Изобретение относится к обработке металлов давлением, в частности к средствам контроля за состоянием разделительных штампов непосредственно в процессе работы. Известен способ оценки состояния рабочих инструментов разделительных штам,пов, состоящий в том, что измеряют величину заусенца на полученной детали и по этой величине определяют степень износа инструментов 1. Недостатком указанного способа является необходимость остановки работы для измерения величины заусенца, что влечет за собой перерыв в работе и простои. Наиболее близким по технической сути и достигаемому результату к изобретению является способ определения величины износа рабочих инструментов разделительных штампов непосредстввенно в процессе штамповки, состоящий в том, что закрепленный в штампе пуансон внедряют в обрабатываемый материал и производят измерения после начала их взаимодействия 2. Недостатки известного способа состоят в том, что величина износа определяется путем измерения процессов, протекающих в обрабатываемом материале и связанных -с происходящими в Нем деформациями, что влечет необходимость применения тензодатчиков и достаточно сложной аппаратуры для преобразования замеренных величин 13 приемлемую для восприятия формы и усложнения процесса определения величины износа. Цель изобретения - упрощение процесса определения величины износа. Цель достигается тем, что согласно способу определения величины износа рабочих инструментов разделительных штампов непосредственно в процессе штамповки, состоящего в том, что закрепленный в штампе пуансон внедряют в обрабатываемый материал и производят измерения после начала их взаимодействия, в штампе устанавливают второй пуансон, изготовленный из материала с иным электрическим сопротивлением, чем первый, и электроизолируют от него, внедряют в материал второй пуансон одновременно с первым, измеряют величину термоэлектродвижушей силы между двумя пуансонами и по ней определяют величину износа. На чертеже представлен штамп, реализующий способ. Штамп содержит пуансоны 1 и 2, изготовленные из материалов с различным электрическим сопротивлением (например, сталь PI8 и твердый сплав ВК-20) и электроизолированные друг от друга и от верхней плиты 3 прокладками 4 и 5, съемник 6, выполненный из электроизоляционного материала, матрицу 7, электроизолированную от нижней плиты 8 прокладкой 9, и схематично показанную электрическую цепь 10 с регистрирующим прибором (не показан), связывающую пуансоны. Способ реализуется следующим образом. При внедрении пуансонов 1 и 2 в обрабатываемый материал. 11 они образуют естественную термопару. Величина термоэлектродвижущей силы, возникающей ц термопаре, зависит от степени износа пуансонов 1 и 2, что и регистрируется специально оттарированным прибором, установленным в электрической цепи 10. Внедрение изобретения позволит упростить процесс обслуживания при сохранении одновременности процесса контроля и процесса работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения величины износа рабочих инструментов разделительных штампов | 1983 |
|
SU1088848A1 |
| Способ измерения величины износа и контроля вырубно-пробивных штампов | 1978 |
|
SU775662A1 |
| Способ определения величины и равномерности зазора между режущими кромками | 1987 |
|
SU1480916A1 |
| Штамп для резки листового материала | 1984 |
|
SU1148727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ШТАМПОВОГО ИНСТРУМЕНТА | 1971 |
|
SU289854A1 |
| Способ изготовления штампов | 1989 |
|
SU1692709A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНИХ ТЕМПЕРАТУР ПЛОЩАДОК КОНТАКТА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА С ПЕРЕДНЕЙ И ЗАДНИМИ ПОВЕРХНОСТЯМИ ТОКАРНОГО РЕЗЦА И ИХ ПРОТЯЖЕННОСТЕЙ | 2004 |
|
RU2278001C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ВЕличи iы ИЗНОСА РАБОЧИХ ИНСТРУМЕНТОВ РАЗДЕЛИТЕЛЬНЫХ ШТАМПОВ непосредственно в процесе штамповки, состоящий в том, что закрепленный в штампе пуансон внедряют в обрабатываемый материал и производят измериния после качала их взаимодействия, отличающийся тем, что с целью упрощения процесса, в штампе устанавливают второй пуансон, изготовленный из материала с иным электрическим сопротивлением, чем первый, и электроизрлируют от него, внедряют в материал второй пуансон одновременно с первым, измеряют величину термоэлектродвижущей силы между двумя пуансонами и по ней определяют величину износа. (Л ел ел СЛ СЛ 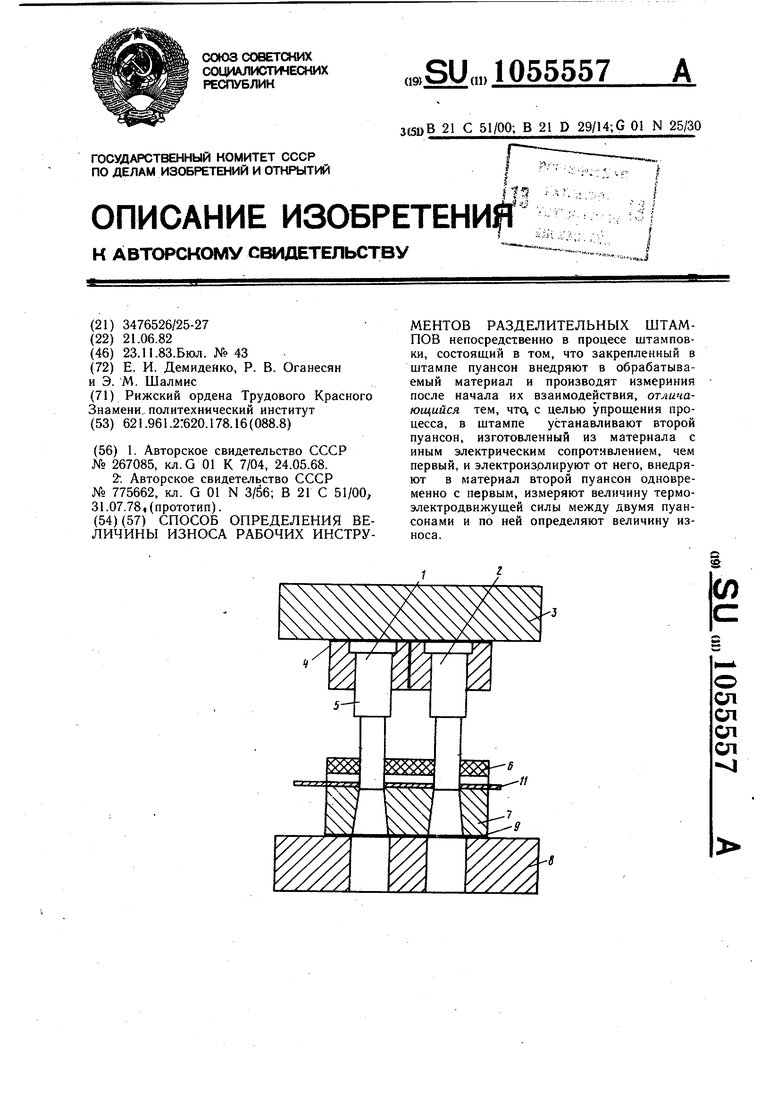
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ И УГЛОВЫХ РАЗМЕРОВ ДЕТАЛЕЙ | 0 |
|
SU267085A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ измерения величины износа и контроля вырубно-пробивных штампов | 1978 |
|
SU775662A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
