2. Блок по п. 1,отличающ и и с я тем, что верхняя часть сменного рабочею пакета выполнена гоставной в виде двух сеилостоятельных и относительно подвижных комплектов , штоки силовых цилиндров выполнены телескопическими и один из компт лектов установлен с аоэможностью взаимодействия с внутренними штоками, а другой - с наружными.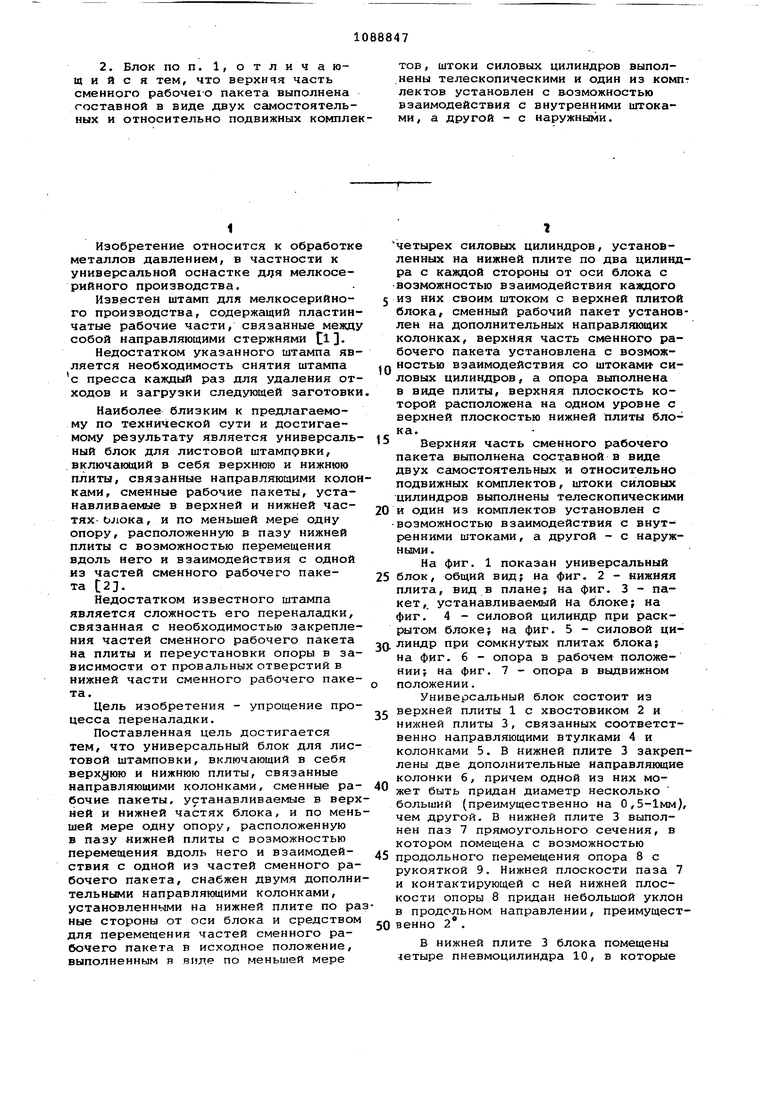
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Универсальный штамп для гибки штучных заготовок | 1983 |
|
SU1169777A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Универсальный блок | 1988 |
|
SU1632582A1 |
1. УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ ЛИСТОВОЙ аП АМПОВКИ, включающий в себя верхнюю и нижнюю плиты, связанные направляющими колоннами, сменные рабочие пакеты, устанавливаемые в верхней и нижней частях блока и по меньшей мере одну опору, расположённую в пазу нижней плиты с возможностью перемещения вдоль него и взаимодействия с одной из частей сменного рабочего пакета, о т л и ч а ющ и и с я тем, что, с целью упрощения процесса переналадки, он снабжен двумя дополнительными направляющими колонками, установленными на нижней плите по разные стороны от оси блока и средством перемещения частей сменного рабочего пакета в исходное положение, выполненным в виде по меньшей мере четырех силовых цилиндров, установленных на нижней плите по два цилиндра с каждой стороны от оси блока с возможностью взаимодействия каждого из них своим штоком с верхней плитой блока, сменный рабочий пакет