Изобретение относится к области обработки металлов давлением, в частности к универсальным блокам для листовой штамповки.
Целью изобретения является расшире- ние технологических возможностей.
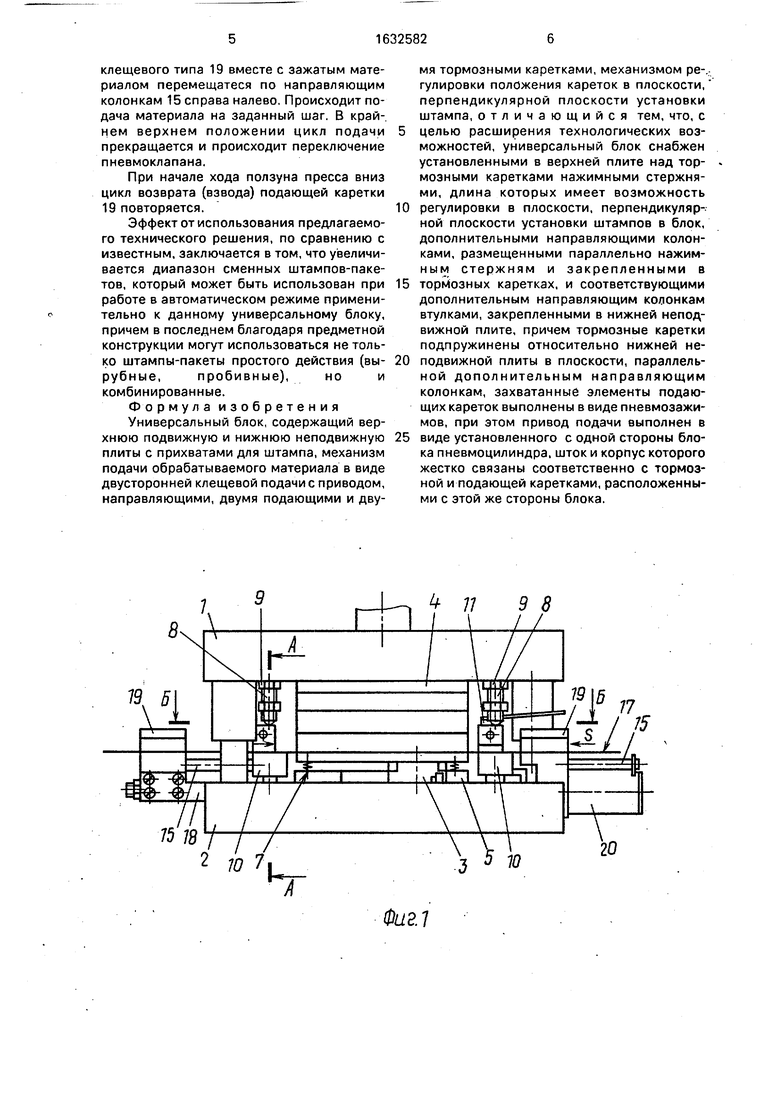
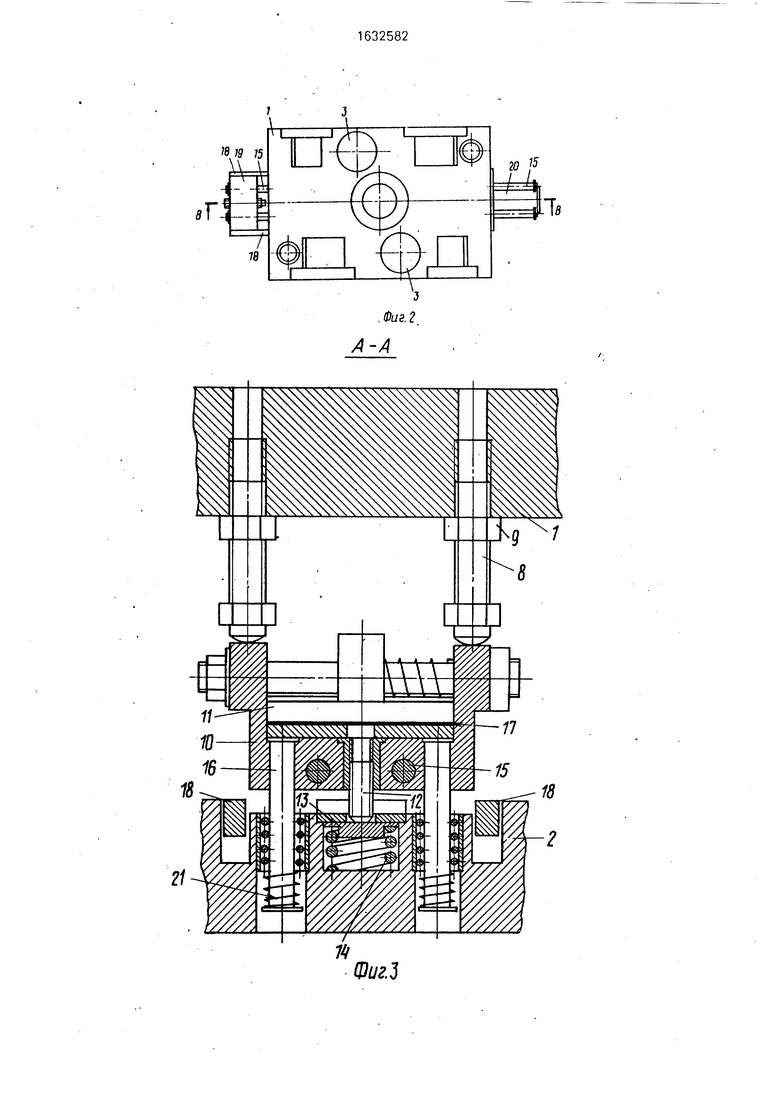
На фиг. 1 показан блок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг, 5 - разрез В-В на фиг. 2.
Универсальный блок содержит верхнюю 1 подвижную v, нижнюю 2 неподвижную плиты, в которых смонтированы прихваты 3 дпя закрепления плит 4 и 5 сменного пакета (например, типа совмещенного действия), выполненные с возможностью совершать под действием пневмопривода (не показан) вертикальное возвратно-поступательное перемещение и поворот на заданный угол в горизонтальной плоскости вокруг своей вертикальной оси. Под нижним подвижным съемником 6 сменного пакета установлены пружины 7 сжатия или резиновая пластина (не показана). В верхней плите 1 перпендикулярно ее опорной плоскости ввернуты регулируемые нажимные стержни 8 с помещенными на них стопорными гайками 9.
Под нажимными стержнями 8 над нижней плитой 2 размещены тормозные карет- ки 10 с захватными органами 11 и ввернутыми в них регулировочными винтами 12, контактирующими через опорные шайбы 13 с возвратными пружинами 14.
Кроме того, в тормозных каретках 10 перпендикулярно друг другу закреплены направляющие колонки 15 и 16. На колонках 15, расположенных параллельно направлению подачи обрабатываемого материала 17, помещены связанные между собой при помощи стяжек 18 подающие каретки 19, обладающие пневмозахватами клещевого типа. В одну из кареток 19 вмонтирован пневмоцилиндр 20, при помощи которого осуществляется подача материала 17 на заданный шаг.
На концах колонок 16, установленных в нижней плите 2 перпендикулярно ее опорной плоскости, помещены пружины 21.
Универсальный блок работает следую- щим образом.
Сменный пакет устанавливается на рабочем месте опорной плиты 1. Потом от пневмосети по каналам (не показаны), просверленным в плитах 1 и 2, подается энер- гоноситель - сжатый воздух, под действием которого осуществляются одновременный поворот в горизонтальной плоскости вокруг своей вертикальной оси и опускание прихватов 3, При этом происходит прижим плит 4 и 5 сменного пакета к опорным плитам 1 и 2.
Далее вращением вй1нтов 12 совмещают опорные плоскости тормозных кареток 10 и подвижного съемника 6.
