(54) СПОСОБ ПЛЮЩЕНИЯ ЛЕНТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления биметаллических или многослойных микролентJ из труднодеформируемых материалов.
Снижение сопротивления деформации и повышение пластических свойств металлов и сплавов является основной проблемой теории и технологии обра- jботки металлов давлением.
Известен способ плющения лент и устройство для его осуществления, включающий операции деформации ленты с использованием энергии ультразвука между колеблющимся в поперечном нап- 15 равлении бойком и вращающимся валком, причем валок покрыт демпфирующим материалом и несет боек, выполненный в виде кольца с длиной средней окружности, кратной половине длины волны 20 в материале кольца (ijНедостаток способа - невысокая интенсивность процесса плющения ленты.
Наиболее близким к предлагаемому по технической сущности является спо- -- соб плющения ленты и устройство для его осуществления, включающий операции деформации ленты с использованием энергци ультразвука между колеблющимся в поперечном направлении плос-30
КИМ бойком и колеблющимся цилиндрическим валко.м 2 .
Недостатком известного способа является невысокое качество ленты и низкая производительность процесса.
Цель изобретения - интенсификация процесса плющения и получения биметаллических материалов с высоким качеством соединения составляющих путем создания в очаге деформации стоячей волны максимальной амплитуды, а также повышение производительности, упрощения конструкции и уменьшения габаритов устройства.
