2, Устройство по п. I, отличающееся тем, что второй боек также выполнен плоским, связан с источником ультразвуковых колебаний и установлен под углом 5-15° к направлению подачи заготовки,
3 Устройство по п. 1, отличающееся TSiM, что
второй боек выполнен цилиндрическим.
4 .yt;;тройство по пп.2 и 3, о тличаюгцееся тем, что оно имеет приспособление для подачи ленты, выполненное в виде электромагнитной катушки, расположенной на выходе загсхтовки из очага деформации.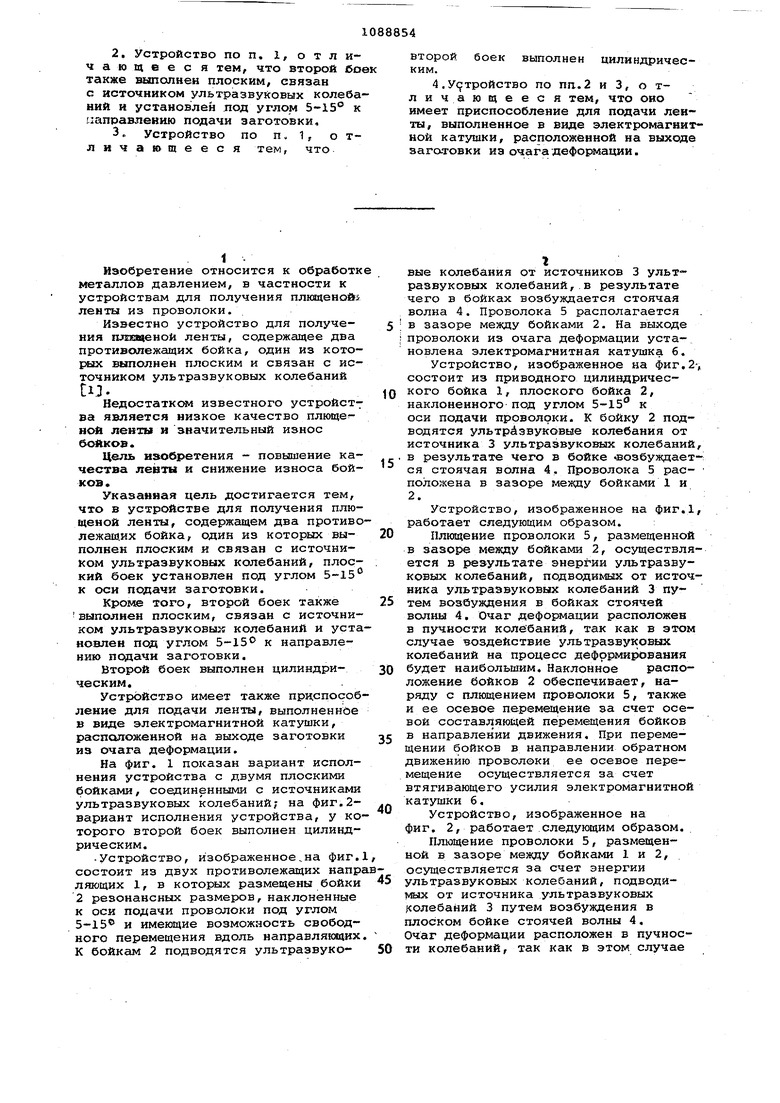
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плющения лент и устройство для его осуществления | 1979 |
|
SU865474A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для плющения проволоки | 1976 |
|
SU608593A1 |
| Устройство для плющения проволоки | 1977 |
|
SU624689A1 |
| Устройство для плющения ленты из проволоки | 1987 |
|
SU1459792A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕЙ КРОМКИ НА ПЛОСКИХ ИЗДЕЛИЯХ | 1989 |
|
RU2050222C1 |
| Устройство для плющения ленты | 1977 |
|
SU627895A1 |
| Устройство для плющения проволоки | 1977 |
|
SU716685A1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
| Устройство для плющения магнитной проволоки | 1977 |
|
SU709227A1 |
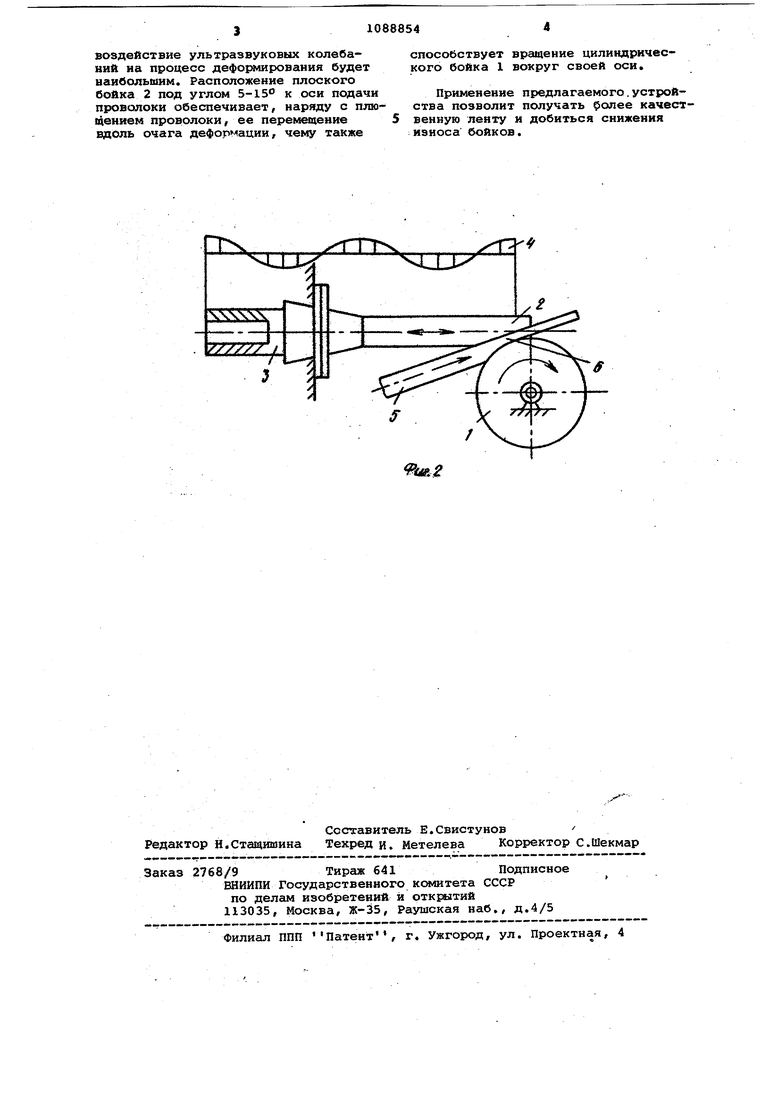
1. УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПЛЮЩЕНОЙ ЛЕН1Ы, содержащее два противолежащих бойка, один из которых выполнен плоским и связан с источником ультразвуковых колебаний, о тличающееся тем, что, с целью повышения -качества ленты и снижения износа бойков, плоский боек установлен под углом 5-15 к оси подачи заготовки.