Для обеспечения одновременного параллельного в одной плоскости опускания съемника 6 и кареток 10 выставляются и фиксируются гайками 9 размеры выступающих из плиты частей нажимных стержней 8, Потом включают пресс и при ходе ползуна вниз поступающий от пневмосети воздух подается в поршневую полость цилиндра 20, шток которого жестко соединен с одной из тормозных кареток 10. Пневматические прижимы клещевого типа в подающих каретках 19 находятся в поднятом положении. При заполнении воздухом поршневой полости цилиндра 20 подающие каретки 19 перемещаются слева направо. При этом захватные органы 11 тормозных кареток 10 зажимают материал 17 и удерживают его в неподвижном положении. Пневмопрмжимы подающих кареток 19 проскальзывают над материалом 17. В конце хода каретки 19 устанавливаются в исходное положение для последующей подачи материала на заданный шаг справа налево и под действием верхней подвижной части осуществляются опускание съемника 6 и сжатие пружин 7. Одновременно стержни 8 нажимают на каретки 10 и перемещают их вниз на необходимую величину хода вместе с подающими каретками 19, которые помещены на направляющих колонках 15.
При этом колонки 16 также опускаются вниз и ослабляют усилие сжатия пружин 21, а винты 12, опираясь на опорные шайбы 13, сжимают возвратные пружины 14.
Таким образом съемник 6, каретки 10 и 19 и обрабатываемый материал 17 перемещаются при работе штампа (пакета) в верти- кальном направлении вместе (одновременно) и в одной плоскости друг к
другу.
При обратном ходе ползуна пресса поднимаются вверх плита 1 и закрепленные в них нажимные стержни 8. При этом разжимаются пружины 7 и 14, которые поднимают съемник 6, каретки 10 и 19 и лежащий на их опорных плоскостях материал 17.
В момент выхода из соприкосновения верхней подвижной части сменного пакета со съемником стержней 8 с каретками 10 происходит переключение пневмоклапана, воздух поступает в пневматические прижимы подающих кареток 19 и происходит зажатие материала 17. При дальнейшем ходе ползуна вверх воздух поступает в штоковую полость цилиндра 20, подающая каретка
клещевого типа 19 вместе с зажатым материалом перемещатеся по направляющим колонкам 15 справа налево Происходит подача материала на заданный шаг В крайнем верхнем положении цикл подачи прекращается и происходит переключение пневмоклапана.
При начале хода ползуна пресса вниз цикл возврата (взвода) подающей каретки 19 повторяется.
Эффект от использования предлагаемого технического решения, по сравнению с известным, заключается в том, что увеличивается диапазон сменных штампов-пакетов, который может быть использован при работе в автоматическом режиме применительно к данному универсальному блоку, причем в последнем благодаря предметной конструкции могут использоваться не только штампы-пакеты простого действия (вырубные,пробивные), но и комбинированные.
Формула изобретения
Универсальный блок, содержащий верхнюю подвижную и нижнюю неподвижную плиты с прихватами для штампа, механизм подачи обрабатываемого материала в виде двусторонней клещевой подачи с приводом, направляющими, двумя подающими и двумя тормозными каретками, механизмом регулировки положения кареток в плоскости, перпендикулярной плоскости установки штампа, отличающийся тем, что, с
