Изобретение относится к обработке металлов давлением и может быть использовано нри высадке стержневых заготовок в случае деформирования части заготовки, длина которой превышает диаметр в 2,5 раза. Цель изобретения - повышение качества высаживаемого изделия за счет обеспечения оптимальной нагрузки на заготовку. На фиг. 1 изображен штамп в исходном положении; на фиг. 2 - то же, в конечном положении. Штамп для высадки стержневых заготовок содержит нижнюю плиту 1, на которой с помон1ью фланца 2 установлена сборная неподвижная матрица 3 с размещенным в ней выталкивателем 4. На верхней плите 5 укреп.чен корпус 6, в котором с возможностью осевого перемешения установлена сборная подвижная матрица 7, состоящая из обш,ей обоймы 8, рабочих вставок 9 и 10, скрепленных бандажами 11, 12 и 13 и поджатых друг к другу гайкой 14. Рабочие вставки 9 и 10 образуют двухступенчатую полость, в которой размещен пуансон в виде двухступенчатого цилиндрического тела с разъемом по плоскости ступени, большая ступень 55 выполнена с осевым отверстием, а мепьпи1я ступень 16 - в виде цилиндрического тела, длина которого в 1,2...1,5 раза болыг.е его диаметра. Ступени пуансона связаны посредстом тяги 17, жестко закрепленной одним концом в ступени 16, другой конец тяги 17 прО 1ущен в осевом отверстии ступени 15 с возможностью ограниченного осевого перемен ения. Величина этого перемещения соответствует ходу высадки и регулируется гайками 18, навернутыми на резьбовой конец тяги 17. Часть осевой полости подвижной матрицы 7, ограниченная стуненями 15 и 16, заполнена рабочей жидкостью 19. Для предотвращения утечек ступени 15 и 16 и вставка 10 подвижной матрицы 7 снабжены уплотнениями 20-24. Штамп работает следующим образом. В исходном положении стержневая заготовка 25 устанавливается в полость неподвижной матрицы 3 до упора в выталкиватель 4. При этом ступени 15 и 16 находятся в крайнем нижнем положении. На начальной стадии хода пресса верхняя плита 5 штампа с корпусом 6 и подвижной матрицей 7 опускается вниз до упора торца ступени 16 в торец заготовки 25. С этого момента движение ступени 16 прекращается. Матрица 7 продолжает движение вниз под действием своей массы. При этом рабочая жидкость 19 перетекает из канала вставки 10 в полость вставки 9, отодвигая в исходное положение ступень 15. В конце этой части хода матрицы 3 и 7 смыкаются. Зазор между торцом ступени 15 и верхней плитой 5 становится минимальным. При дальнейшем перемещении ползуна пресса под действием верхней плиты 5 начинает перемещаться ступень 15. Благодаря этому давление рабочей жидкости 19 возрастает настолько, что