Изобретение относится к обработке металлов давлением, а именно к изготовлению стержневых изделий с утолщениями, к которым, например, относятся детали катушечной формы. Изделия типа стержней с осесимметричным утолщением изготавливают крупными партиями в различных отраслях машиностроения с использованием кузнечнопрессового оборудования горячей или холодной штамповкой.
Известен штамп для двухсторонней высадки стержневых заготовок по а.с. СССР №774752, МПК8 B21J 5/08, опубл. 30.10.80, бюл. №40, содержащий верхнюю и нижнюю плиты с соответственно закрепленными на них пуансонами и подпружиненную промежуточную плиту, в коническое отверстие которой установлена разъемная матрица, имеющая индивидуальный привод перемещения, направляющими для перемещения матрицы с позиции высадки на позицию выгрузки заготовки и клином для раскрытия матрицы, индивидуальный привод перемещения матрицы смонтирован в промежуточной плите и связан с матрицей через дополнительное шарнирное соединение.
Недостатком известного штампа является его конструктивная сложность, из-за необходимости применения индивидуального привода, ограниченные технологические возможности, связанные с получением только средне и крупногабаритных стержневых изделий.
Известно устройство для высадки буртиков на стержневых заготовках, принятое за прототип (патент РФ №2479375, МПК8 B21J 5/08, опубл. 20.04.2013, бюл. №11), содержащее нижнюю неподвижную плиту, жестко закрепленную на столе пресса, на которой закреплена каленая прокладка, направляющие, в которых с возможностью движения размещен стакан с полуматрицами и выталкивателем, причем в полуматрицах выполнено гнездо в форме буртика (утолщения) стержневой заготовки, а каленая прокладка выполнена с пазом с наклонной поверхностью, верхнюю плиту, подвижно соединенную с нижней плитой и посредством хвостовика закрепленную на ползуне пресса, прижим с полиуретановым буфером или пружиной, подвижно прикрепленный к верхней плите, при этом прижим и полуматрицы, в центральной части выполнены в виде конуса, кроме прижима на верхней плите жестко закреплена обойма с расположенными в обойме двумя полуматрицами с пазами, в которых размещена каленая траверса, паз с наклонной поверхностью каленой прокладке фиксирующего паза, причем ширина упомянутого паза с наклонной поверхностью больше диаметра основания выталкивателя, а хвостовик снабжен пружиной и толкателем, передающим усилие пружины на две полуматрицы с пазами.
Устройство позволяет получать буртики (утолщения) в малогабаритных изделиях. Недостатком устройства является сложность конструкции, ручная установка пинцетом заготовок и удаление готового изделия. Устройство предназначено только для прессового оборудования.
Задачей предлагаемого изобретения является расширение технологических возможностей устройства, повышение производительности изготовления изделий.
Для решения поставленной задачи предлагается использовать устройство для изготовления стержня с утолщениями, содержащее обойму с полостью в форме усеченного конуса, в которой размещены полуматрицы, выполненные с возможностью смыкания и размыкания и имеющие конусную наружную поверхность, соответствующую упомянутой полости обоймы, гнезда в форме буртиков и фиксирующие пазы, выталкиватель, толкатель и хвостовик, при этом оно снабжено неподвижно размещенным на столе корпусом в виде стакана, расположенной в полости корпуса и закрепленной в его донной части рабочей вставкой со сквозной цилиндрической полостью, имеющей участок в форме усеченного конуса со стороны открытого торца стакана, размещенной на внешней поверхности рабочей вставки пружиной, закрепленным на донной части корпуса с наружной стороны стаканом, в котором размещены пружина с поршнем и выталкиватель, состоящий из стержня и рабочей головки, и установленным в хвостовике пуансоном с подпружиненной толкающей втулкой, открытый торец которой выполнен с кольцевым участком и конусной фаской, обойма размещена в полости корпуса перед рабочей вставкой и зафиксирована со стороны его донной части пружиной рабочей вставки, а со стороны открытого торца корпуса диаметрально установленными в корпусе фиксаторами, расположенными в диаметральных пазах, выполненных в осевом направлении со стороны открытого торца обоймы, при этом в полости обоймы диаметрально закреплены две пары упоров, расположенных в контакте с фиксирующими пазами, выполненными на наружной конусной поверхности матрицы.