целью расширения технологических возможностей, универсальный блок снабжен установленными в верхней плите над тормозными каретками нажимными стержнями, длина которых имеет возможность
регулировки в плоскости, перпендикулярной плоскости установки штампов в блок, дополнительными направляющими колонками, размещенными параллельно нажимным стержням и закрепленными в
тормозных каретках, и соответствующими дополнительным направляющим колонкам втулками, закрепленными в нижней неподвижной плите, причем тормозные каретки подпружинены относительно нижней неподвижной плиты в плоскости, параллельной дополнительным направляющим колонкам, захватанные элементы подающих кареток выполнены в виде пневмозажи- мов, при этом привод подачи выполнен в
виде установленного с одной стороны блока пневмоцилиндра. шток и корпус которого жестко связаны соответственно с тормозной и подающей каретками, расположенными с этой же стороны блока.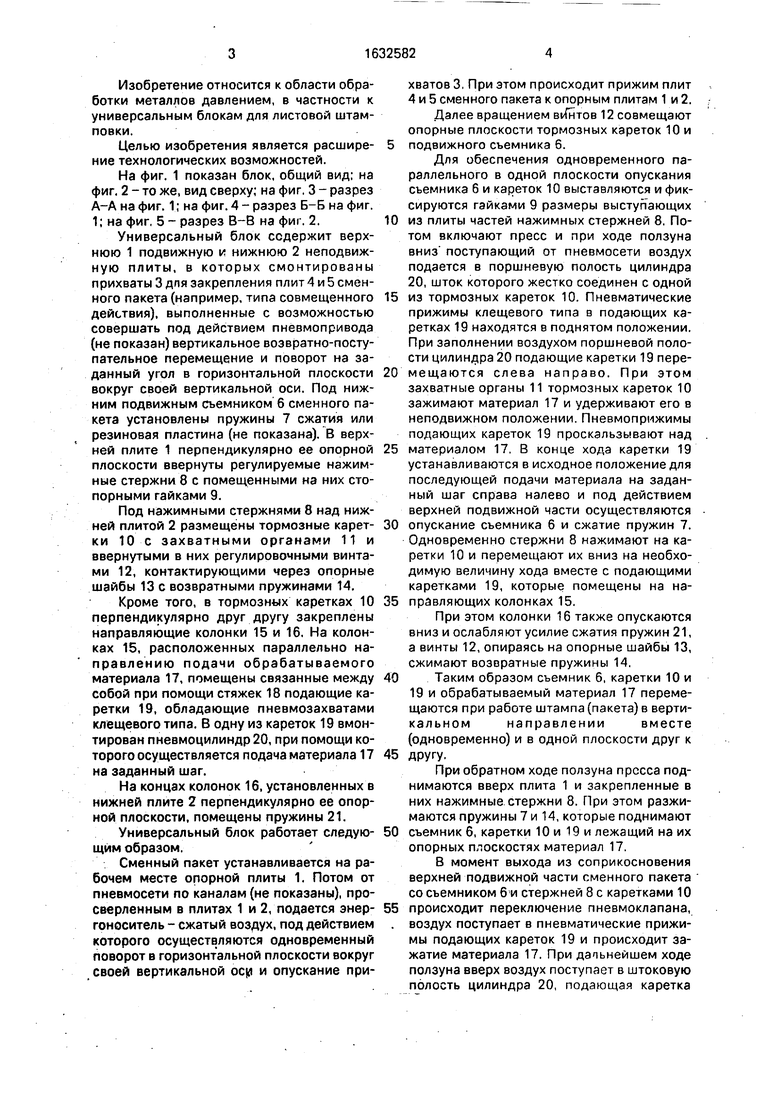
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки материала | 1980 |
|
SU946741A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1987 |
|
SU1456270A1 |
| Узел крепления сменных частей штампа к плитам блока | 1987 |
|
SU1496896A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1338938A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для подачи длинномерного материала в рабочую зону штампа | 1985 |
|
SU1292881A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
Изобретение относится к обработке ме-- таллов давлением, в частности к универсальным блокам для листовой штамповки. Цель изобретения - расширение технологических возможностей. Универсальный блок содержит верхнюю 1 подвижную и нижнюю 2 неподвижную плиты, в которых смонтированы прихваты 3 для закрепления плит 4 и 5 сменного пакета. Под нижним подвижным съемником 6 сменного пакета установлены пружины 7 сжатия. В верхней плите 1 пер- лендикулярно ее опорной плоскости ввернуты регулируемые нажимные стержни 8 с помещенными на них стопорными гайками В-В 18 15 Я / 14102 5 576 141213 Фиг 5 9. Под нажимными стержнями 8 над нижней плитой 2 размещены тормозные каретки 10 с захватными органами 11 и ввернутыми в них регулировочными винтами 12, контактирующими через опорные шайбы 13 с возвратными пружинами 14. В тормозных каретках 10 перпендикулярно одна другой закреплены направляющие колонки 15. На колонках 15, расположенных параллельно направлению подачи обрабатываемого материала 17, помещены связанные между собой при помощи стяжек 18 подающие каретки 19, имеющие пневмозахваты клещевого типа. В одну из кареток 19 вмонтирован пневмоцилиндр 20, при помощи которого осуществляется подача материала 17ла заданный шаг. Указанная конструкция обеспечивает одновременное перемещение в одной плоскости съемника 6, кареток 10 и 19 и обрабатываемого материала 17. Универсальный блок позволяет использовать не только штампы-пакеты простого действия (вырубные, пробивные), но и совмещенные. 5 ил, О со ю ел 00 ю 20
8
-л 4- 77 В 8 I / / /
1
- i 15
3 5
20
Фиг.1
€
(Ъ
rv
СП
to го
01
CD
to
I
| Фойгельман I | |||
| А | |||
| Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки | |||
| М.: Машиностроение, 1980, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
