более компонентов из ряда: карбонат кальция, карбонат магния, карбонат бария. В качестве раскислителей состав содержит один или более компонентов из ряда: титан, алюминий, силикокапьций. В качестве фторидов металлов состав содержит один или более компонентов из ряда: фторид кальция, фторид натрия, кремнефтористьпЧ натрий. Предлагаемая порошковая проволока предназначается в качестве присадочного ма териала при сварке многослойного металла, где причины и процессы порообразования в металле шва отличаются от обычных, хорошо .известных причин образования этого дефекта, и связаны с выделением воздуха из межслойных зазоров. Поэтому традиционные пути уменьшения пористости металла швов при сварке многослойного металла оказывается не эффективным. К ним относятся приемы: уменьшение содержания водорода и кислорода в металле за ечет введения в сварочную ванну CaFj, снижение парциального давления водорода в газовой среде при сварке за счет разбавления другими газами, в частности СО, связьшание кислорода в твердые и жидкие окислы и т.п. В решаемой задаче эти способы играют второстепенную роль. Основная роль при снижении порис тости швов, свариваемых на многосло ном металле, отводится при использо вании предлагаемой проволоки вьщеляемому при разложении карбонатов углекислому газу, который увлекает за собой воздух, выделяющийся из межслойного зазора, что способствуе уменьшению пористости швов. Следовательно количество карбона тов в порошковой проволоке и опреде ляет ее эффективность в борьбе с пористостью швов свариваемых на многослойном металле. При этом роль таких компонентов как фтористый кальций и элементов раскислителей, содержащихся в порош вой проволоке, оказывается второст пенной и позволяет лишь несколько усилить основной эффект карбонатов улучшить другие служебные характери тики металла шва (ударную вязкость прочность, твердость и т.п.). Как показали проведенные опыты количество карбонатов в сердечнике проволоки должно быть не менее 90%, чтобы обеспечить наиболее полное, удаление воздуха, вытесняемого при нагреве из межслойных зазоров. Для изготовления сердечника присадочной проволоки целесообразно использовать шихту, состоящую из минералов, содержащих карбонаты таких элементов, как Са-, Mgj Ва) и т.п., которые не оказывают отрицательного воздействия на другие техн логические показатели металла пгеа данного многослойного изделия (стой кость против образования трещин, стойкость против хрупкого разрушения и т.п.). В частности, при сварке многослойных конструкций из наиболее широко используемых низколегированных сталей приемлемы такие доступные минералы, как кальцит (СаСО в виде мрамора, известняка, металла), магнезит (MgCOj ).. доломит (CaMfCOjJj ) . В состав сердечника предлагается вводить также фториды в количестве 1-5% с целью связывания водорода и снижения его содержания в металле шва. Разложение карбонатов непосредственно в сварочной ванне приводит к окислению металла шва, и в конечном счете, может ухудшить механические свойства наплавленного металла. Для устранения этого явления предлагается вводить в состав сердечника порошоковой проволоки элементы-раскислители, такие как Тс, At, Si, Са и т.п., которые могут применяться как в чистом виде, так и в виде ферросплавов и различных лигатур. В зависимости от степени сродства к кислороду и легирующего влияния, элементы-раскислители должны вводиться в состав сердечника в количестве 1-5%. Наилучший эффект по снижению пористости при использовании предлагаемой проволоки достигается, когда масса сердечника составляет 25-35% от массы всей проволоки. Оболочка проволоки выполняется из стальной низкоуглеродистой ленты, составлякяцей соответственно 75-65% от массы проволоки. Были изготовлены опытные составы присадочных порошковых проволок, которые указаны в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Низколегированная самозащитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2024 |
|
RU2832711C1 |
| Покрытый электрод для подводной мокрой сварки | 2023 |
|
RU2825112C1 |
| Редкоземельная аустенитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2022 |
