Изобретение относится к изготовлению малогабаритных трубчатых переходников из разнородных материалов методом многопереходной штамповки из биметаллического листа, при котором многопереходную штамповку трубчатых заготовок осуществляют из плоских дисковых заготовок, полученных механической обработкой из биметаллического листа.
Известен способ изготовления биметаллических переходников, согласно которому из биметаллического листа, слои которого имеют разную пластичность, получают дисковую заготовку. Во внутреннем слое, с большей пластичностью, выполняют проточку слоя по периферии, а в наружном слое, с меньшей пластичностью, удаляют центральную часть. Затем формообразование изделия производят посредством штамповки-вытяжки заготовки. В результате получают полуфабрикат в форме стакана. Далее производят механическую обработку полуфабриката и получают переходник (см. патент РФ №2402397, B21D 51/16, 2009 г.).
Недостатком данного способа является то, что вводятся дополнительные операции механической обработки, а это ведет к увеличению цикла производства переходника.
Наиболее близким к предлагаемому является способ изготовления биметаллических переходников малого диаметра многопереходной штамповкой из биметаллического листа, при котором штамповку трубчатых заготовок осуществляют из плоских дисковых заготовок методом формовки конических заготовок с углом 60° и 30° на первом и втором переходе соответственно. Начиная с третьего перехода, переформовку осуществляют вытяжкой цилиндрических заготовок с большего диаметра на меньший с приложением нагрузки к дну заготовки с разовой деформацией по переходам от 8% до 12%. На последних переходах осуществляется обжим по цилиндру заготовки с приложением нагрузки по торцу заготовки, и получением механической обработкой готового биметаллического переходника (см. патент РФ №2403117, B21D 51/16, 2010 г.).
В данном способе с целью снижения напряжений по кромке фланца и во избежание образования расслоений по зоне сцепления композиционных слоев, не допускается штамповка «напровал», а производится недоштамповка по высоте с последующим выталкиванием заготовки из матрицы в направлении обратном направлению штамповки. Указанное обстоятельство является недостатком процесса штамповки, так как при выталкивании заготовка испытывает дополнительные значительные напряжения, что нежелательно в части обеспечения требуемого качества готового переходника по герметичности соединения слоев и вакуумной плотности.
Задачей, на решение которой направлено настоящее техническое решение, является снижение до минимальных значений напряжения, возникающего в заготовке при ее выталкивании из матрицы и повышение качества готового биметаллического переходника.
Поставленная задача решается тем, что в способе изготовления биметаллических переходников малого диаметра многопереходной штамповкой из биметаллического листа, при котором штамповку трубчатой заготовки осуществляют из плоской дисковой заготовки путем формовки конической заготовки с углом 60° и 30° с дальнейшим формообразованием полученной заготовки с большего диаметра на меньший диаметр и получение механической обработкой готового переходника, согласно изобретению формообразование с третьего перехода осуществляют с получением конической заготовки с углом конуса от 1° до 5°, а на последнем переходе осуществляют калибровку цилиндрической заготовки.
Отличительными признаками заявленного технического решения являются:
- формообразование, начиная с третьего перехода, осуществляется с получением конической заготовки с углом конуса от 1° до 5°, что дает снижение напряжения, возникающего при выталкивании заготовки из матрицы. Меньшее значение нижнего предела угла конуса (менее 1°) является нецелесообразным, т.к. такой маленький угол не обеспечивает эффекта снижения напряжения при выталкивании заготовки из матрицы. Значения верхнего предела угла конуса (5°) является достаточным для того, чтобы снизить напряжения при выталкивании заготовки из матрицы. Таким образом, угол диапазона конуса от 1° до 5° является оптимальным для обеспечения снижения напряжений;
- осуществляется калибровка цилиндрической заготовки на последнем переходе, что обеспечивает получение биметаллического переходника согласно требуемым размерам.
При выталкивании из матрицы конической заготовки, возникающие напряжения в заготовке приближаются к нулю, а на последнем переходе калибровкой доводят заготовку биметаллического переходника до заданных параметров, следовательно, обеспечивается решение поставленной задачи и высокое качество готового биметаллического переходника.
Сравнение заявляемого технического решения - способ изготовления биметаллических переходников малого диаметра многопереходной штамповкой - с уровнем техники по научно-технической литературе и патентным источникам показывает, что совокупность существенных признаков заявленного решения не была известна. Следовательно, оно соответствует условию патентоспособности - «новизна».
Заявляемое решение может быть промышленно применимо, т.к. может быть изготовлено промышленным способом, следовательно, оно соответствует условию патентоспособности - «промышленная применимость».