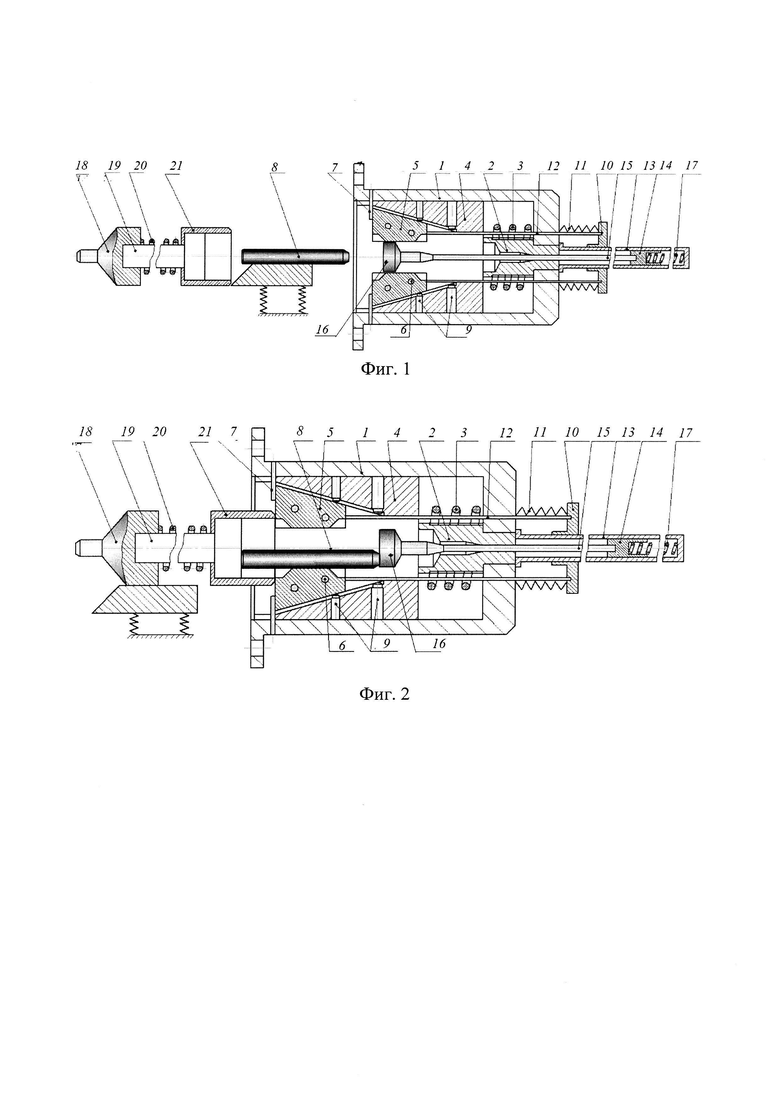
На фиг. 1 дано устройство в исходном положении.
На фиг. 2 представлено устройство перед началом перемещения полуматриц в обойме.