ступень 16 начинает перемещаться вниз, деформируя заготовку 25. В данном случае показана высадка сферического утолщения. По окончании высадки верхняя плита 5 с корпусом 6 и сборной подвижной матрицей 7 поднимается вверх, штамп раскрывается и деталь удаляется из неподвижной матрицы 3 выталкивателем 4. После этого рабочий цикл высадки повторяется. В качестве рабочей жидкости в штампе может быть использована смесь глицерина с этиленгликолем. Сжатие матриц 3 и 7 в процессе высадки осуществляется благодаря давлению рабочей жидкости 19 на открытый торец вставки 10 подвижной матрицы 7. В связи с этим необходимость в специальных пружинах, применяющихся в устройстве-прототипе, отпадает. Штамп предлагается использовать для перевода на холодную объемную штамповку шарового пальца передней подвески автомобиля «Москвич, представляющего собой гладкий стержень диаметром 16 мм с шаровым утолщением диаметром 30 мм на одном конце. Предлагаемый штамп позволяет штамповать данную деталь за один переход из штучной заготовки с коэффициентом использования металла не менее 0,9 на значительно более дешевом однопозиционном кривошипном прессе. 18 11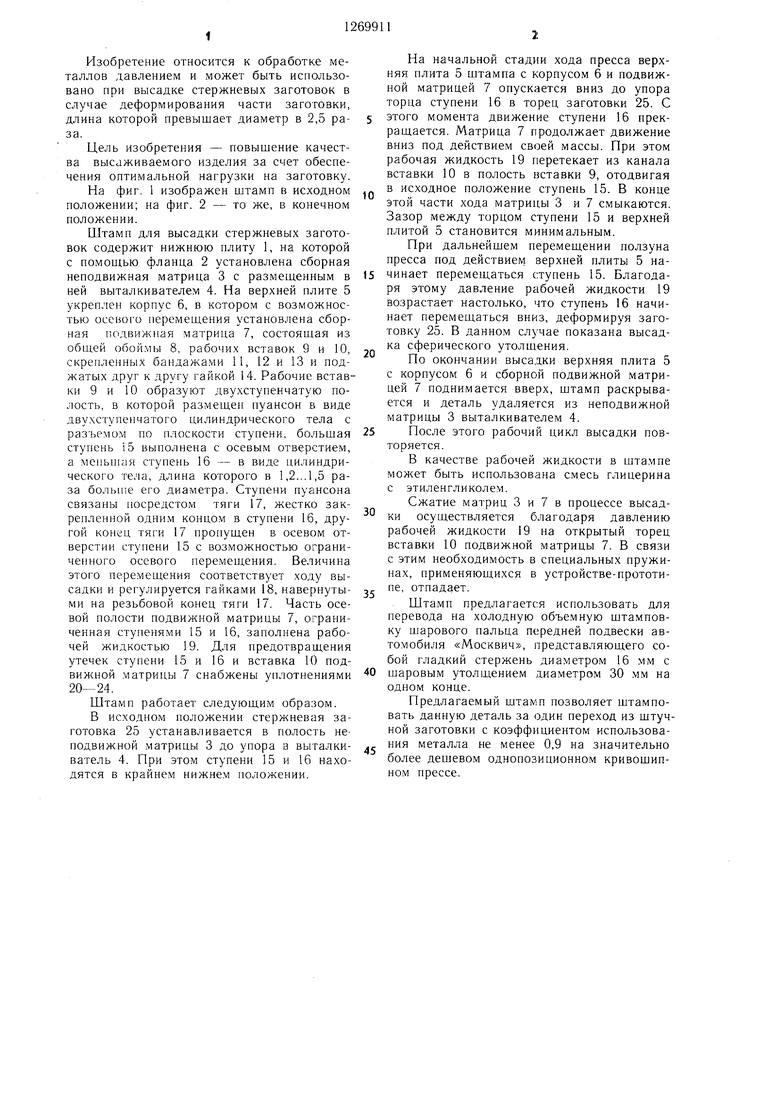
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| "Штамп для высадки головок деталей стержневого типа | 1978 |
|
SU667309A2 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |

ШТАМП ДЛЯ ВЫСАДКИ СТЕРЖНЕВЫХ ЗАГОТОВОК, содержащий приводную верхнюю плиту с размещенной на ней подвижной вдоль оси давления верхней высадочной матрицей и установленным в ее осевой полости с возможностью взаимодействия с верхней плитой пуансоном, выполненным в виде двухступенчатого цилиндрического тела, плиту с размещенной на ней нижней высадочной матрицей, отличающийся тем, что, с целью повыщения надежности и уменьшения металлоемкости, пуансон выполнен с разъемом в месте сопряжения ступеней с соотношением диаметров ступеней, равным 1,5...2, ступени установлены с зазором одна относительно другой, при это.м большая ступень выполнена с осевым отверстием, а меньшая - с отношением длины к. диаметру, равным 1;2...1,5, ступени связаны; между собой посредством стержня, жестко закрепленного одним своим концом в мен-ьшей ступени, а другим свободно установленного в осевом отверстии большей ступени пуансона с возможностью ограниченного перемещения, а часть полости верх е ней высадочной матрицы в зоне зазора сл между ступенями пуансона выполнена гер.. .метичной. ю О5 со со
| Инструмент для изготовления деталей типа стержня с утолщением | 1982 |
|
SU1021512A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
