Изобретение относится к обработке металлов давлением и может быть использо- ва1но для плющения проволоки в ленту.
Цель изобретения - повышение качества ленты.
На чертеже показано предлагаемое уст- 5 ройство, общий вид.
Устройство представляет собой акустическую резонансную систему, состоящую из ис гочника 1 ультразвуковых колебаний, сое- ди|ненного с концентратором 2, на торце ю которого закреплен приводной боек 3. На опЬре 4 установлен цилиндрический боек 5. К4либрующий участок рабочей поверхности приводного бойка 3 выполнен охватывающим цилиндрический боек, например, от ве|этикальной оси концентратора 2 до выхода из очага деформации калибрующего уч|астка. Для обеспечения равномерного за- зо|)а между бойками по длине очага дев результате того, что приложение нагрузки имеет циклический характер, на поверхности ленты образуются гребещки с ща- гом равным
.f,
где g - шаг гребней на поверхности ленты;
V - скорость перемещения ленты в очаге деформации;
/ - частота колебаний плоского бойка.
Максимальная высота гребешков может достигать значения, определяемого по формуле
о 9
s
D
где S- максимальная высота гребешков; D - диаметр цилиндрического бойка. Из приведенных зависимостей видно, что
фс|рмации калибрующего участка в процес-для уменьшения шага и амплитуды гребешсеI плющения радиус кривизны калибрую- 20 ков на поверхности ленты необходимо умень- щёго участка приводного бойка 3 выпол-шать скорость перемещения ленты в очаге
не(1 равным сумме радиуса цилиндрическогодеформации, увеличивать частоту колебаний
бойка 5 и высоты очага деформации.приводного бойка и увеличивать диаметр
i Устройство работает следующим образом.цилиндрического бойка.
; При прохождении заготовки между при-Уменьшение скорости плющения ведет к
водным бойком 3, совершающим механичес- 25 снижению производительности процесса. При кие колебания с ультразвуковой частотой, иувеличении частоты ультразвуковых колецилиндрическим бойком 5, установленным набаний уменьшается их амплитуда, а измеопоре 4, происходит пластическое дефор-нение диаметра цилиндрического бойка вымированир проволоки в ленту за счет энер-водит колебательную систему из акустичесгий ультразвуковых колебаний. Ввиду того,кого резонанса, что приводит к снижению
что под действием ультразвука значительно 0 технологических возможностей и эффективумёньшаются силы трения деформируемого металла о цилиндрический боек в известном устройстве наблюдается перемещение ленты и соответственно очага деформации вдоль длины бочки цилиндрического бойка, что приводит к появлению волнистости на готовой ленте, т. е. к браку. Этого можно избежать увеличением переднего и заднего натяжения, однако величины этих натяжений ограничиваются прочностью ленты, и при
35
ности процесса. В предлагаемом устройстве стабильность положения ленты в очаге деформации и улучшение ее качества осуществляется без снижения производительности и эффективности процесса.
Формула изобретения
Устройство для плющения ленты из проволоки, содержащее неприводной цилиндриплЮщении лент микронных сечений их ока- 40 ческий боек и приводной боек, соединензывается недостаточно для стабилизации заготовки в очаге деформации.
Предлагаемая конструкция устройства по: воляет обеспечить стабилизацию заго- топки в очаге деформации за счет увеличения его длины.
Вместе с этим предлагаемая конструкций позволяет повысить класс чистоты поверхности ленты. При плющении проволоки между плоским и цилиндрическим бойками
ный с источником ультразвуковых колебаний, рабочая поверхность которого имеет деформирующий и калибрующий участки, отличающееся тем, что, с целью повышения качества ленты, калибрующий участок при- 4- водного бойка выполнен охватывающим цилиндрический боек с зазором и образован цилиндрической поверхностью, ось которой совпадает с осью вращения цилиндрического бойка.
технологических возможностей и эффективности процесса. В предлагаемом устройстве стабильность положения ленты в очаге деформации и улучшение ее качества осуществляется без снижения производительности и эффективности процесса.