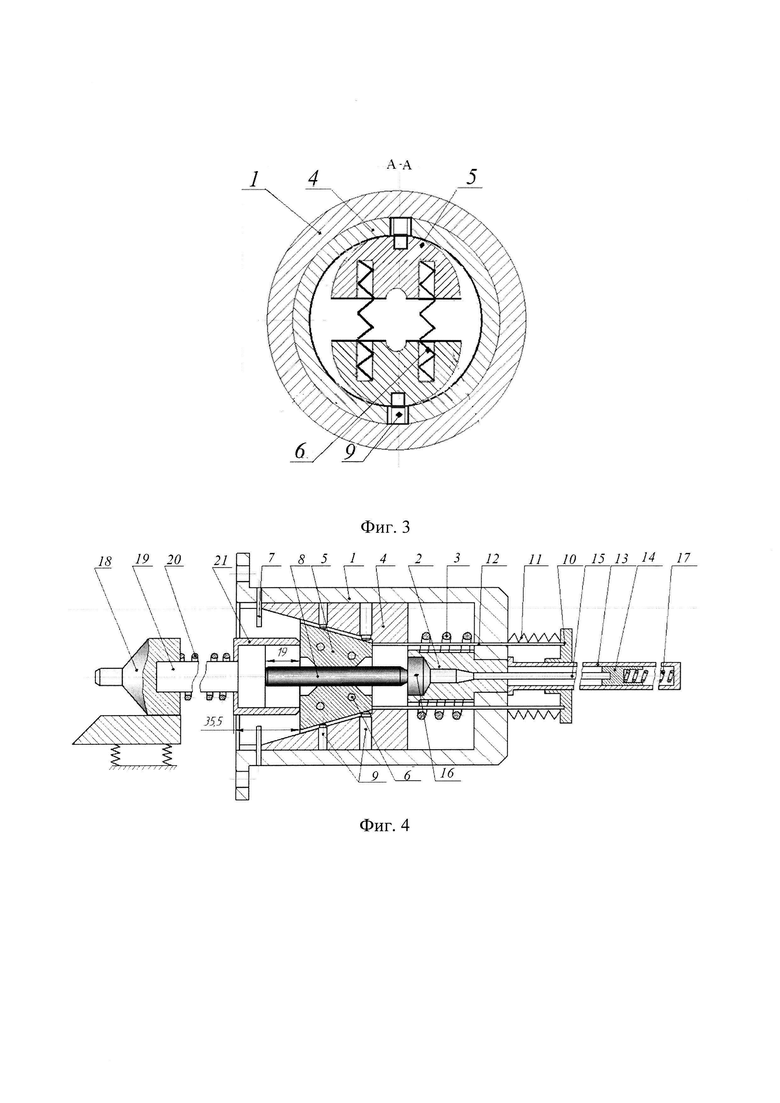
На фиг. 3 показан вид положения полуматриц в разомкнутом состоянии.
На фиг. 4 показано устройство с сомкнутыми полуматрицами перед началом высадки буртиков в стержневой заготовке.
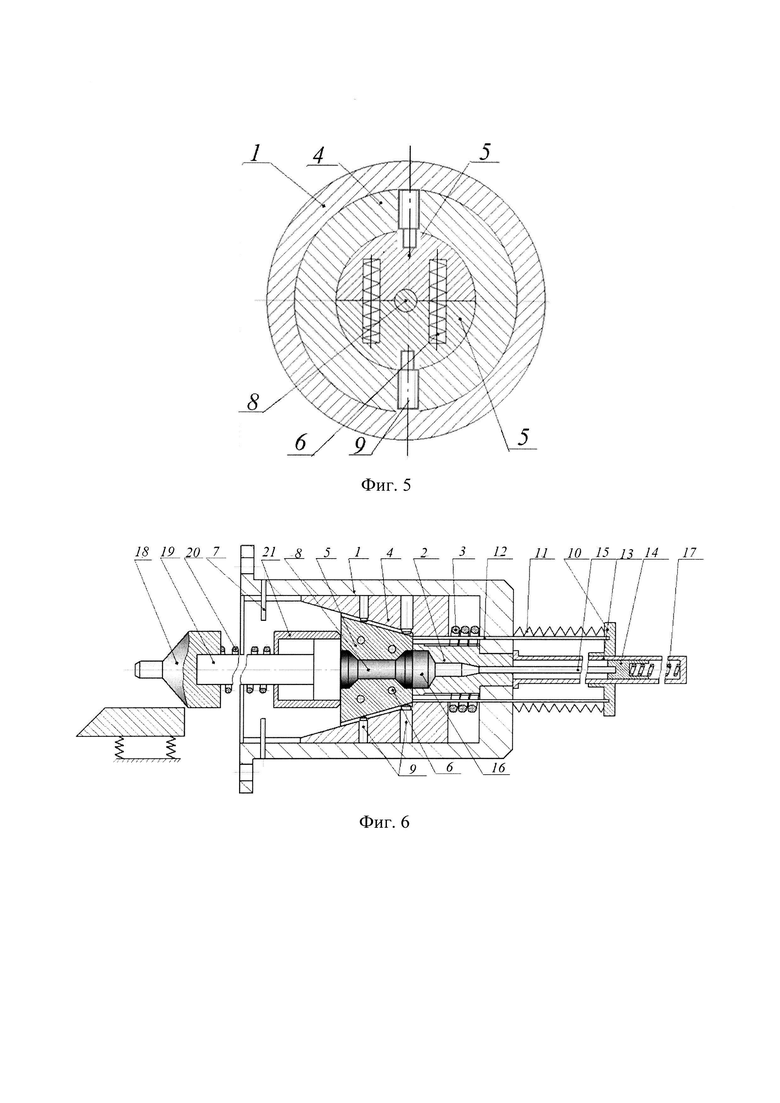
