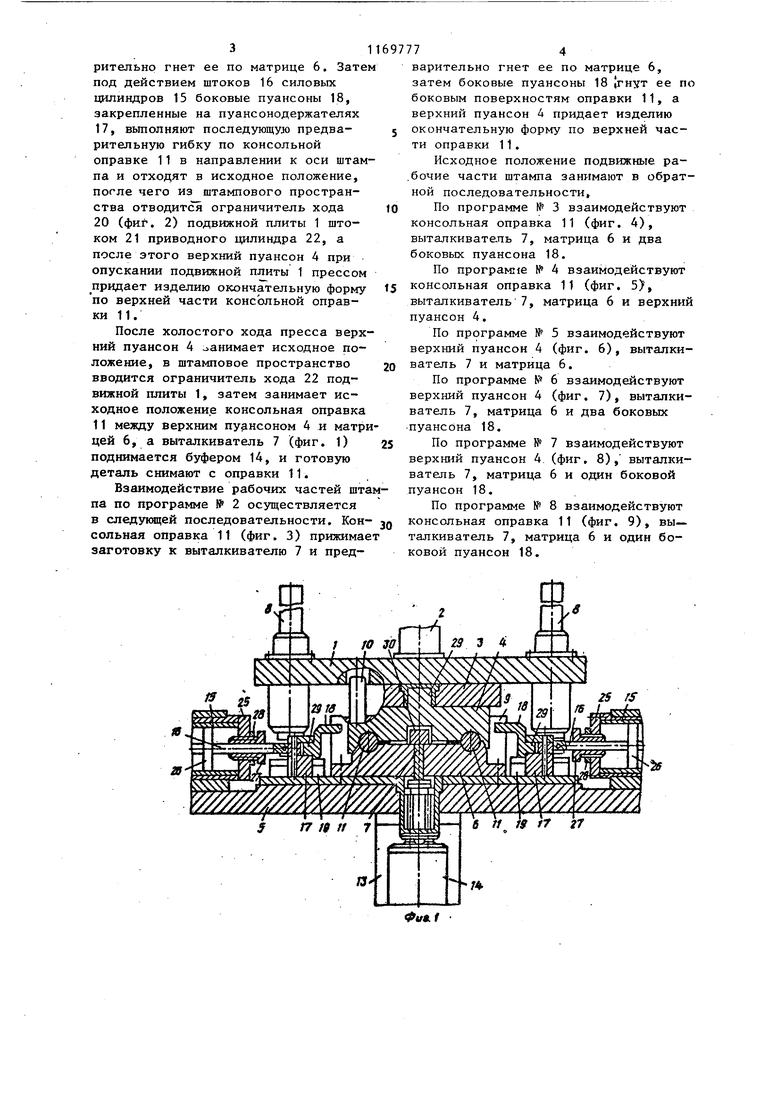
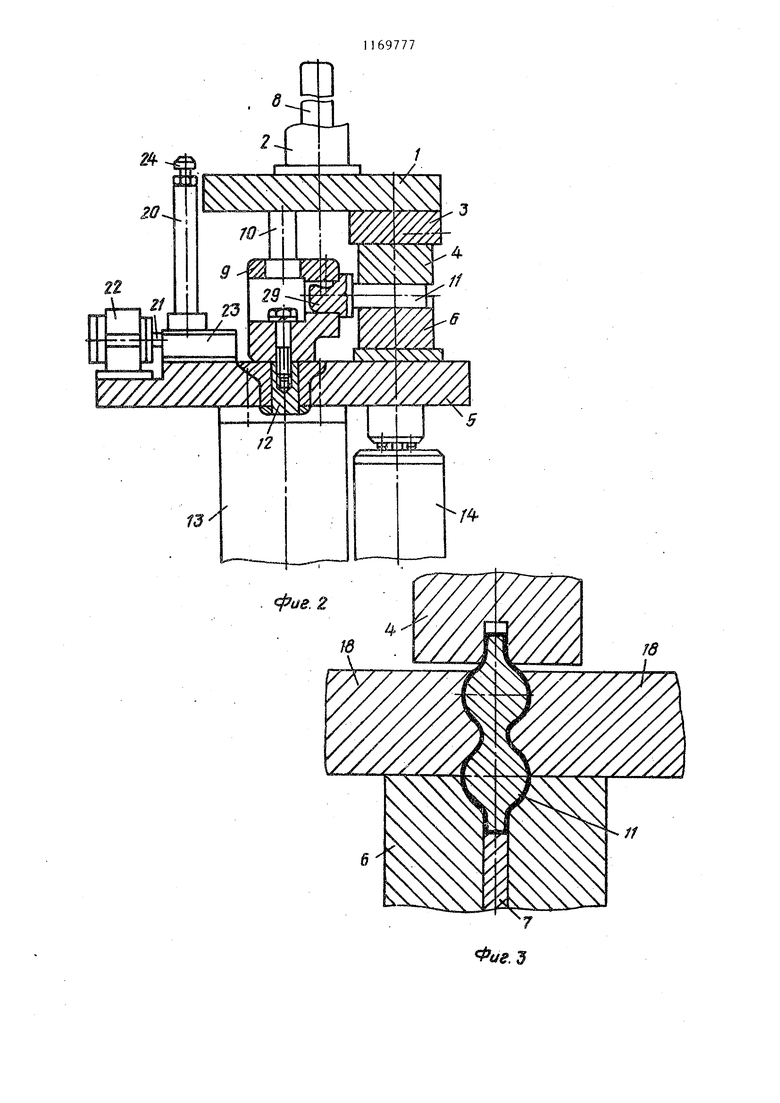
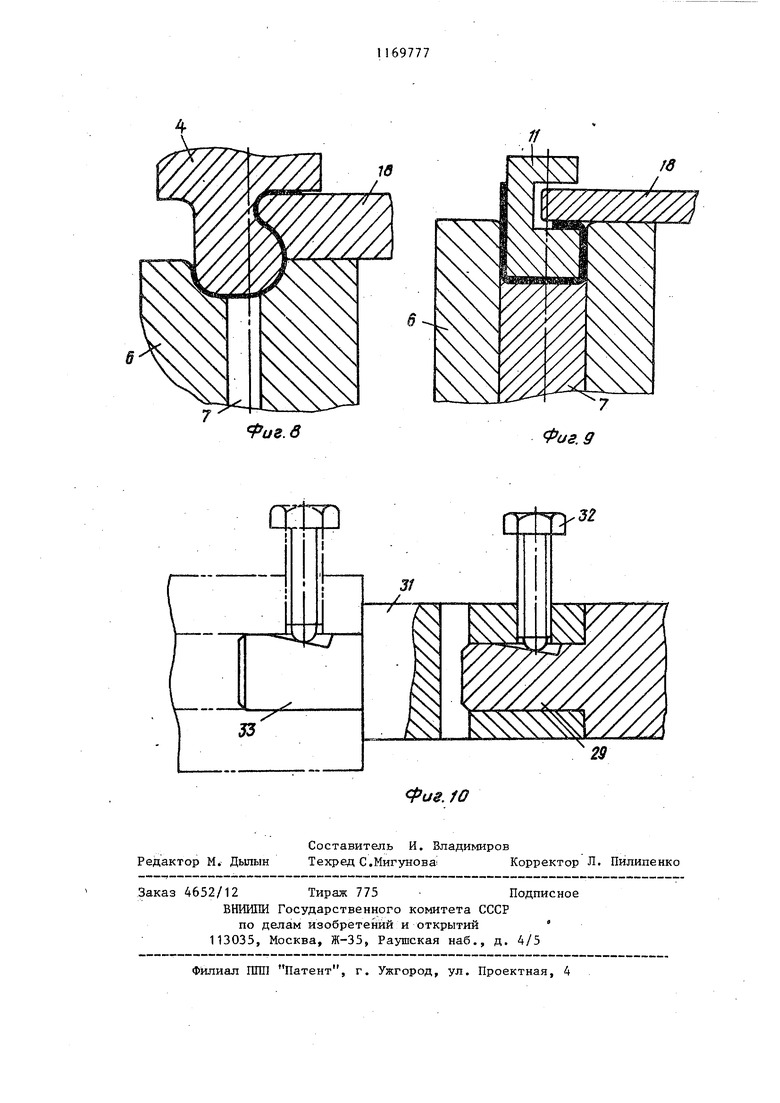
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки деталей простого и сложного контура из проволоки и листового материала, . Цель изобретения - расширение тех нологическух возможностей штампа, а также повышение производительности труда и снижение металлоемкости и себестоимости изготовления штампов. На фиг, 1 показан предлагаемый ун версал ьнью штамп с взаимодействием рабочих частей по программе № 1, про дольный разрез;, на фиг, 2 - то же, вид сбоку с частичным разрезом; на фиг, 3 - 9 - соответственно взаимоде ствие рабочих частей по программам № 2 № 8j разрезI на фиг. 10 разъем составного бокового пуансона с частичным разрезом. Универсальньм штамп содержит подвшкнуго плиту 1 (фиг, 1) с хвостовиком 2 и узлом пуансона, состоящего из пуансонодержателя 3 и верхнего пуансона 4, неподвижную плиту 5 с матрицей бив сквозном отверстии матрицы выталкивателем 7, связанную с подвижной плитой 1 направлякщими колонками 8j и узел предварительной гибки, состоящий из колодки 9 (фиг,2 связанной с направляющими 10 и несущей консольную оправку 11, выполненную из одной или двух параллельно размещенных частейj о.сь которых уста новлена перпендикулярно фронтовой ПЛОСКОСТИ штампа, при этом Осолодка 9 закреплена на штоке 12 силового-ци .