Заготовка трубопроводов разного назначения из водогазонроводиых труб на резьбовых соединенн5 х осуществляется на отдельных рабочих местах, оснащенных для выполнения каждой операции в отдельности (разметка, отрезка и нарезание резьбы). Рабочие места - стеллаж для труб со столом разметчика, трубоотрезной станок с подавателе.м труб, стеллаж нарезчика резьб при большой длине труб и деталей из них располагаются в те.хнологической последовательности на значительных расстояниях друг от друга.
При таком размещении рабочих мест необходима межоперационная переноска деталей вручную.
Предлагаемый агрегат для поточной заготовки резьбовых трубопроводов позволяет устранить межоперационную ручную переноску труб и деталей. Это достигается путем применения улитки с толкателем, связанными тросовой связью с лебедкой для подачи труб от стола разметчика к трубоотрезному станку, и ленточных приводных транспортеров для подачи деталей к трубонарезным стайкам. Для совмещения рабочих мест нарезчика резьбы и зенковщика в резьбонарезные головки трубонарезных станков вставлены зенкеры.
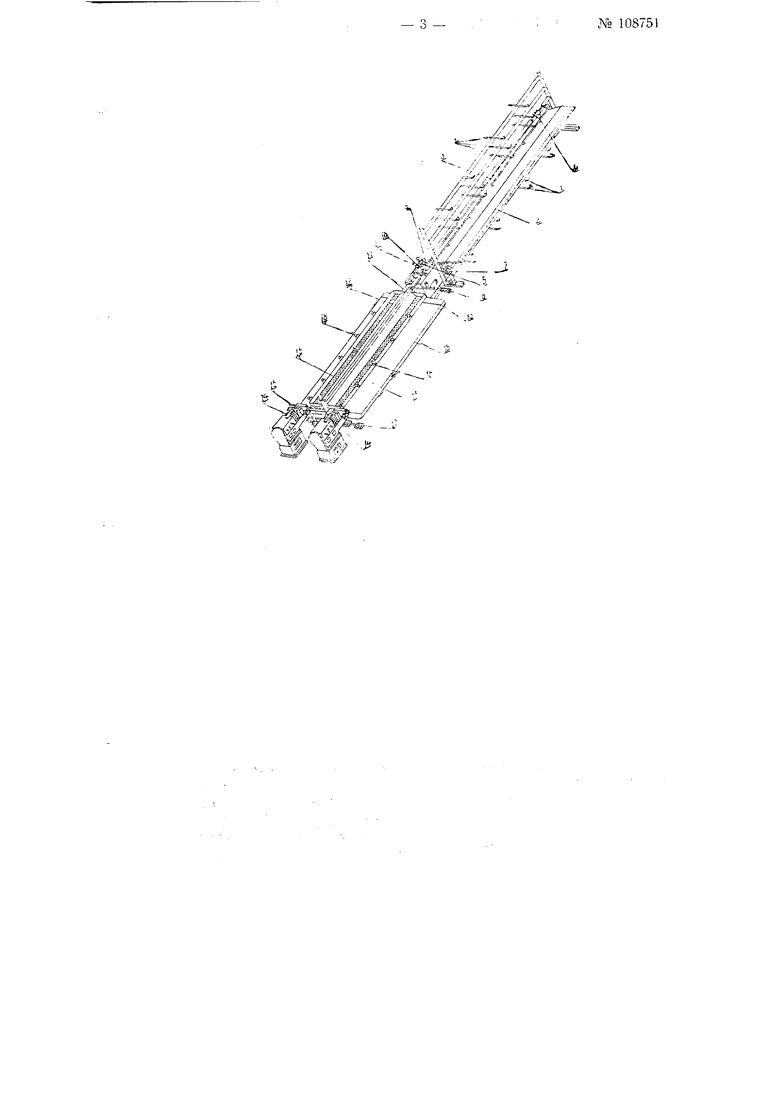
На чертеже изображена схема трубозаготовительпого агрегата.
Рабочее место разметчика состоит из вертикального стеллажа для укладки труб на кронштейнах 1 и стола 2.
