Известны штампы для холодно высалки тонкостенных металлических ipyo, тонких, неустойчивых пролш продольного изгиба стержней и Г. 11. изделий с применением иуаисона и замкового зажима, укрег1лие Г)со нп столе пресса для зажима исч брабатываемой части изделия.
Предла|-аемый иггамп отличается от известных тем, ччо он допо.тнительно снабжен обоймой с посаженной в нее в гулкой, Ирину1ительно перемен1.аемой к нанравлении, обратном рабочему ходу пуансона, синхронно с иоследним. Таким устройством нггампа достигается возможность неограниченной по отношению к диаметру трубы или стерл ня длине высадки с ббльши.м утоли1;ением стенки или увелимением диаметра за одну операиию, при этом обеспечивается регулирование степени деформации и длины высаживаемой части изделия.
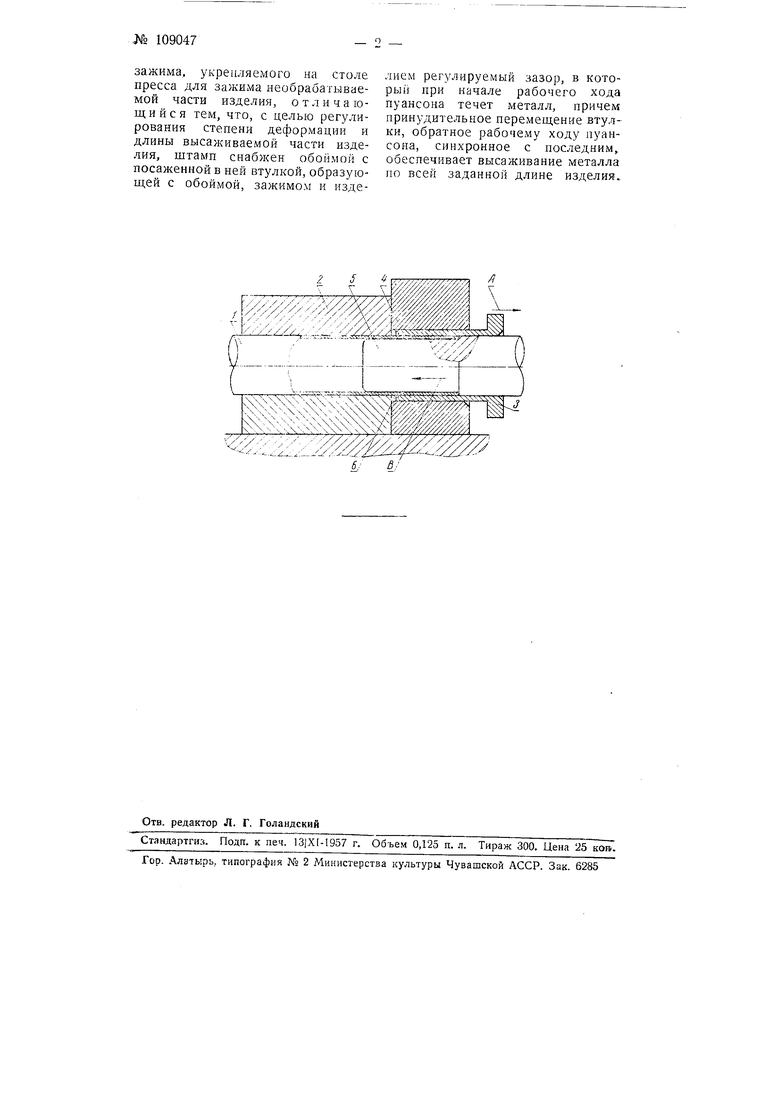
Ма чертеже представлена схел1а штампа.
Обрабатываемое 1зделие / зажимается в замковом зажиме 2 таким образом, что его конеп,, иодлежаИ1ИЙ высадке, ЕХОДИТ во втулку 3, , напрян енную посадку в обойме 4. Втулка, обойма, зажим и изделие в начальный момент рабочего хода пуансона 5 образуют свободный зазор 6, в которьи начинает течь металл осаживаемой части изделия.
Принудительное регулируемое перемещение втулки в направлении А, обратном рабочему ходу пуансона В, синхронно с последним при неподвижной обойме, обеспечивает высадку по всей заданной длине изделия.
Регулировка в зависимости от пластичности металла и толщины стенки или диамет(1а высаживаемого изделия свободного зазора иутем изменения диаметра втулки позволяет устанавливать допустимую ири высадке степень деформации изделия, выдерживаемую по всей ее длине.
Предмет изобретения
Штамп для холодной высадки тонкостенных металлических труб, стержней и т. ц. изделий, выполненный из пуансона и замкового
зажима, укрепляемого на столе пресса для зажима необрабатываемой части изделия, отличающийся тем, что, с целью регулирования степени деформации и длины высаживаемой части изделия, штамп снабжен обоймой с посаженной в ней втулкой, образующей с обоймой, зажимом и изделием регулируемый зазор, в который при начале рабочего хода пуансона течет металл, причем принудительное перемещение втулки, обратное рабочему ходу пуансона, синхронное с последним,, обеспечивает высаживание металла по всей заданной длине изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки головок на стержнях | 1958 |
|
SU119424A1 |
| Устройство для высадки | 1976 |
|
SU566665A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Штамп для холодной сварки металлов встык | 1959 |
|
SU133327A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| Штамп для высадки стержневых заготовок | 1985 |
|
SU1269911A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| ПРЕСС-ФОРМА К ПРЕССУ | 1993 |
|
RU2042525C1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |