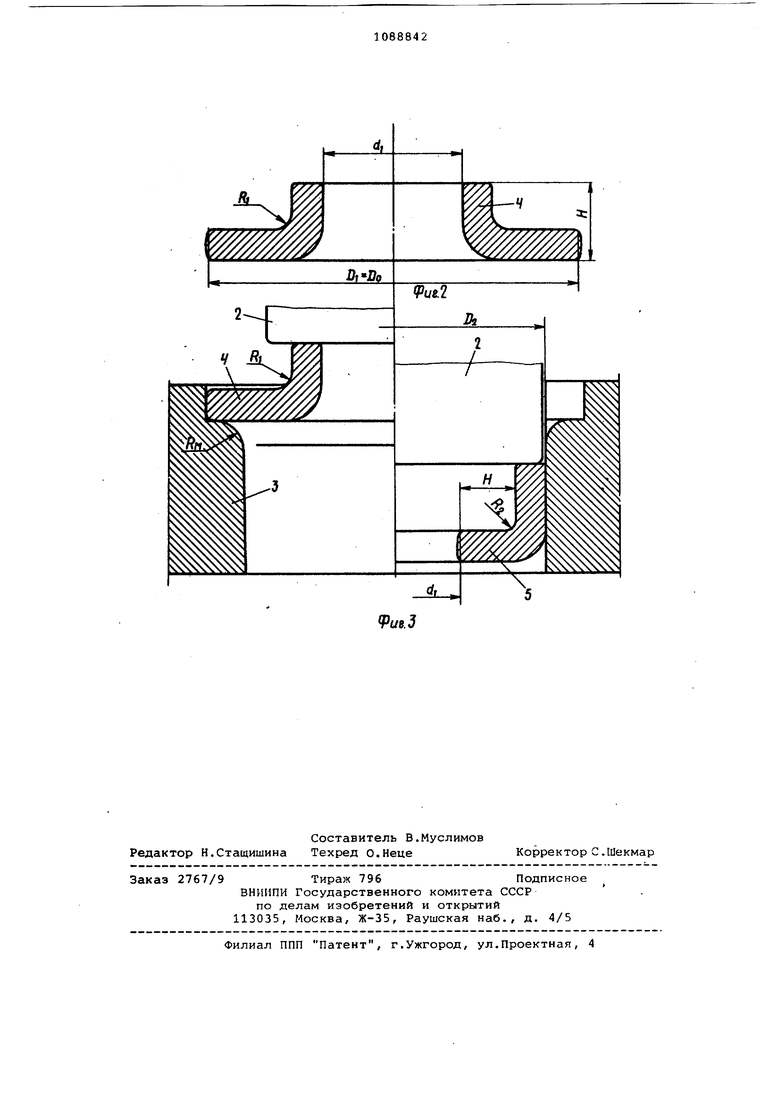
Изобретение относится к обработк металлов давлением, в частности к способам изготоьления полых изделий Известен способ изготовления полых изделий, при котором из листово го металла вырубают плоскую заготов ку и переформовывсцот ее в полую деталь путем выворота CUОднако данный способ не позволяет изготавливать полые изделия, име ющие отверстие в донной части. Наиболее близким к предлагаемому по технической сущности и достигаем му результату является способ изготовления полых изделий, имеющих дон ную часть с отверстием, путем отбор товки отверстия в плоской кольцевой заготовке до получения полого полуфабриката с BHyTpeHHViM диаметром, равным диаметру отверстия донной ча сти готового изделия, окончательной формовки и калибровки по наружному диаметру С23. Недостатком известного способа является незначительная высота штам пуемых изделий, обусловленная вероятностью разрушения детали в опасном сечении и отрыва донной части. Разрушение же детали происходит вследствие утонения стенки в околодонкой части в процессе вытяжки, (осуществляемой приложением растягив кхцнх усилий к донной части. Ц-ть изобретения - увеличение высоты штампуемых изделий.. Указанная цель достигается тем, что согласно способу изготовления nojux стаканообразных изделий, имеющих донную часть с отверстием, путем отбортовки отверстия в плоской кольцевой заготовке до получения полого полуфабриката с внутренним диаметром, равным дигииетру отверсти донной части готового изделия, окон чательной формовки и калибровки по наружному диаметру, при отбоЕ товке кольцевой заготовки получают полуфабрикат с высотой борта, равной полуразности внутреннего диаметра готового изделия и диаметра отверстия его донной части, окончательную формовку осуществляют путем приложения осевого усилия к торцу борта полуфабриката и выворота его на 90, а калибровку производят проталкиванием полученного изделия через матрицу с приложением усилия калибровки к его торцу. На фиг. 1 изобрг жена исходная плоская кольцевая заготовка; на фиг. 2 - полуфабрикат, полученный при отбортовке} на фиг. 3 - стадии процесса выворота (слева от оси симметрии ) и калибровки (справа от оси симметрии ). Схема содержит кольцевую заготовку 1, пуансон 2, матрицу 3, полуфабрикат 4, полученный при отбортовке, готовое изделие 5. Способ осуществляют следующим образом. Изготавливают плоскую кольцевую заготовку 1 толщиной SQ с наружным диаметром и с диаметром до отверстия. Отбортовывают в нее отверс тие диё1метром do до получения полого полуфабриката и с внутренним диаметром 0. , равным диаметру отверстия донной частч готового изделия 5 и с высотой Н