Изобретение относится к электротехнике и может быть использовано при проектировании магнитопроводов линейных асинхронных электрических машин, трансформаторов и других индукционных устройств. Известен магнитопровод электрической машины, элементы которого навиты из полосы, содержаш,ей промежуточный участок переменной ширины 1. Недостатки такого магнитопровода неполное использование активного объема и сложность изготовления. Наиболее близким к предлагаемому является магнитопровод трансформатора, содержащий сочлененные между собой под прямым углом стержни и ярма 2. Недостатком известного магнитопровода является сложность технологии изготовления со значительной долей ручного труда. Цель изобретения упрощение технологии изготовления магнитопровода электрической машины. Поставленная цель достигается тем, что магнитопровод электрической машины, содержащей сочлененные между собой под прямым углом стержни и ярма, выполнен из единой гофрированной по длине ленты, разделенной на участки, соответствующие по длине стержням и ярмами магнитопровода, канавками клиновидной формы глубиной не более 0,7 толщины ленты, причем вдоль канавок поперек ленты в щахматном порядке выполнены сквозные просечки прямоугольной формы, соединенные между собой перемычками, щирина которых не меньще двойной толщины ленты. На фиг. 1 изображен магнитопровод трансформатора с катушкой; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (сочленение ярма и стержня); на фиг. 4 - магнитопровод линейного асинхронного двигателя; на фиг. 5 - заготовка ленты магнитопровода; на фиг. 6 - узел I на фиг. 5 перемычка между сквозными просечками прямоугольной формы). Магнитопровод электрической машины состоит из сочлененных между собой под прямым углом стержней 1,2 и ярем 3,4, выполненных из единой гофрированной по длине ленты 5. Ребра гофра 6 расположены по хордам круга, являющегося сечением магнитопровода. На углах магнитопровода стержни и ярма сочленяются между собой под прямым углом с помощью ребер гофр 6 и 7 разной длины. Единая лента 5 магнитопровода разделена на участки, соответствующие по длине стержням и ярмам магнитопровода, поперечными линиями разметки в виде канавок 8 клиновидной формы глубиной не более 0,7 толщины ленты. По обе стороны от этих линий в шахматном порядке выполнены сквозные просечки 9 прямоугольной формы, соединенные между собой перемычками 10. Размеры сквозных просечек 9 определяются в зависимости от высоты ребра гофра. В процессе изготовления магнитопровода на единую ленту 5 наносят продольные технологические канавки 11, аналогичные канавкам 8 поперечных линий разметки. Затем единую ленту 5 гофрируют вдоль технологических канавок 11. После гофрирования ленты магнитопровод «ломают по линиям разметки 8. Длинные ребра гофр входят в проемы, образовавшиеся за счет сквозных просечек 9. После этого магнитопровод опрессовывают и, если этого требует технология, термообрабатывают. В случае сборки магнитопровода с катушкой (фиг. 1) вначале складывают стержни 1,2 и ярмо 4, затем на стержнях размещают ранее изготовленные катушки 12, пос ярмо 3 опускают на место и соединяют его с соседним стержнем 1. В том случае, когда сечение магнитопровода велико и одной ширины ленты не достаточно чтобы после гофрирования заполнить полостью круг, тогда разметку ленты осуществляют с учетом продолжения на Другой (или других) ленте. Технико-экономическая эффективность предлагаемого устройства заключается в том, что периметр магнитопровода получают из непрерывной ферромагнитной ленты, обеспечивая высокую технологичность конструкций. Катящиеся ролики с острой кромкой можно установить в любом устройстве типа роликовых ножниц, которые распускают ленту на узкие полости, Изготовление электрической катушки с надлежащей к ней изоляцией без магнитопровода позволяет повысить коэффициент заполнения объема катушки медью, обеспечить рядовую укладку витков, плотную смотку простейшими технологическими операциями. Это способствует высокой производительности при изготовлении и высокой надежности при эксплуатации, Пропитку катушки в изоляционных составах осуществляют отдельно, поэтому возможна значительная экономия пропиточных лаков в отличие от того, когда пропитывают катушку с магнитопроводом. Для этих целей требуются меньшие емкости, менее мощное подъемно-транспортное оборудование и меньшие производственные площади. Получение стержня с сечением близким к кругу и катушки с внутренним окном равным кругу позволит получить более равномерное электрическое поле, что влечет за собой экономию обмоточного материала, в данном случае меди. Площадь контактов сопрягающихся частей магнитопровода на его углах вполне обеспечивает необходимые энергетические условия близкие к условиям непрерывной ленты.