Поставленная цель достигается тем, что в известном .способе.плющения лент, включающем операцию деформации ленты с использованием энергии ультразвука между колеблющимся в поперечном направлении плоским бойком и колеблющимся в продольном направлении цилиндрическим валком, ленту огибают вокруг цилиндрического валка, разметая ее в винтовой канавке переменного сечения с шагом, кратным двум длинам продольной ультразвуковой волны, а плоские бойки располагают в направлении радиуса цилиндрического валка вдоль винтовой канавки на расстояниях, соответствующих повороту от предыдущего бойка к последующему на угол кратный Эо Кроме того, плющение ведут одновременно по крайней мере двух лент, размещенных по двум винтовым линиям,причем устройство для осуществления способа плющения ленты, содержащее плоский боек и цилиндрический валок, к которым подведены источники ультразвуковых колебаний, цилиндрический валок снабжен направляющей винтовой канавкой переменного профиля, а плоские бойки установлены вдоль винтовой в местах пучности радиальных колебаний цилиндрического валка.
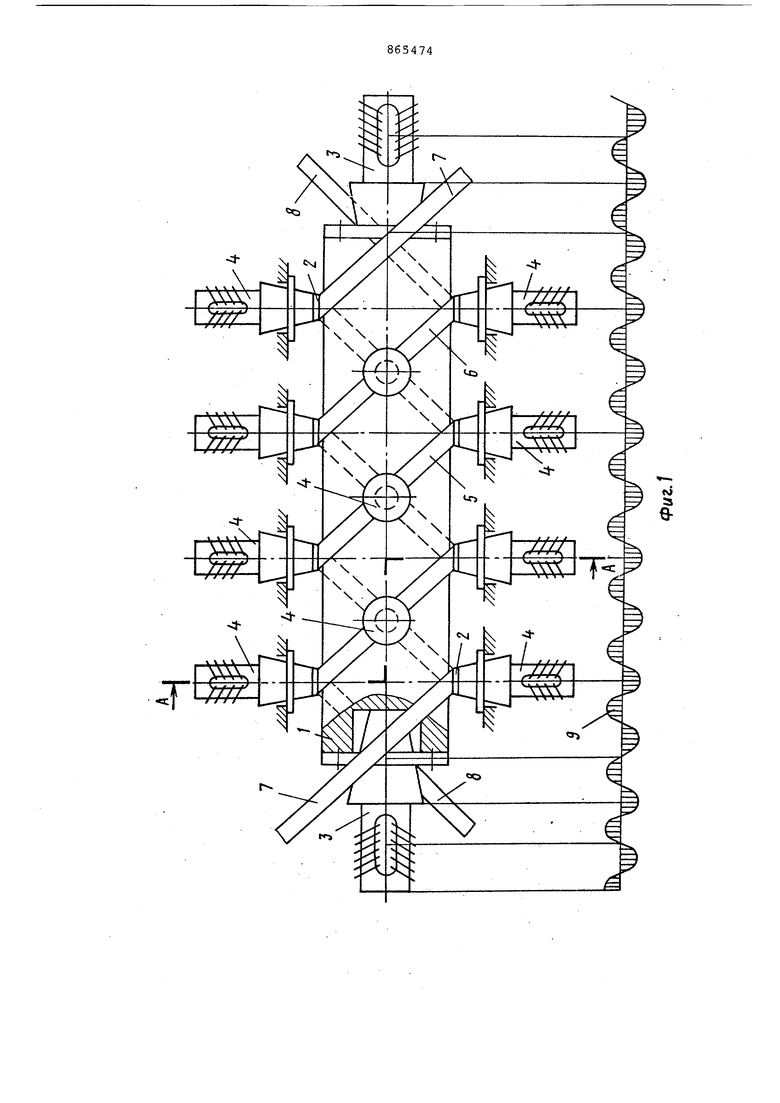
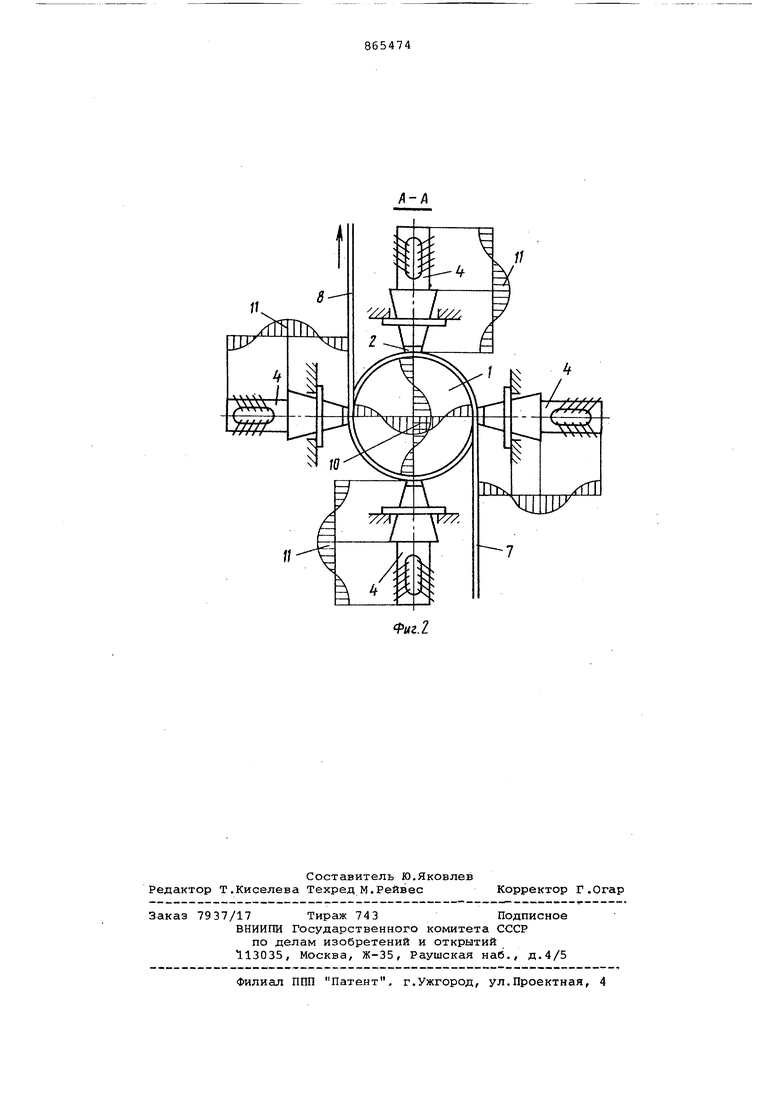
На фиг.1 показано устройство с компоновкой деформирующего инструмента и распределением ультразвуковой волны по сечениям цилиндрического валка, продольный разрез, на фиг.2разрез А-А на фиг.1-.