лиНДРа 13 Силовой цилиндр 13 снизу и направляющие 10 сверху установлены на неподв1С сной плите 5 перпендикуляр но ее плоскости. На неподвижной плите 5 также уста новлены пневматический буфер 14 к проточке плиты 5,подпружинивающий вы талкиватель 7 матрицы 6, а два узла боковых пуансонов с приводами их встречного перемещения по обе сторон от матрицы 6 вдоль фронта штампа, каждый из которых состоит из силового цилиндра 13 (фиг, 1), приводящего штоком 16 пуансонодержатель 17 с бок вым пуансоном 18 вдоль направляющих 19. Кроме того, штамп снабжен ограни чителем хода 20 (фиг, 2) подвижной плиты 15 установленньм на неподвижной плите 5 с возможностью возвратно-постзтаательного перемещения в ее плоскости посредством штока 21 при- . водного цилиндра 22 по направляющим 23, стойка которого регулируется по высоте винтом 24 в зависимости от изменения величины штампового простран. . , ства между плитами 1 и 5, В каждую крьш1ку 25 (фиг. 1) боковых силовых цилиндров 15 ввернуто соосно штоку 16 по ограничителю перемещения поршней 26, выполненному в виде резьбовой втулки 27 с навернутой на нее гайкой 28, позволяюищ-х. регулировать рабочее положение боковых пуансонов 18, Хвостовики 29 у верхнего 4 и боковых 18 пуансонов выполнены по форме и размерам в сечении аналогичными посадочным гнездам в пуансрнодержателях 3 и 17. Оправка 11, выполненная из двух параллельно размещенных частей, дополнительно снабжена резиновым буфером 30, фиксирующим положение заготовки на выталкивателе 7 относительно рабочего ручья матриць 6. Боковые пуансоны преимущественно выполнены составными по длине из собственно /пуансона 18 с