На фиг. 5 приведен вид полуматриц в сомкнутом состоянии.
На фиг. 6 приведено устройство с полученной деталью катушечной формы.
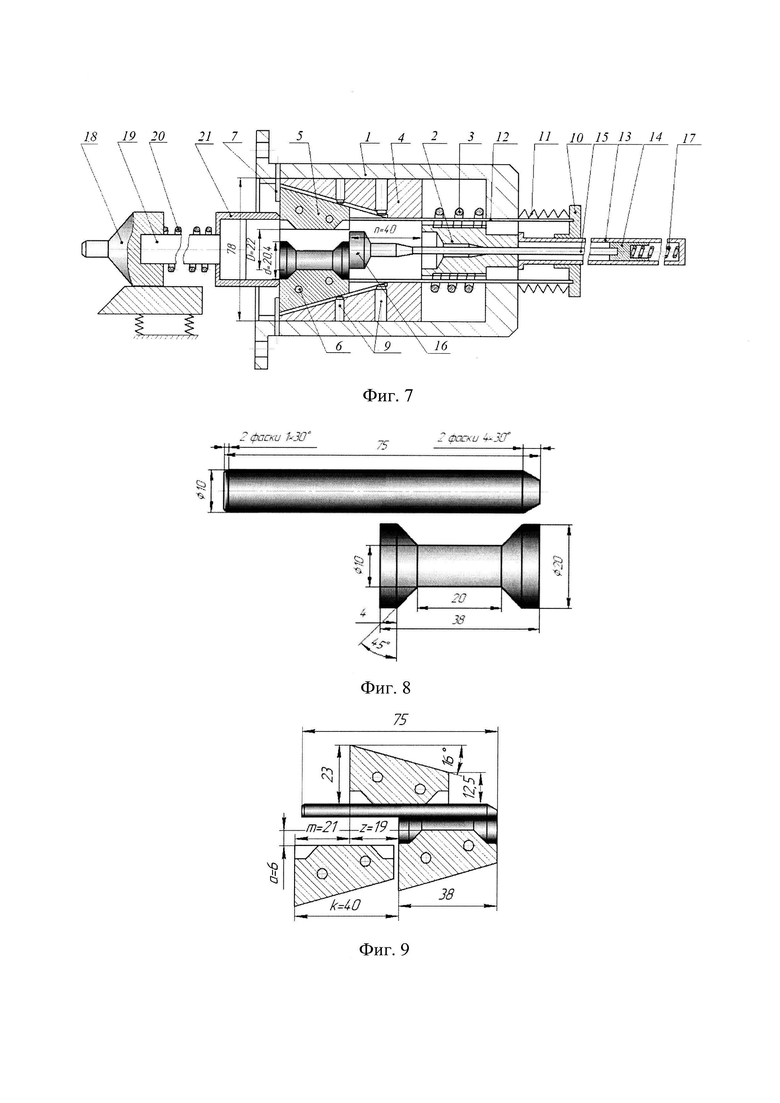
На фиг. 7 приведено устройство в момент выталкивания детали катушечной формы из полости разъемной матрицы.