Вид 6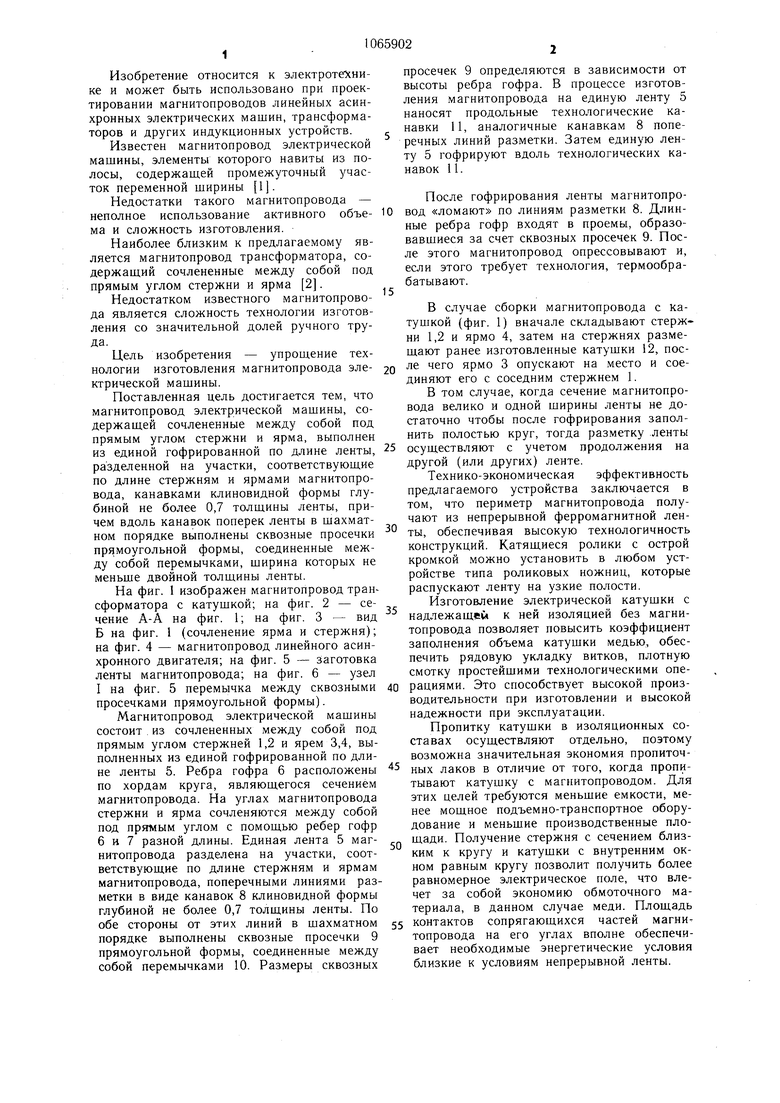
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемный магнитопровод | 1982 |
|
SU1089704A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Магнитопровод электрической машины | 1980 |
|
SU881991A1 |
| Способ изготовления магнитопровода дросселя балластного устройства | 1985 |
|
SU1343452A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Магнитопровод электрической машины | 1981 |
|
SU1246247A1 |

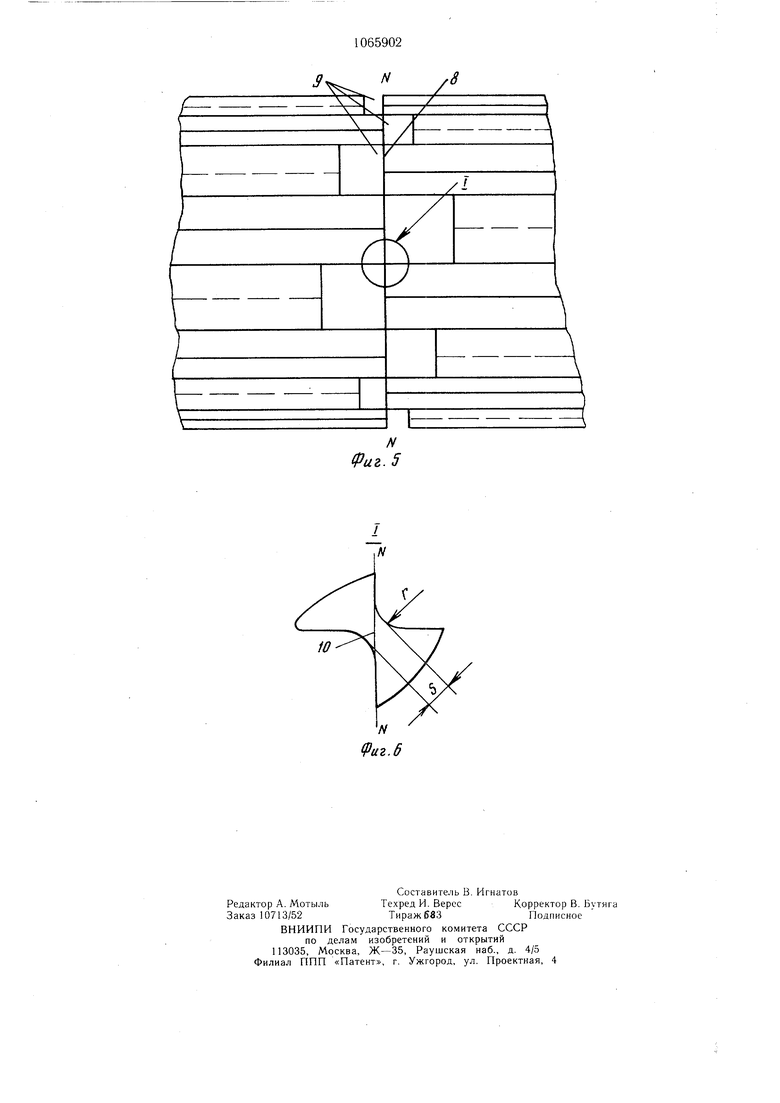
МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий соч/ . -- лененные между собой под прямым углом стержни и ярма, отличающийся тем, что, с цааью упрошения технологии изготовления, магнитопровод выполнен из единой гофрированной по длине ленты, разделенной на участки, соответствующие по длине стержням и ярмам магнитопровода, канавками клиновидной формы глубиной не более 0,7 толщины ленты, причем вдоль канавок поперек ленты в шахматном порядке выполнены сквозные просечки прямоугольной формы, соединенные между собой перемычками, ширина которых не меньше двойной толщины ленты. S (Л : 12 5 V О5 О1 , 4 со о ю
fpuz.Z
uz.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения изомальтулозы | 1980 |
|
SU1011056A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пиотровский Л | |||
| М | |||
| Электрические машины | |||
| ГЭИ, 1949, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