Предлагаемый способ изготовления биметаллических переходников поясняется чертежами, где:
на фиг. 1 приведена исходная заготовка, полученная из биметаллического листа механической обработкой;
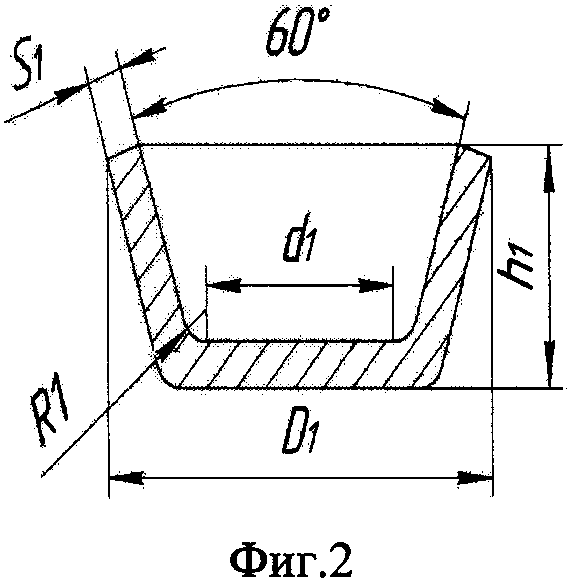
на фиг. 2 - конфигурация заготовки после первого перехода штамповки;
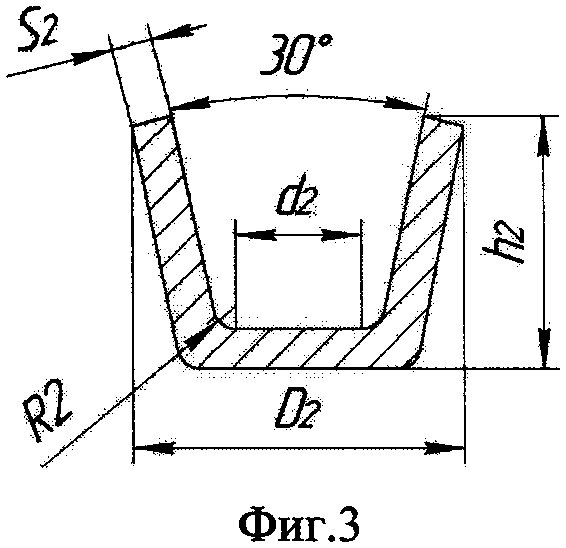
на фиг. 3 - конфигурация заготовки после второго перехода штамповки;
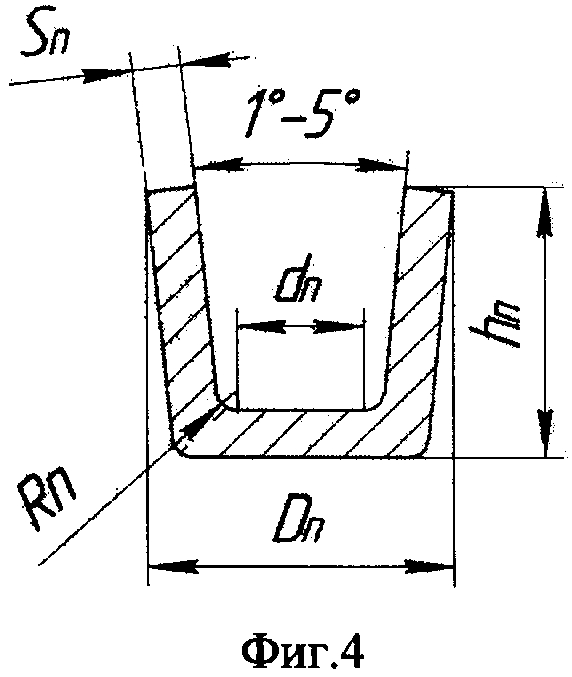
на фиг. 4 - конфигурация заготовки после третьего перехода штамповки и на последующих переходах штамповки (за исключением последнего перехода);
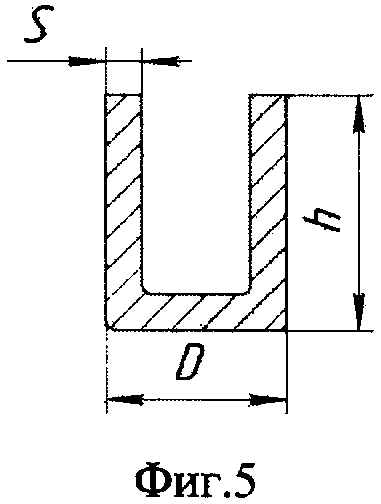
на фиг. 5 - конфигурация заготовки после последнего перехода штамповки (калибровки);
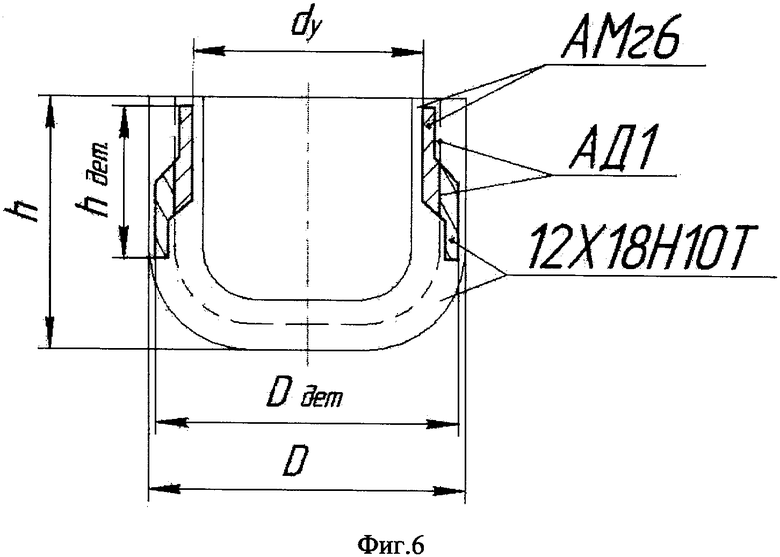
на фиг. 6 - конфигурация и схема изготовления механической обработкой готового биметаллического переходника, согласно чертежу и требований конструкторской документации, из штампованной заготовки.
Для получения переходника требуемых размеров используется биметаллический лист, состоящий из стального слоя 12Х18Н10Т и алюминиевого слоя АМг6, которые соединяются между собой прокаткой с наличием прослойки из алюминиевого сплава АД1. Штамповку трубчатой заготовки осуществляют из плоской дисковой заготовки с исходными данными - диаметром Dзаг и толщиной So (фиг. 1).
Затем на первом и втором переходе путем формовки конических заготовок с углом 60° и 30° соответственно получают наружные диаметры D1, D2, толщину стенки заготовки S1, S2, диаметры плоской части донышка заготовки d1, d2, радиусы донной части заготовки R1 R2, высоту заготовки h1, h2 (фиг. 2, фиг. 3).