хвостовиком 29 и проставочного удлинителя 31 (фиг. 10) с гнездом под хвостовик 29 для крепления их между собой зажимным винтом 32, при этом хвостовик 33 у проставочных удлинителей 31 аналогичен хвостовику 29 боковых пуансонов 18 (фиг. 1), Предлагаемое устройство универсального штампа позволяет управление работой штампа сблокировать с управлением пресса и производить гибку деталей по восьми независимым программам взаимодействия соответственно сменным рабочим инструментом в автоматическом цикле после каждого нажатия двух кнопок Пуск электроуправления. Универсальный штамп работает следующим образом. Взаимодействие рабочих частей (инструмента). штампа по программе № 1 осуществляется по следунщему циклу. После пуска в работу под действием штока 12 (фиг. 2) силового цилиндра 13 колодка 9, перемещаясь по направляющим 10, консольной оправкой 11 прижимает заготовку к выталкивателю 7 (фиг, 1) матрицы 6 резиновым буфером 30 и предварительнр гнет ее по матрице 6, Зате под действием штоков 16 силовых цилиндров 15 боковые пуансоны 18, закрепленные на пуансонодержателях 17, вьтолняют последующую предварительную гибку по консольной оправке 11 в направлении к оси штам па и отходят в исходное положение, погле чего из штампового пространства отводится ограничитель хода 20 (фиг. 2) подвижной плиты 1 штоком 21 приводного цилиндра 22, а после этого верхний пуансон 4 при опускании подвижной плиты 1 прессом .