установлен на дополнительных направляющих колонках, верх(Л няя часть сменного рабочего пакета установлена с возможностью взаимодействия со штоками силовых цилиндров, а опора выполнена в виде плиты, верхняя плоскость которой расположена на одном уровне с верхней плоскостью нижней плиты блока. 00 00 00 4;;i. 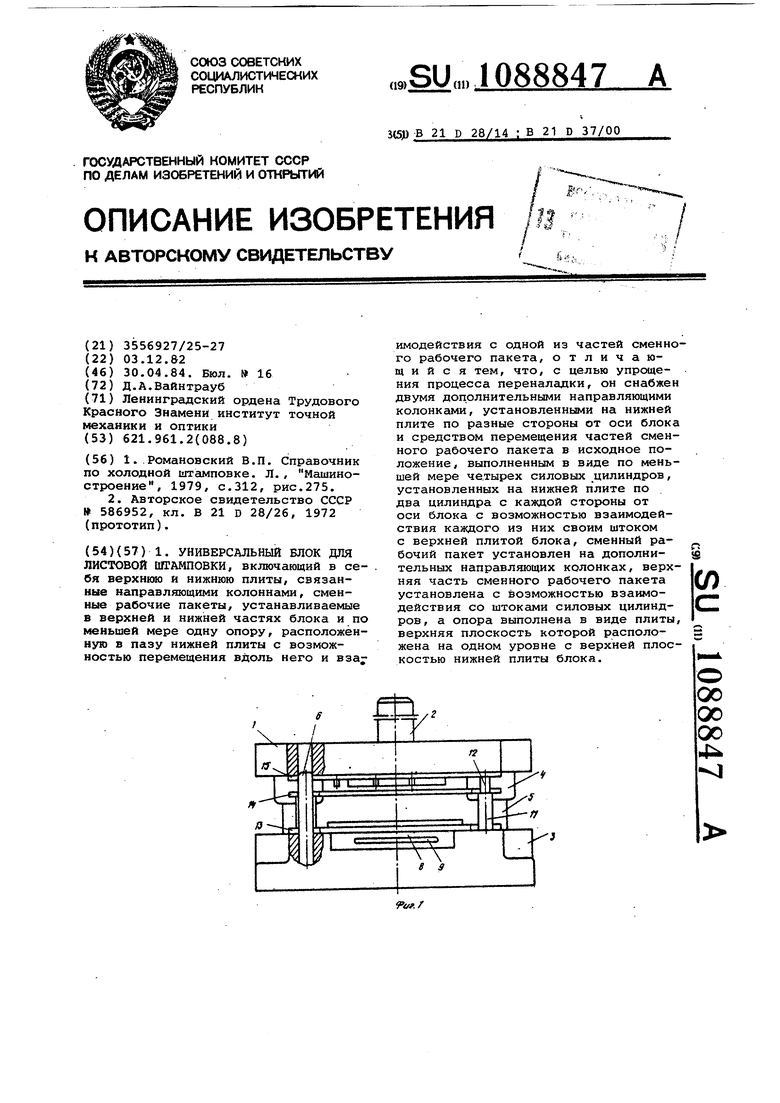
1
Изобретение относится к обработке металлов давлением, в частности к универсальной оснастке мелкосерийного производства.
Известен штамп для мелкосерийного производства, содержащий пластинчатые рабочие части, связанные между собой направляющими стержнями С-1- Недостатком указанного штампа является необходимость снятия штампа с пресса каждый раз для удаления отходов и загрузки следующей заготовки
Наиболее близким к предлагаемому по технической сути и достигаемому результату является универсальный блок для листовой штампрвки, включаквдий в себя верхнюю и нижнюю плиты, связанные направляющими колонками, сменные рабочие пакеты, устанавливаемые в верхней и нижней частях ьлока, и по меньшей мере одну опору, расположенную в пазу нижней плиты с возможностью перемещения вдоль него и взаимодействия с одной из Частей сменного рабочего пакета С2.
Недостатком известного штампа является сложность его переналадки, связанная с необходимостью закрепления частей сменного рабочего пакета на плиты и переустановки опоры в зависимости от провальных отверстий в нижней части сменного рабочего пакета.
Цель изобретения - упрощение процесса переналадки.