С третьего перехода формообразование (вытяжку) конуса с углом от 1° до 5° заготовки осуществляют с приложением нагрузки в дно заготовки. Количество переходов определяется размерами заготовки. Приложение нагрузки в дно заготовки выполняют при диаметре пуансона не менее 20 мм. На последующих переходах производят обжим конуса с углом от 1° до 5° с приложением усилия по торцу заготовки, в результате получают диаметр заготовки Dn, толщину стенки заготовки Sn, радиус донной части заготовки Rn, высоту заготовки hn (фиг. 4).
На последнем переходе выполняют калибровку цилиндрической заготовки с размерами на выходе D - диаметр заготовки, R - радиус донной части, h - высота заготовки (фиг. 5, фиг. 6).
Общее количество переходов (п) и припуски на штамповку для каждого переходника определяются технологическим расчетом.
После штамповки производят механическую обработку заготовки с обеспечением стального слоя 12Х18Н10Т со стороны донной части заготовки, а из алюминиевого сплава АМг6 - со стороны открытого торца заготовки. В итоге поучают готовый биметаллический переходник согласно конструкторской документации с размерами: Dдет - наружный диаметр готового переходника, dу - внутренний диаметр готового переходника (диаметр проходного сечения), hдет - высота готового переходника (фиг. 6).
Пример осуществления способа
Изготавливали заготовки малогабаритного биметаллического переходника композиции 12Х18Н10Т-АД1-АМг6, предназначенного для сварки трубопроводных магистралей из алюминиевого сплава АМг6 диаметром 15,5 мм с толщиной стенки 1,5 мм с одного торца и из нержавеющей стали 12Х18Н10Т диаметром 20,5 мм с толщиной стенки 1,0 мм с другого торца.
Из биметаллического листа толщиной 3,7 мм (толщина слоев компонентов 1,65-0,25-1,8 мм) на гильотинных ножницах нарезали заготовки (карты) 70,0×70,0 мм, затем механической обработкой получали заготовки (диск) ⌀63 мм (фиг. 1).
Исходный биметаллический лист получен с ВИЛСа, где он прошел испытания на межкристаллическую коррозию, контроль химического состава, контроль механических свойств.