На фиг. 8 дана деталь катушечной формы и стержневая заготовка для ее получения.
На фиг. 9 показано положение полуматриц в процессе работы устройства.
Устройство (фиг. 1) для изготовления стержня с утолщениями содержит неподвижный корпус 1, выполненный в виде стакана, в донной части которого закреплена рабочая вставка 2, а также пружина 3, расположенная на ней. В рабочей вставке 2 выполнена сквозная полость с раструбом в форме усеченного конуса со стороны открытого торца, с углом конусности от 30° до 45°, при этом малое основание конусного раструба равно диаметру стержня, а большее основание диаметру утолщения на стержне. В полости корпуса 1 установлена обойма 4 с полостью в виде раструба, представляющего собой усеченный конус с углом конусности от 10° до 20°. Размеры раструба обоймы назначены конструктивно в зависимости от диаметров утолщений на стержне и их длины, а также габаритов полуматриц 5, которые помещены в полость обоймы 4. Полуматрицы 5 выполнены с наружной конусной поверхностью, соответствующей конусной полости обоймы 4 с возможностью перемещения как в осевом, так и радиальном направлении. Внутри полуматриц 5 установлены пружины 6 для автоматического размыкания полуматриц 5. Перемещение обоймы 4 в полости корпуса 1 в осевом направлении ограничено с одной стороны пружиной 3, а с другой стороны диаметрально установленными в корпусе 1 фиксаторами 7, которые расположены около открытого торца корпуса 1 на расстоянии, равном технологическому ходу высадки утолщений в стержневой заготовке 8. Фиксаторы 7 расположены в продольных пазах, выполненных в осевом направлении на открытом торце обоймы 4. Длина пазов также определена технологическим ходом высадки утолщений. В обойме 4 размещены две пары диаметрально расположенных упоров 9, контактирующих с направляющими пазами полуматриц 5, расположенных на наружной конусной поверхности полуматриц 5 и обеспечивающих направление продольного перемещения разъемных полуматриц 5. Продольное перемещение полуматриц 5 с одной стороны ограничено фиксаторами 7, а с другой рабочей вставкой 2. В полуматрицах 5 выполнены гнезда по форме буртиков. За корпусом 1 в его донной части установлено буферное устройство, состоящее из шайбы 10, пружины 11 и толкателей 12 для перемещения полуматриц 5 в крайнее левое (исходное) положение, а также стакана 13, внутри которого расположен ползун 14 и выталкиватель, состоящий из стержня 15 и рабочей головки 16, работающий от пружины 17, предназначенный для получения утолщения в заготовке 8 и удаления готового изделия из зоны штамповки. На хвостовике 18 закреплен пуансон 19 с пружиной 20 и толкающей втулкой 21. Поджимаемая пружиной 20 толкающая втулка 21 выполнена в виде полого стакана и предназначена для предварительного заталкивания стержневой заготовки 8 с подпружиненного лотка загрузочного устройства в полость полуматриц 5. На торце толкающей втулки 21 выполнен контактный кольцевой участок с конусной поверхностью, который контактирует с лотком шиберного устройства и торцами полуматриц 5 при рабочем ходе.
Устройство работает следующим образом. В исходном положении (фиг. 1) заготовку 8 располагают на лотково-шиберном питателе. Осуществляют рабочий ход ползуна с закрепленными в хвостовике 18 пуансоном 19 и толкающей втулкой 21. Толкающая втулка 21 контактирует с подпружиненным лотком, снимая с него заготовку 8, и пуансоном 19 досылает ее в полость полуматриц 5 (фиг. 2). При этом полуматрицы 5 под воздействием пружин 6 находятся в разомкнутом состоянии и зафиксированы от поворота упорами 9, которые входят в пазы полуматриц 5 (фиг. 3). При соприкосновении заготовки 8 с головкой выталкивателя 16, происходит его перемещение с выталкивателем 15, при этом ползун 14, находящийся в стакане 13, сжимает пружину 17. Далее, при рабочем ходе происходит перемещение в осевом направлении внутри обоймы 4 полуматриц 5, головки выталкивателя 16 с выталкивателем 15 до момента фиксации головки выталкивателя 16 в конусной полости рабочей вставки 2. В процессе перемещения полуматриц 5 в продольном направлении также происходит перемещение толкателей 12, шайбы 10 и растяжение пружин 11. Полуматрицы 5 осуществляют смыкание (фиг. 5), зажимают заготовку 8 в требуемом положении и заканчивают перемещение внутри обоймы (фиг. 4 и 5). Торцевые поверхности стержневой заготовки 8 контактируют с пуансоном 19 и рабочим торцом толкающей втулки 21. В конце рабочего хода толкающая втулка 21 воздействует на сомкнутые полуматрицы 5 вместе с заготовкой 8, перемещает обойму 4 в корпусе 1 и сжимает пружину 3. Происходит одновременная высадка утолщений в полости полуматриц 5 на торцевых участках стержневой заготовки (фиг. 6). В процессе деформирования пуансон 19 перемещают в полости толкающей втулки 21, сжимая пружину 20. Обойма 4 прекращает перемещение.
При обратном ходе пуансона 19 под действием пружин 3, 6, 11, 17, 20, происходит перемещение деталей устройства в исходное положение (фиг. 7) и выталкивание детали на провал. Наличие направляющих пазов на наружной поверхности полуматриц 5 и упоров 9 обеспечивают требуемую ориентацию полуматриц 5 в полости обоймы 4 в процессе работы устройства. Фиксаторы 7 ограничивают положение полуматриц 5 в исходном состоянии и сохраняют ориентацию обоймы 4 внутри корпуса 1. Далее цикл работы повторяют.
Например, для изготовления детали катушечной формы с диаметром утолщений 20 мм и стержня 10 мм (фиг. 8) проведенные расчеты установили размер стержневой заготовки 8, которая выполнена с конусной фаской. Конусная фаска необходима для гарантированной установки заготовки в полость полуматриц 5. Полуматрицы 5 в разомкнутом состоянии имели зазор больше, чем диаметр утолщений детали катушечной формы равный 22 мм. При смыкании полуматриц 5 возникает замкнутая полость диаметром 10 мм и заготовка 8 зажимается. Каждая полуматрица 5 сдвигалась в радиальном направлении на 6,5 мм. Для этого при угле конусности 15° наружной поверхности полуматриц 7 и полости обоймы 4 полуматрицы 5 перемещались толкающей втулкой 21 внутри обоймы на 24,3 мм (фиг. 9). При этом в момент смыкания полуматриц 5 заготовка была зажата в ней таким образом, чтобы ее торец выступал на 19 мм относительно торца полуматриц 5. Такое требуемое положение обеспечивалось конструктивными размерами толкающей втулки 21 и пуансона 19 (фиг. 4). При этом головка 16 с выталкивателем 15 фиксировались в полости рабочей вставки 2. Для получения утолщений в стержневой заготовке 8 технологический ход инструмента равнялся 19 мм. Высадка утолщений происходила в процессе совместного перемещения обоймы 4 с полуматрицами 5 в направлении донной части корпуса 1 со сжатием пружины 3. После высадки утолщений, при обратном ходе пуансона 19, под действием пружин детали устройства занимали исходное положение, а деталь катушечной формы удалялась из полости полуматриц 5 с помощью выталкивателя 15 и головки 16.