|
RU2792266C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
| Шихта порошковой проволоки | 1986 |
|
SU1368140A1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ МОКРЫМ СПОСОБОМ | 2013 |
|
RU2536313C1 |
1. СОСТАВ ШИХТЫ ПОРОШКОВОЙ ПРОВОЛОКИ, преимущественно вводимой в качестве присадки в сварбчную ванну, содержащий карбонаты металлов, раскислители и фториды металлов. отличающийся тем,.что, с целью повышения стойкости сварного шва против образования пор, компоненты состава содержатся в следующем соотношении, мас.%: Карбонаты металлов 90-95 Раскислители1-5 Фториды металлов 1-5 2.Состав по п. 1, отличающийся тем, что в качестве карбонатов металлов состав содержит один или более компонентов из ряда: карбонат кальция, карбонат магния, карбонат бария. 3.Состав по п. 1,отличающ и и с я тем, что в качестве рас9 кислителей состав содержит один или более компонентов из ряда: титан, алюминий, силикокальций. 4.Состав по по 1, отлича ющ и и с я тем, что в качестве фторидов металлов состав содержит один или более компонентов из ряда: фторид кальция, фторид натрия, кремнефтористый натрий. СО 0 э КЭ сд
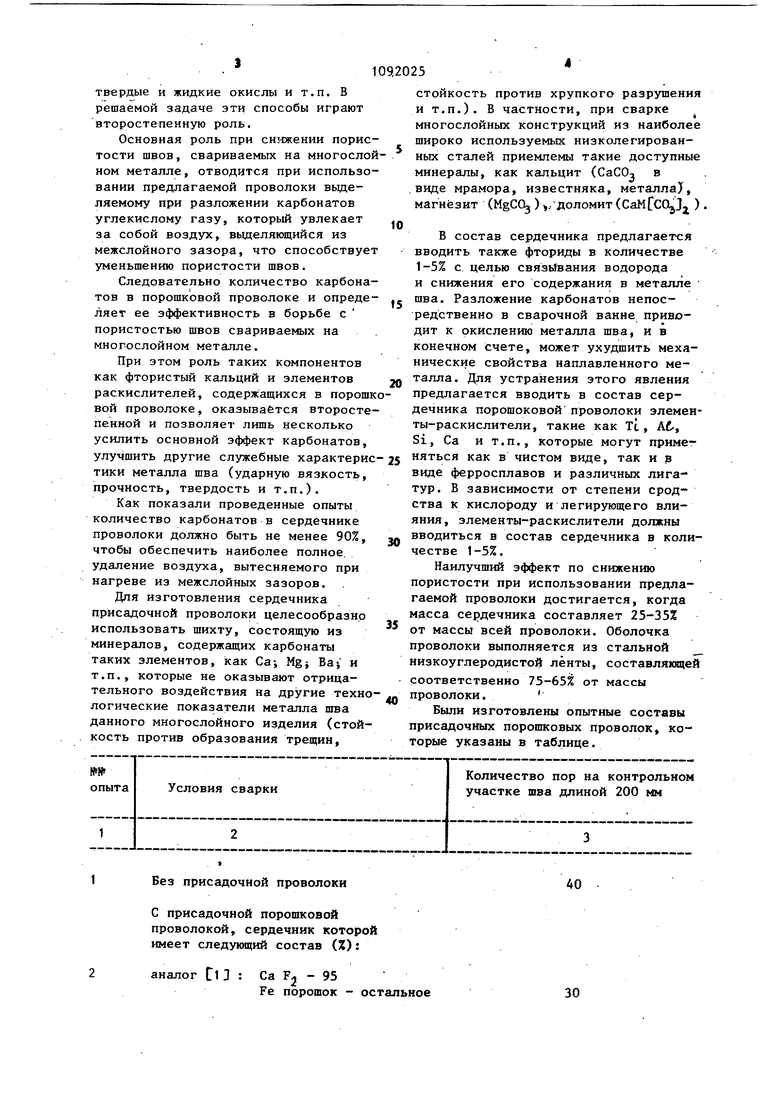
Без присадочной проволоки
С присадочной порошковой проволокой, сердечник которой имеет следукиций состав (Z):
аналог Cl 3 :
Са Fj - 95
Fe порошок - остальное
40
30
93
СаСО Т1 Са F2
5
2
CaCO. - 90
-3
SiCa
-2 AI
Na SiFg- 5
ВаСО,- 95
Ti- 1
4
BaCOj- 70
CaCO..- 25
SiCa- 4
1
MgCOj- 93
Ti- 5
NaF- 2
MgCOj- 60
CaCOj- 35
Ti- 1
SiCa- 1
Al- 2
1
30
MgCOj
20
CaCO40
BaCO,
3
AI
2
Ti
3
Ca
2
Na2SiFg Условия сварки общие для всех опытов: основной металл - сталь 10Г2Ф, .флюс АН-65, сварочная проволока Св-08ГНМ. Преимущества предлагаемого соста шихты проволоки перед известными подтверждается экспериментами при сварке специальных образцов с повышенной склонностью к образованию пор. Образец представляет собой двухслойньй пакет пластин, при этом верхние пластины образовуют замкнутую воздушную полость заданной шири ны. Находящийся в полости воздух во время сварки разогревается и стремится выйти наружу через прослойку жидкого металла, что приводит
Продолжение таблицы
f
10
18
15
10
15 к образованию пор в сварном шве. Количество пор на контрольном участке шва оценивается с помощью рентге,нографии. Результаты опытов приводятся в таблице. Использование предлагаемой присадочной порошковой проволоки позволяет обеспечить принудительную дегазацию сварочной ванны и необходимую степень раскисления и легирования металла шва. Степень дегазации и раскисления металла сварочной ванны в зависимости от конкретных условий сварки может регулироваться скоростью подачи присадочной проволоки, верхний предел которой ограничивается качес вом формирования металла шва. Из таблицы видно, что введение предлагаемой присадочной порошковой проволоки позволяет существенно сни зить пористость металла шва без увеличения остаточного содержания в нем газов. Оптимальным вариантом может считаться проволока, состав сердечника которой под 1 7. Ударная вязкость металла шва, сваренного с применением такой присадочной проволоки вьш1е, чем при сварке по обыч ной технологии и при использовании проволоки по аналогу Cl « Применение предлагаемой порошковой проволоки обеспечивает также возможность сварки металла с загряз ненными и ржавыми кромками. Так, например, при дуговой сварке стали 10Г2Ф под флюсом АН-65 проволокой Св2-08ГНМ и определении стойоксти против образования пор по методике К.В.Любавского, поры образовывались в шве при наличии 0,4 г ржавчины на 100 мм шва. При сварке в аналогичных условиях с использованием предлагаемой порошковой проволоки в качестве присадки, поры образуются при содержании ржавчины более 0,8 г. на 100 мм шва. Таким образом, предлагаемая присадочная порошковая проволока, подаваемая в сварочную ванну, может быть использована как при сварке различных видов многослойного металла, в частности композитных слоистых материалов, металлов, имеющих дефекты прокатки, называемьтё расслоями, так и при сварке металла с ржавыми или загрязненными кромками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
