Трубогибочные дерновые станки для изготовления гнутых отводов их стальных труб без нагрева и набивки их песком, имеющие сменные гибочные ролики, дориы и уиорные колодки, известны. При необходимости перехода на гнутье отводов из труб другого диаметра гибочные ролики, дориы и прижимные колодки меняются с наладкой станка для. получения качественного гнутья. На переналадку стайка затрачивается большое количество времени. При поточной индустриальной заготовке трубоироводов приходится увеличивать количество станков.
В описываемой конструкции беспереналадочного дорнового трубогибочного станка для труб с диаметрами 89, 108, 133, 159 и 219 мм этот недостаток устранен путем применения многоручьевого гибочного ролика с комплектом постоянно установленных дорновых онравок и прижимных колодок, управляемых общим клиновым механизмом посредством винта со щтурвалом.
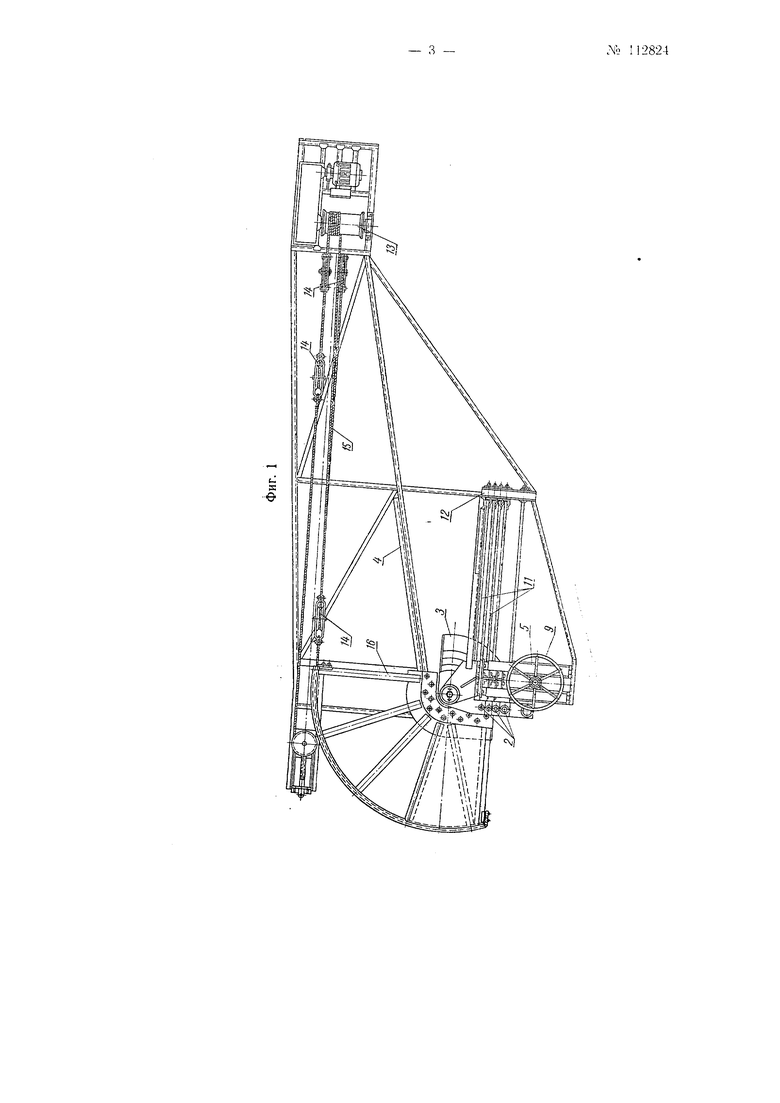
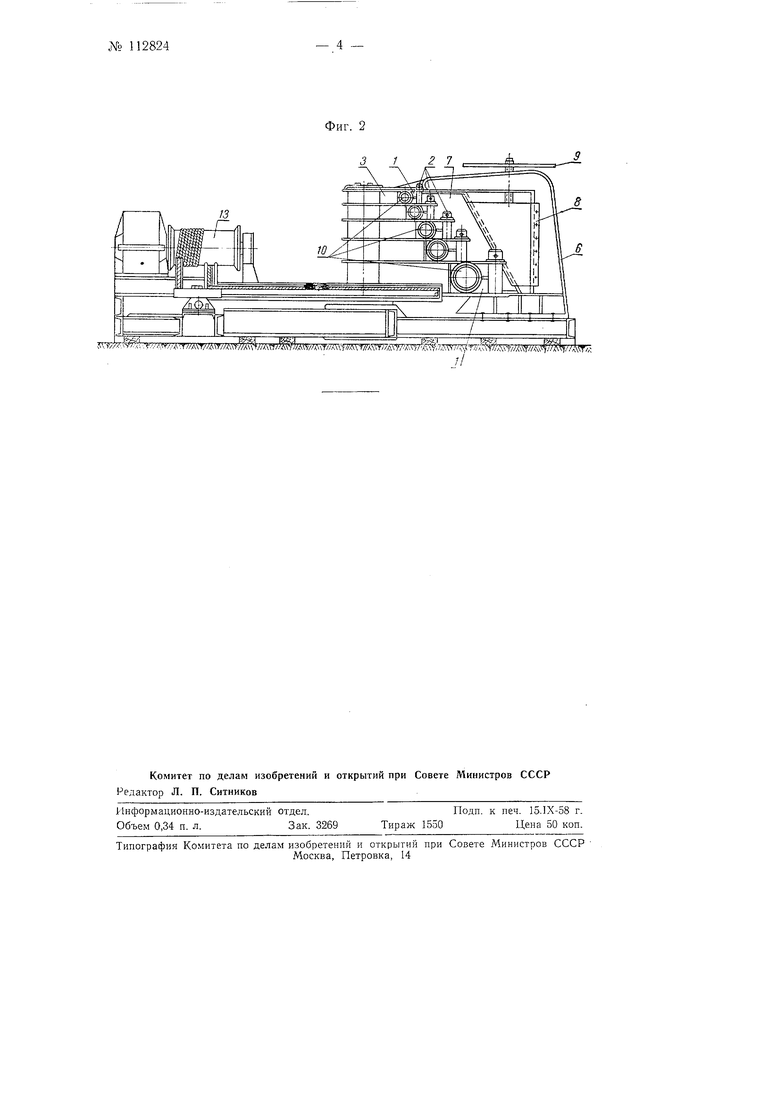
На фиг. 1 изображен вид станка сверху; на фиг. 2-вид сбоку.
С помощью зажимных колодок / и эксцентриков 2 в ручьях многоручьевого гибочного ролика 3, установленного на валу рамы 4, могут зажиматься изгибаемые трубы. Для направления изгибаемой трубы служит упорное приспособление 5, состоящее из скобы 6, упора с прижимными колодками 7 и клина 8, управляемое вращающимся винтом со штурв;;лом 9.
Для обеспечения качественного изгиба труб последние надеваются на дорновые оправки 10 с дорновыми тягами 11, закрепленными в натял ном кроищтейне 12, установленном на раме 4. Дорновые тяги 11 имеют длину, равную 0,4 длины изгибаемой трубы. Такая длина дорновых тяг 11 дает возможность осуществлять несколько прогибов на половине трубы с последующим ее поворотом и надеванием на оправки 10 для изгибания другой ее половины без перерезки трубы на отдельные части.