придает изделию окончал-ельную форму по верхней части консольной оправки 11. После холостого хода пресса верх ний пуансон 4 занимает исходное положение, Б штамповое пространство вводится ограничитель хода 22 подвижной плиты 1, затем занимает исходное положение консольная оправка 11 между верхним пуансоном 4 и матр цей 6, а выталкиватель 7 (фиг. 1) поднимается буфером 14, и готовую деталь снимают с оправки 11. Взаимодействие рабочих частей шт па по программе № 2 осуществляется в следукнцей последовательности. Кон сольная оправка 11 (фиг. 3) прижима заготовку к выталкивателю 7 и предварительно гнет ее по матрице 6, затем боковые пуансоны 18 1гнут ее по боковым поверхностям оправки 11, а верхний пуансон 4 придает изделию окончательную форму по верхней части оправки 11. Исходное положение подвижные ра.бочие части штампа занимают в обратной последовательности. По программе № 3 взаимодействуют консольная оправка 11 (фиг. 4), выталкиватепь 7, матрица 6 и два боковых пуансона 18. По програмие № 4 взаимодействуют консольная оправка 11 (фиг. 5), выталкиватель 7, матрица 6 и верхний пуансон 4. По программе № 5 взаимодействуют верхний пуансон 4 (фиг. 6), выталкиватель 7 и матрица 6. По программе К 6 взаимодействуют верхний пуансон 4 (фиг. 7), выталкиватель 7, матрица 6 и два боковых пуансона 18. По программе № 7 взаимодействуют верхний пуансон 4. (фиг. 8), выталкиватель 7, матрица 6 и один боковой пуансон 18. По программе № 8 взаимодействуют консольная оправка 11 (фиг. 9), выталкиватель 7, матрица 6 и один боковой пуансон 18.
фиг.2
иё.Ъ
16
б11
Фиё.