Изобретение относится к обработк металлов давлением, в частности к устройствам для получения плющеной ленты из проволоки. Известно устройство для получения плхзденой ленты, содержащее два противолежащих бойка, один из которых выполнен плоским и связан с источником ультразвуковых колебаний Недостатке известного устройств ва является низкое качество плюще ной ленты и значительный износ белков. Цель изобретения - повышение качества ленты и снижение износа бойков . Указанная цель достигается тем, что в устройстве для получения плющеной ленты, содержащем два противо лежаш,их бойка, один из которых выполнен плоским и связан с источником ультразвуковых колебаний, плоский боек установлен под углом 5-15° к оси подачи заготовки. Кроме того, второй боек также выполнен плоским, связан с источником ультразвуковых колебаний и уста новлен под углом 5-15 к направлению подачи заготовки. Второй боек выполнен цилиндрическим,. Устройство имеет также приспособ ление для подачи ленты, выполненное в виде электромагнитной катушки, расположенной на выходе заготовки из очага деформации. На фиг. 1 показан вариант исполнения устройства с двумя плоскими бойками, соединенными с источниками ультразвуковых колебаний; на фиг.2вариант исполнения устройства, у ко торого второй боек выполнен цилиндрическим. Устройство, изображенное на фиг. состоит из двух противолежащих напра ляющих 1, в которых размещены бойки 2 резонансных размеров, наклоненные к оси подачи проволоки под углом 5-15® и имеющие возможность свободного перемещения вдоль направляквдих К бойкам 2 подводятся ультразвуковые колебания от источников 3 ультразвуковых колебаний,.в результате чего в бойках возбуждается стоячая волна 4. Проволока 5 располагается в зазоре между бойками 2. На выходе проволоки из очага деформации установлена электромагнитная катушка 6. Устройство, изображенное на фиг,2-, состоит из приводного цилиндрического бойка 1, плоского бойка 2, наклоненного под углом 5-15 к оси подачи проволоки. К бойку 2 подводятся ультразвуковые колебания от источника 3 ультразвуковых колебаний, в результате Чего в бойке -возбуждается стоячая волна 4. Проволока 5 рас- положена в зазоре между бойками 1 и 2. Устройство, изображенное на фиг,1, работает следующим образом. : Плкядение проволоки 5, размещенной в зазоре между бойками 2, осуществляется в результате энергии ультразвуковых колебаний, подводимых от источника ультразвуковых колебаний 3 путем возбуждения в бойках стоячей волны 4, Очаг деформации расположен в пучности колебаний, так как в этом случае воздействие ультразвуковых колебаний на процесс деформирования будет наибольшим. Наклонное расположение бойков 2 обеспечивает, наряду с плющением проволоки 5, также и ее осевое перемещение за счет осевой составляющей перемещения бойков в направлении движения. При перемещении бойков в направлении обратном движению проволоки ее осевое перемещение осуществляется за счет втягивающего усилия электромагнитной катушки 6. Устройство, изображенное на фиг, 2, работает следующим образом. Плющение проволоки 5, размещенной в зазоре между бойками 1 и 2, осуществляется за счет энергии ультразвуковых колебаний, подводимых от источника ультразвуковых 1 олебаний 3 путем возбуждения в плоском бойке стоячей волны 4, Очаг деформации расположен в пучности колебаний, так как в этом случае
воздействие ультразвуковых колебаний на процесс деформирования будет наибольшим. Расположение плоского бойка 2 под углом 5-15 к оси подачи проволоки обеспечивает, наряду с плющением проволоки, ее перемещение вдоль очага деформации, чему также
способствует вращение цилиндрического бойка 1 вокруг своей оси.
Применение предлагаемого.устройства позволит получать $олее качественную ленту и добиться снижения износа бойков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Северденко В.П | |||
| и др | |||
| Обработка металлов давлением и ультразвук | |||
| Минск, Наука и техника, 1973, с.84, фиг | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