Поставленная цель достигается тем, что универсальный блок для листовой штамповки, включающий в себя верХ(уюю и нижнюю плиты, связанные направляющими колонками, сменные рабочие пакеты, устанавливаемые в верхней и нижней частях блока, и по меньшей мере одну опору, расположенную в пазу нижней плиты с возможностью перемещения вдоль него и взаимодействия с одной из частей сменного рабочего пакета, снабжен двумя дополнительными направляющими колонками, установленными на нижней плите по раные стороны от оси блока и средством для перемещения частей сменного рабочего пакета в исходное положение, выполненным в виде по меньшей мере
четырех силовых цилиндров, установленных на нижней плите по два цилиндра с каждой стороны от оси блока с возможностью взаимодействия каждого из них своим штоком с верхней плитой блока, сменный рабочий пакет установлен на дополнительных направляющих колонках, верхняя часть сменного рабочего пакета установлена с возможностью взаимодействия со штоками- силовых цилиндров, а опора выполнена в виде плиты, верхняя плоскость которой расположена на одном уровне с верхней плоскостью нижней плиты блока.
Верхняя часть сменного рабочего пакета выполнена составной в виде двух самостоятельных и относительно подвижных комплектов, штоки силовых цилиндров выполнены телескопическими и один из комплектов установлен с возможностью взаимодействия с внутренними штоками, а другой - с наружными.
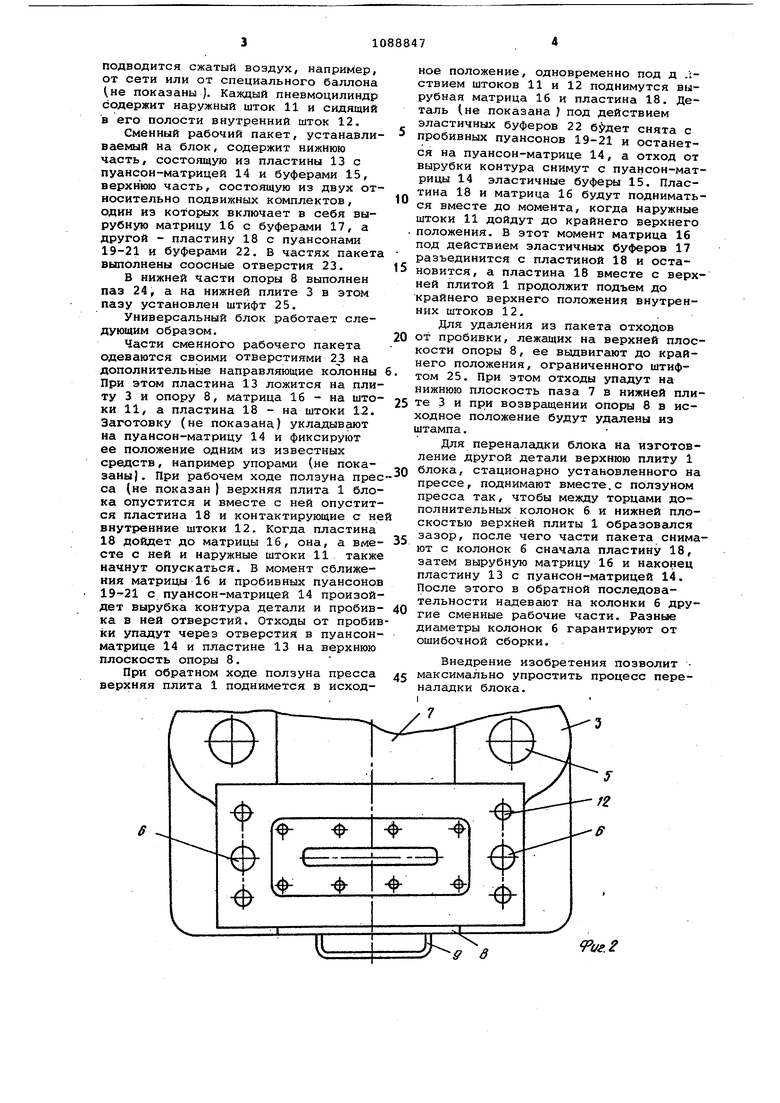
На фиг. 1 показан универсальный блок, общий вид; на фиг. 2 - нижняя плита, вид в плане; на фиг. 3 - пакет,, устанавливаемый на блоке; на фиг. 4 - силовой цилиндр при раскрытом блоке; на фиг. 5 - силовой цилиндр при сомкнутых плитах блока; на Фиг. 6 - опора в рабочем положении; на фиг. 7 - опора в выдвижном положении.