Фиг. 5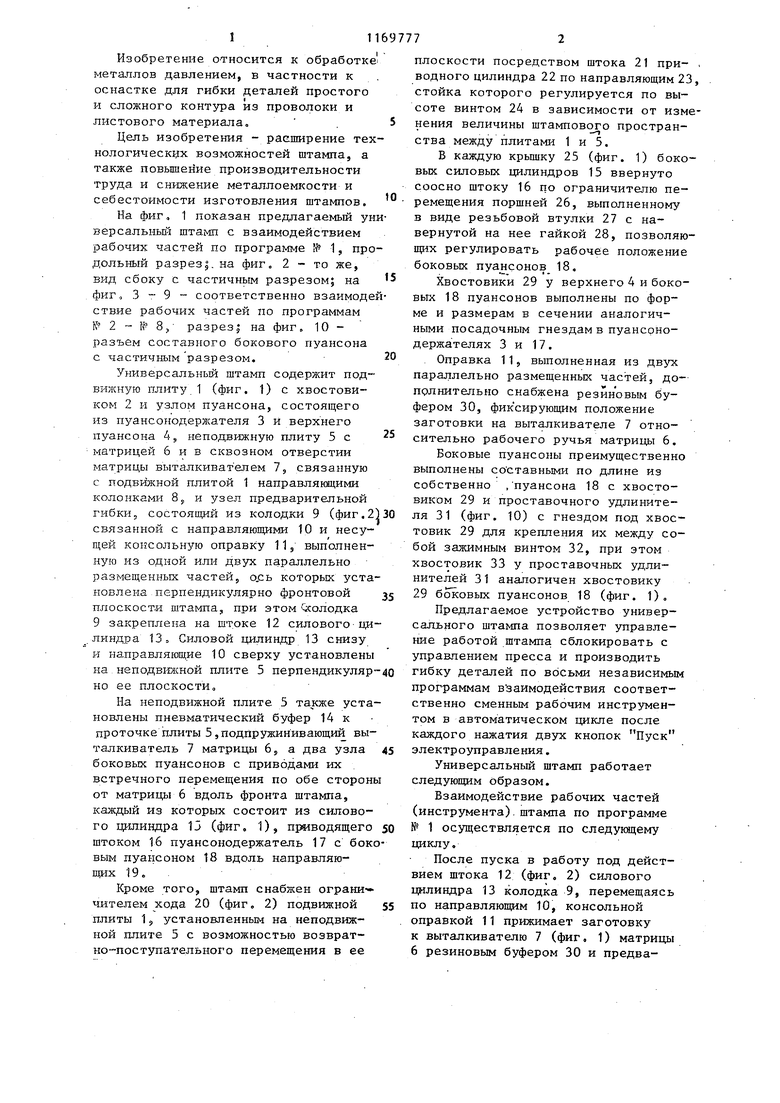
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
1. УНИВЕРСАЛЬНЬЙ ШТАМП ДЛЯ ГИБКИ ШТУЧНЫХ ЗАГОТОВОК, содержащий закрепленный н.а подвижной плите узел пуансона, установленные на неподвижной плите матрицу и в ее сквозном отверстии выталкиватель, а также размещенные по обе стороны от матрицы вдоль фронта штампа два узла боковых пуансонов с приводами их встречного перемещения, пуансонодержатели которых выполнены с гнездами для размещения хвостовой части соответствующего бокового пуансона, отличающийся тем, что, с целью расширения технологических возможностей он снабжен узлом предварительной гибки,выполненным в виде силового цилиндра, и направляющих, установленных на неподвижной плите перпендикулярно ее плоскости, а также закрепленной на штоке упомянутого силового цилиндра и размещенной на направляющих колодки с консольной бправкой, ось которой установлена перпендикулярно фронтальной плоскости штампа, а приводы узлов боковых пуансонов выполнены каждый в виде силового цилиндра с ограничи-i телем перемещения поршня. 2.Штамп поп.15отличающ и и с я тем, что каждый боковой пуансон выполнен составным по длине, при этом его хвостовая часть выполнена с гнездом для крепления другой части, аналогичным гнезду в с Ш пуансонодержателе соответствующего узла бокового пуансона. 3.Штамп поп.1,отли.чающ и и с я тем, что оправка выполнена из двух параллельно размещенных частей. 4.Штамп ПОП.1, отличающийся тем, что, каждый ограничитель перемещения порщней силовых оэ цилиндров узлов боковых пуансонов о ч выполнен в виде резьбовой втулки с гайкой, установленных на крьщ1ке силового цилиндра соосно щтоку. 5.Штамп ПОП.1, отличающийся тем, что он снабжен ограничителем хода подвижной плиты, выполненным в виде регулируемой по высоте стойки, установленной на неподвижной плите с возможностью возвратно-поступательного перемещения в ее плоскости посредством привода.
Фиг. 7 us.e Фиг. 9
| Высотный автоматический корректор смеси | 1939 |
|
SU58493A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