На стеллаже размещена улитка 3 с кареткой 4 для подачи труб к отрезному станку, включаемой рычаго.м 5 лебедки 6 подавателя труб. Снятые с кронщтейнов и размеченные трубы скапливаются на столе разметчика, скатываясь к улитке. Отрезчик, поворачивая щтурвал 7 забрасывателя труб, направляет их в щель улитки; при этом каретка предварительно, включением рычага, перемещается в крайнее правое положение. Улитка является одновременно поддерживающим люнетом
№ 108751
и ограждением трубы, вращающейся в ней при перерезке. Для перерезки труб может быть применен модерпизированиый трубоотрезной стапок типа ВМС-31 или ВМС-32, на которых приспособление для зенковки труб заменено лебедкой 6 подавателя, а управление станка осуществляется с помощью ножной педали 8. Отрезчик, включая ptiчаг с помощью лебедки и каретки, связанных между собой тросовой связью, проходящей по направляющим ролика 9, подает трубу под перерезку роликовым ножом W отрезного станка. Выдвигаемая из улитки часть трубы направляется в улитку П-12 стеллажа трубонарезчиков. Когда метка перереза трубы подходит к лезвию ножа, отрезчик, нажимая на педаль, перерезает трубу ножом. Процесс повторяется до тех пор, пока труба не будет перерезана на отрезки заданной длины. Скопившиеся в улитке отрезанные детали отрезчик, поворачивая ры чаг }3 поворотной части улитки 12, выбрасывает их на стеллаж первого или второго трубонарезчика, работающих на трубонарезных станках 14. Для подачи деталей к трубонарезным станкам в днищах стеллажей предусмотрены ленточные приводные транспортеры 15. Станочники, нажимая ногами на педали 16 и 17, включают транспортеры, которые подают детали. В резьбонарезные головки станков 14 вставлены зенковочные приспособления специальной конструкции, зенкующие без их смены трубы с разными диаметрами. Трубонарезчики берут детали с транспортеров, укладывают их на поддерживающие ролики 18 и, зажимая в суппорте стайка, нарезают резьбу, а затем, раскрыв план1ки, небольщой досылкой суппорта производят зенковку торца трубы.
Таким образом, операции по нарезке резьбы и зенковке совмещены и выполняются с одной постановки детали. Специальные зенковочные станки не нужны.
Когда нарезка и зенковка детали произведены с обоих концов, деталь помещается в наклонное корыто 19, и она скатывается к рабочему месту гибщиков и сборщиков.
При применении описываемого агрегата для заготовки резьбонарезных трубопроводов уменьщается количество рабочих мест, устраняется ручная межоперационная переноска деталей, осуществляется механизация 1подачи труб и деталей к рабочему, достигается повышение производительности труда и сокращается потребность в производстве1 нь х площадях и станках.
Предмет и з о б р е т е н и я
1.Агрегат для поточной заготовки резьбовых трубопроводов с применением в агрегате стеллажа для труб со столом разметчика, трубоотрезного станка с подавателем труб, стеллажа нарезчика резьб и резьбонарезных станков, отличающийся тем, что, с целью механизации подачи труб и деталей к рабочим местам и исключения за счет этого межоперационной ручной переноски труб и деталей, применена улитка с толкателем, связанным тросовой связью с лебедкой для подачи труб от стола разметчика к трубоотрезному станку и ленточные приводные транспортеры для подачи деталей к трубонарезным станкам.
2.Применение в агрегате но п. 1, для совмещения рабочих мест резьбонарезчиков и зенковщиков резьбонарезных головок трубонарезных станков со вставными зенкерами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный дорновый станок | 1956 |
|
SU112824A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Устройство для подачи труб на токарный трубонарезной станок | 2019 |
|
RU2727629C1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| ВОЕННАЯ ГУСЕНИЧНАЯ МАШИНА | 2007 |
|
RU2404400C2 |
| МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ И ПОШТУЧНОЙ РАЗБОРКИ ИХ ПАЧЕК | 1990 |
|
RU2029639C1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СТИРКИ КОВРОВЫХ ИЗДЕЛИЙ И СТОЛ ДЛЯ РАЗМЕЩЕНИЯ КОВРОВОГО ИЗДЕЛИЯ | 2018 |
|
RU2681681C1 |