Исходный биметаллический лист, изготовленный по ТУ 1-9-556-2006, имея характеристики по химическому составу стального слоя C=0,06%, Cr=17,75%, Ni=10,8%, Ti=0,50%, алюминиевого слоя Mg=5,8%, Mn=0,60%, Ti=0,70%, по свойствам предел прочности σв=54-57 кгс/мм2, предел текучести σт=44-45 кгс/мм2, относительное удлинение δ=29,0%.
Штамповка выполнялась на гидравлическом прессе усилием 160 тс в экспериментальной штамповой оснастке за девять переходов:
I переход - формовка конической заготовки: D1=50 мм, высота 19 мм, угол 60° (фиг. 2);
II переход - формовка конической заготовки: D2=40 мм, высота 23 мм, угол 30° (фиг. 3);
III-V переходы - формообразование (вытяжка) конуса с углом 1°-2° с приложением усилия в дно заготовки (фиг.4);
VI-VIII переходы - формообразование (обжим) конуса с утлом 1°-2° с приложением усилия в торец заготовки (фиг. 4);
IX переход - калибровка диаметра D=20,8 мм (фиг. 5).
Из отштампованной заготовки изготовлены 2 образца для механических испытаний с определением τсреза, величина которого по конструкторской документации должна быть не менее 6,0 кгс/мм2, на образце получено τcp1=6,7 кгс/мм2, τср2=7,5 кгс/мм2. Заготовки проточены по наружному и внутреннему диаметру, прошли ультразвуковой контроль и контроль капиллярной дефектоскопией, дефектов не обнаружено. Изготовлены два образца на выхожалость, полученные размеры готового переходника соответствуют требованиям конструкторской документации (фиг. 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК | 1979 |
|
SU1840340A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАВНОПРОХОДНЫХ, РАВНОСТЕННЫХ ИЗДЕЛИЙ | 1988 |
|
SU1840352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБЧАТЫХ ДЕТАЛЕЙ ТИПА ПЕРЕХОДНИКОВ | 1989 |
|
RU2016724C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2251462C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1979 |
|
SU1840338A1 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
Изобретение относится к изготовлению малогабаритных трубчатых переходников из разнородных материалов методом многопереходной штамповки из биметаллического листа. Штамповку трубчатых заготовок осуществляют из плоских дисковых заготовок путем формовки конических заготовок с углом 60° и 30°. С третьего перехода производят формообразование конуса с углом от 1° до 5° с приложением нагрузки ко дну заготовки. На последнем переходе осуществляют калибровку цилиндрической заготовки. Затем механической обработкой получают готовый переходник. Повышается качество готового биметаллического переходника за счет снижения напряжений. 6 ил.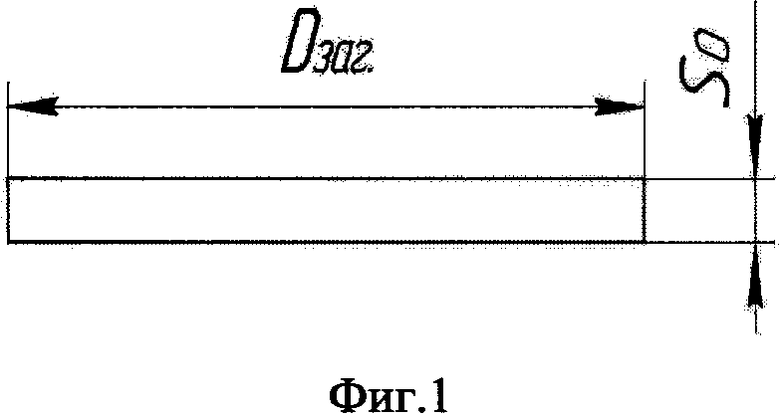
Способ изготовления биметаллических переходников малого диаметра многопереходной штамповкой из биметаллического листа, включающий штамповку трубчатой заготовки из плоской дисковой заготовки путем формовки конической заготовки с углом 60° и 30° на первом и втором переходе с дальнейшим формообразованием полученной заготовки с большого диаметра на меньший диаметр и получение механической обработкой готового переходника, отличающийся тем, что с третьего перехода формообразование осуществляют с получением конической заготовки с углом конуса от 1° до 5°, а на последнем переходе осуществляют калибровку цилиндрической заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| Способ изготовления биметаллических переходников | 1978 |
|
SU685390A1 |
| Способ изготовления биметаллических переходников | 1978 |
|
SU724246A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК | 1979 |
|
SU1840340A1 |
| JP 2003145225 A, 20.05.2003. | |||