Станок приводится в движение лебедкой 13 с помощью двух полиспастов, состоящих из блоков 14, стальных канатов 15 и гибочного сектора
№ 112824
-/6, к которому прикреплены концы канатов 15. Реверсированием лебедки J3 обеснечивается рабочий и возвратный ход гибочного ролика 3 станка.
Все детали станка собираются на раме, и станок устанавливается без фЗндамента. Беспереналадочная оснастка может быть установлена на любом дорновом трубогибочном станке.
Процесс изгибания труб на оцисываемом станке такой же, как и на известных дорновых трубогибочных станках. Беспереналадочные трубогибочные станки с той же схемой гибочного устройства могут при.меняться и для гнЗ-тья труб с диаметрами 25-75 мм (1-3).
Применение этих станков обеспечивает меньшую затрату времени на трубогибочные работы.
Предмет изобретения
Трубогибочный дорцовый станок для изготовления гнутых деталей трубопроводов без набивки песком и нагрева, и.меющий дорносые оправки и прижимные колодки, отличающийся тем, что для устранения залраты времени на переналадку станка на разные диаметры изгибаемых труб применяют многоручьевой гибочный ролик, управляемый общи.м к;1иновым механизмом.
е Ы;/ Й) Efel - gySg Jr Й ST 7f//AW/ T//ЛW/A T//Л тЖv tA7 WЖV. (%sa
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для поточной заготовки резьбовых трубопроводов | 1955 |
|
SU108751A1 |
| Трубогибочный станок | 1990 |
|
SU1731351A1 |
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| СТАНОК ДЛЯ ХОЛОДНОГО ИЗГИБАНИЯ ТРУБ | 1935 |
|
SU49751A1 |
| Трубогибочное устройство | 1976 |
|
SU573224A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2270733C1 |
| Трубогибочный станок | 1981 |
|
SU988410A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СТАНОК ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU42399A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |