Изобретение относится к обработк металлов давлением, в частности к материалам контроля качества штампо для листовой штамповки. .Известен способ измерения величи ны износа инструментов разделительных штампов, состоящий в том, что инструмент внедряют в обрабатываемы материсш и измеряют интервал времен между началом внедрения и появлением скалывающих трещин t . Недостатком указанного способа является сложность преобразующих звеньев измерительной систе1 & 1. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ определения величины износа рабочих инструментов разделительных штампов непосредственно в процессе штамповки, состоящий в том, что пуансон электроизолируют и .внедряют в заготовку, а затем измеряют величину термоэлектродвижущей силы, возникагощей между ними и .другим объектом, расположенным в штампе, выполненным И8 материала с иным элекфрофизическим сопротивлением и также электроизолированным С2 3. Недостатком известного способа является то, что в качестве другого объекта используют еще один пуансон а это накладывает дополнительно погрешность на измерение, так как изнгшиваются оба пуансона. Кроме того, область применения способа ог раничена и не охватывает однопуансо ных штампов. Цель изобретения - повышение точности определения и расширение номен клатуры контролируемых штампов, Поставленная цель достигается тем, что согласно способу определеНИН величины износа рабочих инструментов разделительных штампов непосредственно в проце.ссе штамповки, состоящему в том, что пуансон элек троизолируют и внедряют в заготовку , а затем измеряют величину термо-ЭДС возникающей между ним и другим объектом, расположенным в штампе, выполненным из материала с иным электрофизическим сопротивлением и также электроизолированным, в качестве другого объекта используют обрабатываекий материал. На чертеже представлен штамп для осуществления способа. Штамп содержит верхнюю плиту 1, на которой установлен пуансон 2, электроизолированный прокладкой 3, и нижнюю плиту 4, на которой установлена матрица 5, электроизолированная прокладкой 6,и съемник 7 из электроизоляционного материала. Пуансон 2 выполнен из материала с ииым электрофизическим сопротивлением, чем обрабатываемый матёригш 8, и связан с