Формула изобретения
Устройство для плющения ленты из проволоки, содержащее неприводной цилиндрический боек и приводной боек, соединен40 ческий боек и приводной боек, соединенный с источником ультразвуковых колебаний, рабочая поверхность которого имеет деформирующий и калибрующий участки, отличающееся тем, что, с целью повышения качества ленты, калибрующий участок при- 4- водного бойка выполнен охватывающим цилиндрический боек с зазором и образован цилиндрической поверхностью, ось которой совпадает с осью вращения цилиндрического бойка.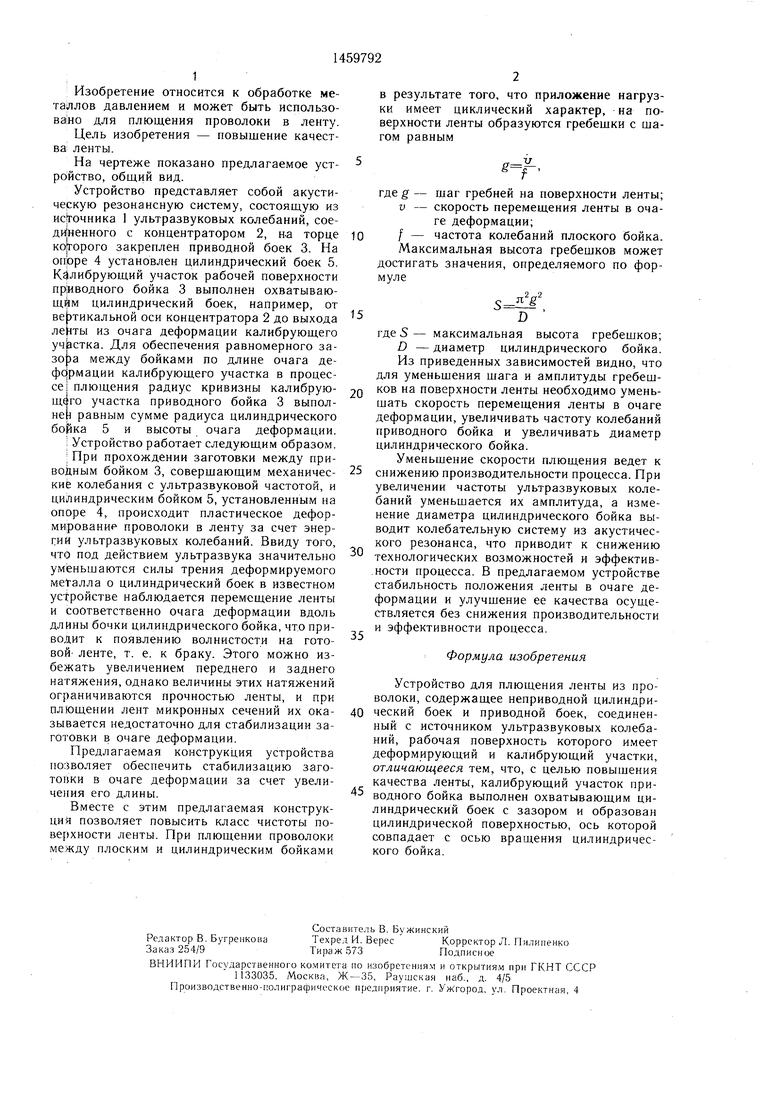
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения плющеной ленты | 1978 |
|
SU1088854A1 |
| Способ плющения лент и устройство для его осуществления | 1979 |
|
SU865474A1 |
| Устройство для плющения проволоки | 1976 |
|
SU608593A1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для плющения проволоки | 1984 |
|
SU1235599A1 |
| Устройство для плющения проволоки | 1977 |
|
SU624689A1 |
| Устройство для плющения проволоки | 1980 |
|
SU1003980A2 |
| Устройство для изготовления ленточной спирали | 1986 |
|
SU1388168A1 |
Изобретение относится к обработке металлов давлением, может быть использовано для плющения проволоки в ленту и позволяет повысить ее качество. Заготовка проходит между бойком 3, совершающим колебания с ультразвуковой частотой, и цилиндрическим бойком 5, установленным на опоре 4, в результате получается лента. Калибрующий участок рабочей поверхности приводного бойка 3 охватывает цилиндрический боек 5, а радиус его кривизны равен сумме радиуса цилиндрического бойка и высоты очага деформации. 1 ил. (Л 4 сл ее ее Is:
| Устройство для плющения ленты | 1977 |
|
SU627895A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
