Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых цилиндрических деталей, например заготовок подшипниковых колец. Наиболее близким к изобретению является способ изготовления полых цилиндрических деталей, включающий получение нлоской кольцевой заготовки, выворот заготовки пуансоном в матрице с конической заходной частью до получения полуфабрикатов в форме усеченного конуса, раздачу полуфабриката со стороны меньшего и обжим его со стороны большего диаметров 1 Недостаток известного способа в том, что он не позволяет получать качественные детали, особенно с отношением высоты к среднему диаметру большим 0,3, ввиду неустойчивости процесса выворота плоских заготовок. Цель изобретения - повышение качества получаемых деталей. Поставленная цель достигается тем, что согласно способу штамповки полых цилиндрических деталей, включаюше.му получение плоской кольцевой заготовки, выворот заготовки пуансоном в матрице с конической заходной частью до получения полуфабриката в форме усеченного конуса, раздачу полуфабриката со стороны меньшего и бжим со стороны большего диаметров, выворот кольцевой заготовки осуществляют с одновременным приложением радиальных растягивающих усилий со стороны ее внутренней поверхности, а усилие выворота прикладывают на кольцевом участке, внутренний диаметр которого превышает внутренний диаметр заготовки, а наружный диаметр соответствует внутреннему диаметру изделия. При этом выворот заготовки осуществляют до получения конического полуфабриката с углом наклона образующей 8-12°. На фиг. 1 схематично изображена после довательность формоизменения заготовки в штампе, слева исходное положение, справа .момент выворота; на фиг. 2 - слева момент раздачи, справа - конечная стадия штамповки. Штамп для осуществления способа включает матрицу I с конической заходной частью 2 и калибрующим пояском 3, кольцевой пуансон 4 с буртом 5, а также установленный в матрице 1 противень 6 с конической рабочей частью 7 и центрирующим цилиндрическим пояском 8. Наружный диаметр пуансона 4 равен внутреннему диаметру конечного изделия, а диаметр бурта 5 соответствует диа.метру калибрующего пояска 3 матрицы 1. Способ осуществляется следующим образом. Кольцевую плоскую заготовку 9 устанавливают на матрицу 1 и фиксируют по внутреннему отверстию на противне 6. При ходе пуансона 4 вниз происходит выворот заготовки. При этом одновременно противень 6 своей конической рабочей частью 7 воздействует на кромку отверстия заготовки и создает в ней радиальные растягивающие напряжения. Процесс вбшорота заканчивается при получении промежуточного конусообразного полуфабриката 10 с угло.м наклона его образующей 8-12°, равным углу « наклона образующей конической заходной части матрицы и соответствующим углу самоторможения. Увеличение диаметра отверстия заготовки в процессе выворота приводит к утонению стенки у меньшего основания и утолщению стенки у большего основания полуфабриката 11. При дальнейшем движении пуансон 4 осушествляет раздачу полуфабриката 11 со стороны его меньшего диаметра до окончательных размеров. Вслед за этим пуансон 4 воздействует буртом 5 на торец полуфабриката и, проталкивая его через калибрующий поясок 3 матрицы 1, обжимает его утолпденную часть со стороны большего диаметра. После удаления полученной кольцевой поковки 12 цикл повторяется. Применение предложенного способа позволяет получать полые кольцевые поковки с отношение.м высоты к среднему диаметру до 0,7, что существенно расширяет технологические возможности способа.
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ КОЛЕЦ | 1998 |
|
RU2122915C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| Совмещенный штамп | 1978 |
|
SU795700A1 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| Инструмент для деформирования трубных заготовок | 1990 |
|
SU1761350A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087234C1 |

1. СПОСОБ ШТАМПОВКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, включающий получение плоской кольцевой заготовки, выворот заготовки пуансоном в матрице с конической заходной частью до получения полуфабриката в форме усеченного конуса, раздачу полуфабриката 5. со стороны меньшего н обжим его со стороны большего диа.метров, отличающийся тем, что, с целью повышения качества получаемых деталей, выворот кольцевой заготовки осуществляют с одновременным приложением радиальных растягивающих усилий со стороны ее внутренней поверхности, а усилие выворота прикладывают на кольцевом участке, внутренний диаметр которого превышает внутренний диаметр заготовки, а наружный диа.метр соответствует внутреннему диаметру изделия. 2. Способ по п. 1, отличающийся тем, что выворот заготовки осуществляют до получения конического полуфабриката с углом наклона образующей 8-12°. с SS (Л со IN: кэ со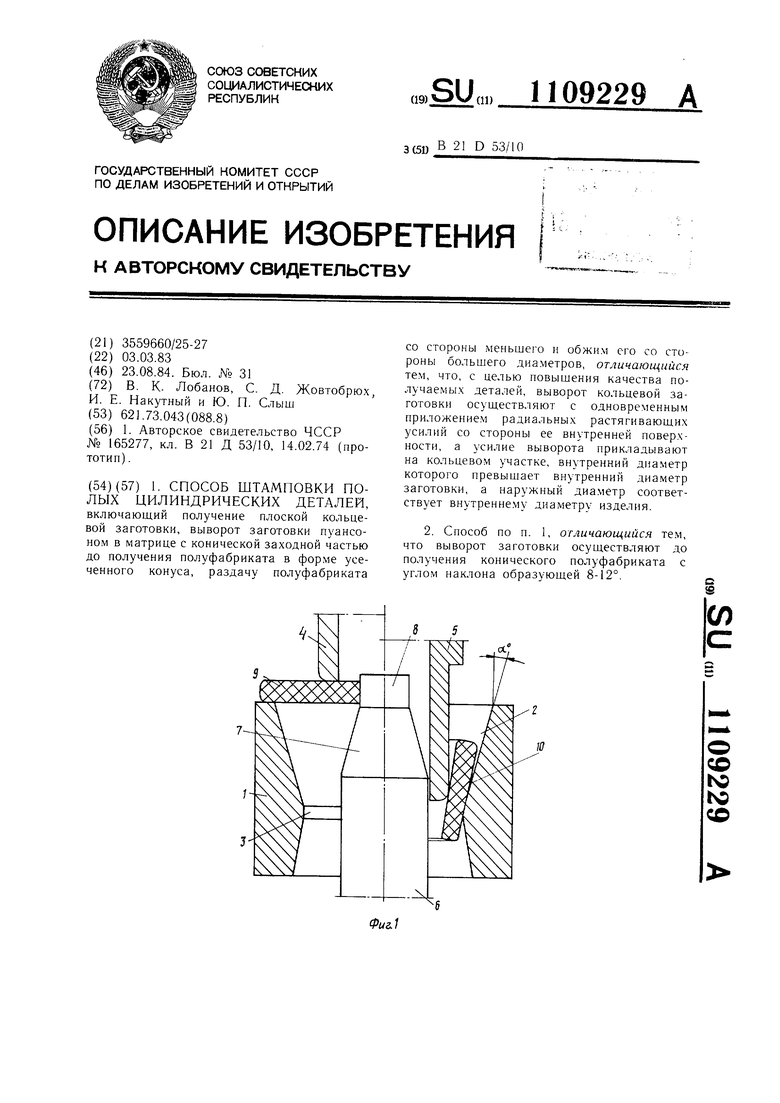
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU165277A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