ним электрической цепью 9, в которой установлен регистрирующий прибор (не показан). Способ осуществляют следующим образом. При внедрении пуансона 2 в обрабатываемый материал 8 между ними возникает термо-ЭДС, которая регистч рируется прибором и величина которой зависит от степени износа рабочих кромок пуансона 2. Прибор, установленный в цепи 9, оттарирован определенным образом для регистрации термо-ЭДС. Внедрение изобретения позволит повысить точность определения величины износа пуансона и расширить номенклатуру контролируемых штампов.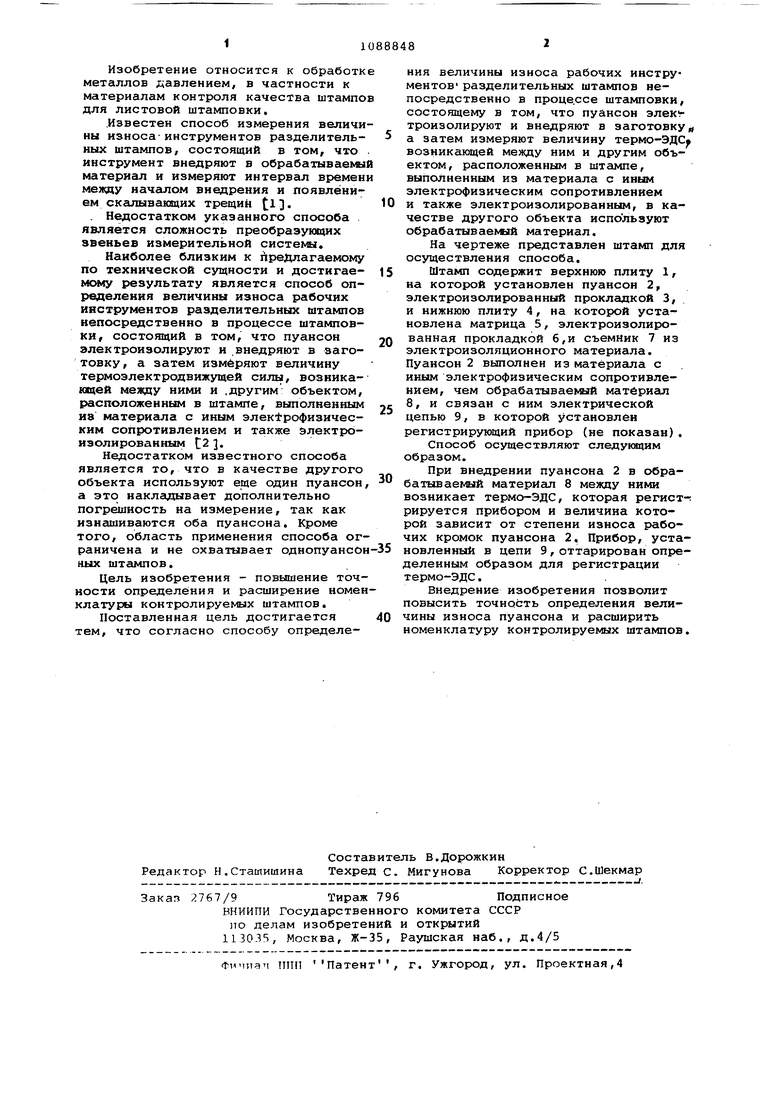
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения величины износа рабочих инструментов разделительных штампов | 1982 |
|
SU1055557A1 |
| Способ измерения величины износа и контроля вырубно-пробивных штампов | 1978 |
|
SU775662A1 |
| Способ определения величины и равномерности зазора между режущими кромками | 1987 |
|
SU1480916A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Способ изготовления плоских деталей из высокопрочного чугуна | 2017 |
|
RU2695402C2 |
| "Способ изготовления изделий типа "стакан" | 1990 |
|
SU1792788A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПИРАЮЩИХ УСИЛИЙ | 1966 |
|
SU179061A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТИ ИНСТРУМЕНТА | 2014 |
|
RU2570604C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ИЗНОСА РАБОЧИХ ИНСТРУМЕНТОВ РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ непосредственно в процессе штамповки, состоящий в том, что пуансон электроизолируют и внедряют в заготовку, а затем измеряют величину термо-ЭДС, возникающей между ними и другим объектом, расположенным в штампе, выполненным из материала с иным электрофизическим сопротивлением и также электроизолированным, отличающийс я тем, чтсЗ, с целью повышения точности определения и расширения номенклатуры контролируемых штампов, в качестве другого объекта используют обрабатываеьшй материал. 00 00 00 4 оо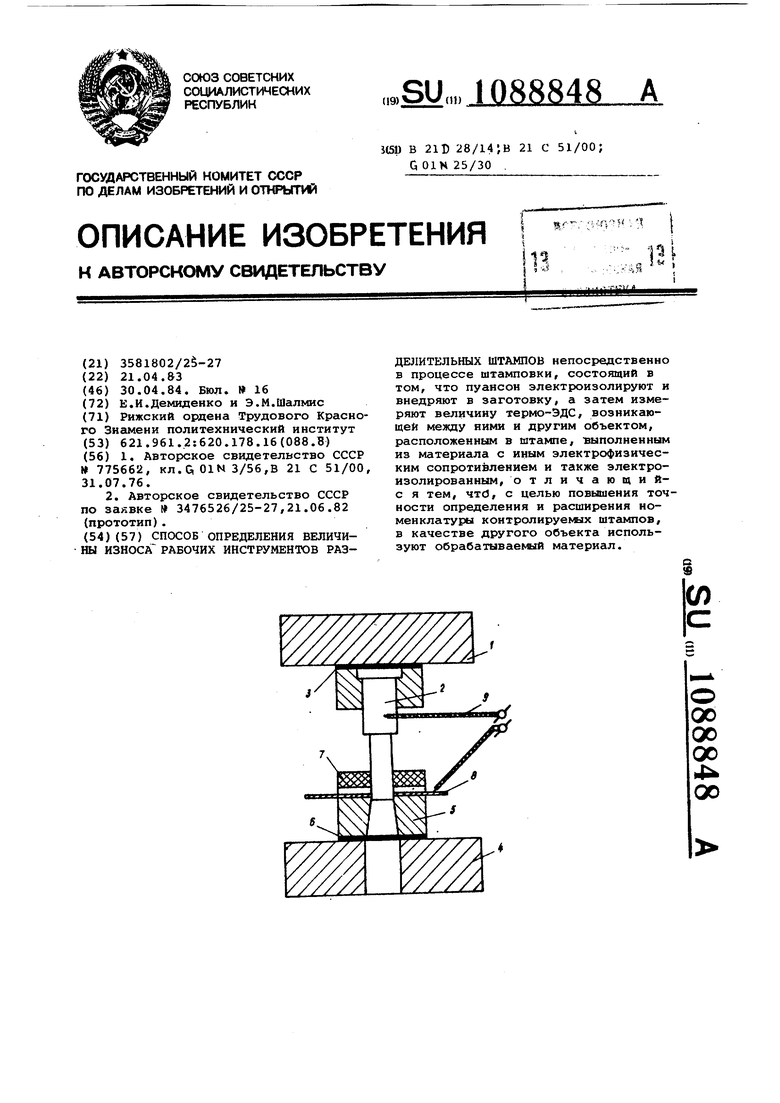
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ измерения величины износа и контроля вырубно-пробивных штампов | 1978 |
|
SU775662A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 3476526/25-27,21.06.82 (прототип). | |||