Устройство состоит из приводного цилиндрического валка 1, плоских, бойков 2, источников 3 и 4 ультразвуковых колебаний УЗК., Цилиндрический валок 1 имеет винтовые канавки 5 и б, которые расположены с шагом, кратным двум длинам продольной ультразвуковой волны. В винтовых канавках размещены ленты 7 и 8. Цилиндрический валок 1 совершает под действием источников 3 УЗК, расположенных на его торцах с обеих сторон, колебания в продольном 9 и радиальном
10направлениях. Плоские бойки 2 расположены в пучности колебаний 11 источников 4 УЗК.
Способ осуществляется следующим образом.
Ленты 7 и 8 огибают вокруг приводного цилиндрического валка 1 по винтовым канавкам 5 и 6.
При движении лент в цилиндрическом валке создают продольные 9 УЗК, которые инициируют рещиальные 10 УЗК. В плоских бойках 2 создают радиальные
11УЗК, совпадающие по фазе с радиальными 10 УЗК. При повороте валка 1 ленты 7 и 8 последовательно подвергают плющению плоскими бойками 2, расположенными в сечениях, соответствующих совпадению пучностей УЗК 10 и 11 Так как в очаге деформации создается стоячая волна максимальной амплитуды то этот способ особенно эффективен при получении биметашлических материалов . В этом случае ленты 7 и 8 представляют собой биметаллические заготовки, собранные из двух или нескольких лент, которые подвергают многопозиционному деформированию.
Способ приемлем и для получения плющенки из проволоки.
Пример . На установке ультразвукового плющения проводят деформацию проволоки из вольфрама марки ВА. Проволоку 0,16 мм. и ф 0,08 мм плющат I до размеров ленты соответственно 0,10x0,20 мм и 0,05 х 0,10 мм.
Пригодность ленты оценивают числом перегибов и спиралезуемостью на керн, диаметром равным.6-10 толщинам плющенки.
Испытания показали высокое качество получаемой ленты, которая выдерживала 6-8 перегибов и подвергалась спиралезуемости без расслоений, причем металлографический анализ показал отсутствие микротрещин и других дефектов .
Формула изобретения
1.Способ плющения лент, включающий операции деформации ленты с использованием энергии ультразвука между колеблющимся в поперечном направлении бойком и колеблющимся в продольном направлении цилиндрическим валком, отличающийся тем что, с целью интенсификации процесса плющения и осуществления возможности получения биметаллических материалов с высоким качеством соединения составляющих путем создания в очаге деформации стоячей волны максимальной амплитуды, ленту огибают вокруг цилиндрического валка, размещая ее в винтовой канавке переменного сечения с шагом, кратным, по крайней мере двум длинам продольной ультразвуково волны, а плоские бойки располагают в направлении радиуса цилиндрического валка вдоль винтовой канавки на расстояниях, соответствуюдих повороту
От предыдущего бойка к последующему на угол кратный например 90 .
2.Способ ПОП.1, отличающийся тем, что, с целью повышения производительности процесса, плющение ведут одновременно по крайней мере двух лент, размещенных по двум винтовым канавкам.
3.Устройство для осуществления способа плющения ленты по пп.1 и 2, содержащее плоский боек и цилиндрический валок, к которым подведены источники ультразвуковых колебаний, отличающееся тем, ч:то,
с целью повышения производительности упрощения конструкции и уменьшения габаритов, цилиндрический валок снабжен направляющей винтовой канавкой переменного профиля, а плоские бойки установлены вдоль винтовой канавки в местах пучности радиальных колебаний цилиндрического валка.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 667795, кл. В 21 F 21/00, 1978.
2.Авторское свидетельство СССР № 486652, кл. В 21 F 21/00, 1975.
s
IS
еfl

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения плющеной ленты | 1978 |
|
SU1088854A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для плющения ленты | 1977 |
|
SU627895A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
| Устройство для плющения проволоки | 1976 |
|
SU608593A1 |
| Устройство для плющения ленты из проволоки | 1987 |
|
SU1459792A1 |
| Устройство для плющения проволоки | 1977 |
|
SU716685A1 |
| Устройство для плющения проволоки | 1984 |
|
SU1235599A1 |
| Способ изготовления изделий с периодическим профилем | 1991 |
|
SU1779451A1 |