Таким образом, по сравнению с прототипом расширяются технологические возможности устройства, позволяющего получать одновременно несколько утолщений на стержневой заготовке, не требуются индивидуальные приводы, устройство может использоваться как на высокопроизводительных холодно-высадочных автоматах, так и на прессах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Устройство Т.Т.Токпаева для высадки утолщений на стержневых заготовках | 1986 |
|
SU1386350A1 |
| Инструмент для изготовления деталей с фигурной головкой | 1986 |
|
SU1466864A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержня с утолщениями. Устройство содержит корпус, обойму с полостью в форме усеченного конуса, в которой размещены полуматрицы, выталкиватель, толкатель и хвостовик. В полости корпуса расположена и закреплена в его донной части рабочая вставка со сквозной цилиндрической полостью. На внешней поверхности вставки размещена пружина. На донной части корпуса закреплен стакан, в котором размещены пружина с поршнем и выталкиватель. В хвостовике установлен пуансон с подпружиненной толкающей втулкой, открытый торец которой имеет кольцевой участок и конусную фаску. Обойма размещена в полости корпуса перед рабочей вставкой и зафиксирована со стороны его донной части пружиной, а со стороны открытого торца корпуса диаметрально установленными в корпусе фиксаторами. В полости обоймы диаметрально закреплены две пары упоров, расположенных в контакте с фиксирующими пазами на наружной конусной поверхности матрицы. В результате обеспечивается расширение технологических возможностей устройства и повышение производительности. 9 ил., 1 пр.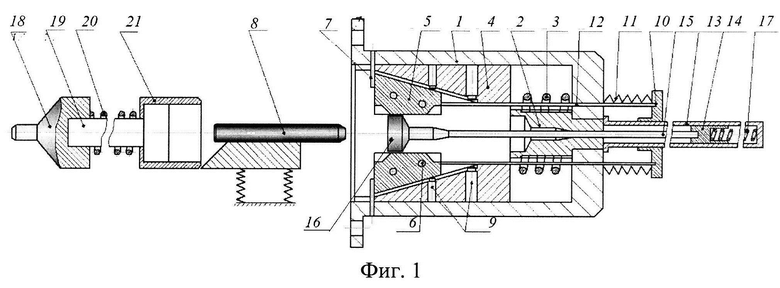
Устройство для изготовления стержня с утолщениями, содержащее обойму с полостью в форме усеченного конуса, в которой размещены полуматрицы, выполненные с возможностью смыкания и размыкания и имеющие конусную наружную поверхность, соответствующую упомянутой полости обоймы, гнезда в форме буртиков и фиксирующие пазы, выталкиватель, толкатель и хвостовик, отличающееся тем, что оно снабжено неподвижно размещенным на столе корпусом в виде стакана, расположенной в полости корпуса и закрепленной в его донной части рабочей вставкой со сквозной цилиндрической полостью, имеющей участок в форме усеченного конуса со стороны открытого торца стакана, размещенной на внешней поверхности рабочей вставки пружиной, закрепленным на донной части корпуса с наружной стороны стаканом, в котором размещены пружина с поршнем и выталкиватель, состоящий из стержня и рабочей головки, и установленным в хвостовике пуансоном с подпружиненной толкающей втулкой, открытый торец которой выполнен с кольцевым участком и конусной фаской, обойма размещена в полости корпуса перед рабочей вставкой и зафиксирована со стороны его донной части пружиной рабочей вставки, а со стороны открытого торца корпуса диаметрально установленными в корпусе фиксаторами, расположенными в диаметральных пазах, выполненных в осевом направлении со стороны открытого торца обоймы, при этом в полости обоймы диаметрально закреплены две пары упоров, расположенных в контакте с фиксирующими пазами, выполненными на наружной конусной поверхности матрицы.
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для высадки | 1985 |
|
SU1319994A1 |
| Штамп для однопереходной высадки утолщений на стержнях | 1978 |
|
SU730432A1 |
| US 20150273567 A1, 01.10.2015 | |||
| US 9321098 B2, 26.04.2016. | |||