Универсальный блок состоит из верхней плиты 1 с хвостовиком 2 и плиты 3, связанных соответственно направляющими втулками 4 и колонками 5. В нижней плите 3 закреплены две дополнительные направляющие колонки 6, причем одной из них может быть придан диаметр несколько больший (преимущественно на 0,5-1мм) чем другой. В нижней плите 3 выполнен паз 7 прямоугольного сечения, в котором помещена с возможностью продольного перемещения опора 8 с рукояткой 9. Нижней плоскости паза 7 и контактирующей с ней нижней плоскости опоры 8 придан небольшой уклон в продольном направлении, преимущественно 2 .
В нижней плите 3 блока помещены четыре пневмоцилиндра 10, в которые подводится сжатый воздух, например, от сети или от специального баллона не показаны ). Каадый пневмоцилиндр содержит наружный шток 11 и сидящий в его полости внутренний шток 12. Сменный рабочий пакет, устанавли ваемый на блок, содержит нижнюю часть, состоящую из пластины 13 с пуансон-матрицей 14 и буферами 15, верхнюю часть, состоящую из двух от носительно подвижных комплектов, один из которых включает в себя вырубную матрицу 16 с буферами 17, а другой - пластину 18 с пуансонами 19-21 и буферами 22. в частях пакет выполнены соосные отверстия 23. В нижней части опоры 8 выполнен паз 24, а на нижней плите 3 в этом пазу установлен штифт 25. Универсальный блок работает следующим образом. Части сменного рабочего пакета одеваются своими отверстиями 23 на дополнительные направляющие колонны При этом пластина 13 ложится на пли ту 3 и опору 8, матрица 16 - на што ки 11, а пластина 18 - на штоки 1.2. Заготовку (не показана) укладывают на пуансон-матрицу 14 и фиксируют ее положение одним из известных средств, например упорами (не показаны). При рабочем ходе ползуна прес са (не показан | верхняя плита 1 блока опустится и вместе с ней опустится пластина 18 и контактирующие с не внутренние штоки 12. Когда пластина 18 дойдет до матрицы 16, она, а вместе с ней и наружные штоки 11 также начнут опускаться, в момент сближения матрицы 16 и пробивных пуансонов 19-21 с пуансон-матрицей 14 произойдет вырубка контура детали и пробивка в ней отверстий. Отходы от пробив ки упадут через отверстия в пуансонматрице 14 и пластине 13 на верхнюю плоскость опоры 8. При обратном ходе ползуна пресса верхняя плита 1 поднимется в исходное положение, одновременно под д ;ствием штоков 11 и 12 поднимутся вырубная матрица 16 и пластина 18. Деталь (не показана J под действием эластичных буферов 22 снята с пробивных пуансонов 19-21 и останется на пуансон-матрице 14, а отход от вырубки контура снимут с пуансон-матрицы 14 эластичные буферы 15. Пластина 18 и матрица 16 будут подниматься вместе до момента, когда наружные штоки 11 дойдут до крайнего верхнего положения. В этот момент матрица 16 под действием эластичных буферов 17 разъединится с пластиной 18 и остановится, а пластина 18 вместе с верхней плитой 1 продолжит подъем до крайнего верхнего положения внутренних штоков 12. Для удаления из пакета отходов от пробивки, лежащих на верхней плоскости опоры 8, ее выдвигают до крайнего положения, ограниченного штифтом 25. При этом отходы упадут на нижнюю плоскость паза 7 в нижней плите 3 и при возвращении опоры 8 в исходное положение будут удалены из штампа. Для переналадки блока на изготовление другой детали верхнюю плиту 1 блока, стационарно установленного на прессе, поднимают вместе.с ползуном пресса так, чтобы между торцами дополнительных колонок 6 и нижней плоскостью верхней плиты 1 образовался зазор, после чего части пакета снимают с колонок 6 сначала пластину 18, затем вырубную матрицу 16 и наконец пластину 13 с пуансон-матрицей 14. После этого в обратной последовательности надевают на колонки 6 другие сменные рабочие части. Разные диаметры колонок 6 гарантируют от ошибочной сборки. Внедрение изобретения позволит максимально упростить процесс переналадки блока.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.п | |||
| Справочник по холодной штамповке | |||
| Л., Машиностроение, 1979, с.312, рис.275 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пластинчатый штамп для пробивки отверстий в листовом материале | 1972 |
|
SU586952A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