борта, равной пЪлуразности внутреннего диаметра готового изделия 5 и диаметра d отверстия его донной части. После этого полуфабрикат 4 устанавливают в матрицу 3 и производят «. окончательную формовку путем приложения осевого усилия к торцу борта полуфабриката 4, в результате чего осуществляется его выворот на 90. В зтом случае процесс пластического деформирования происходит под действием сжимающих напряжений при отсутствии- растягивающих, что исключает утонение стенки в радиусной части полуфабриката 4. При дальнейиюм ходе пуансона 2 производят калибровку проталкиванием изделия 5 через матрицу 3 с приложением усилия калибровки к торцу его стенки. Предлагаемый способ обеспечивает увеличение высоты штампуеьоис изделий путем исключения отрыва донной части
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с отверстием в донной части | 1991 |
|
SU1817720A3 |
| Способ изготовления изделий типа патрубков с фланцем | 1984 |
|
SU1181771A1 |
| Способ штамповки полых цилиндрических деталей | 1983 |
|
SU1109229A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПОЛЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ | 2013 |
|
RU2548865C9 |
| МЕТАЛЛИЧЕСКИЙ ШТАМПОВАННЫЙ СЕПАРАТОР КОНИЧЕСКОГО РОЛИКОПОДШИПНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2087766C1 |
| Способ изготовления полых изделий | 1988 |
|
SU1611511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2014 |
|
RU2574900C1 |
| Способ изготовления изделий типа патрубков с фланцем | 1980 |
|
SU963685A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЕЖ СТАКАНООБРАЗНЫХ ИЗДЕЛИЙ, имеющих донную часть с отверстием, путем отбортовки отверстия в плоской кольцевой заготовке до получения полого полуфабриката с внутренним диаметром, равным диаметру отверстия донной части готового изделия, окончательной формовки и калиб ровки по наружному диаметру, отличающийся тем, что, с целью увеличения Высоты штампуемых изделий, при отбортовке кольцевой заготовки получают полуфабрикат с высотой борта, . равной полуразности внутреннего диаметра готового изделия и диаметра отверстия его донной части, окончательную формовку осуществляют путем приложения осевого усилия к торцу борта полуфабриката и выворота его на 90° а калибровку производят про- (3 талкиванием полученного изделия че рез матрицу с приложением усилия каКЛ либровки к его торцу. ОО 00 СХ) , 1чЭ Vue.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Львов Д.С | |||
| и др | |||
| Штамповка кольцевых заготовок | |||
| М., Нашгиз, С.121 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления полых изделий | 1980 |
|
SU889205A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
