1
Изобретение относится к области обработки металлов давлением и может быть использовано для высадки тонкостенных труб и других изделий, неустойчивых к продольному изгибу.
Известно устройство, частично решающее эту задачу за счет наложения на высаживаемом участке противодавления {.
Известно также устройство для высадки преимущественно тонкостенных труб, содержащее пуансол, замковый зажим и обойму с установленной в ней с возмол ностью перемещения втулкой 2.
В этом устройстве отсутствует автоматическое синхронное перемещение втулки, что влечет за собой снижение качества высадки и усложнение конструкции.
Цель изобретения - повыщение качества высадки и упрощение конструкции за счет Обеспечения автоматического перемещения втулки при высадке в направлении, обратном перемещению пуансона и синхронно с ним.
Эта цель достигается тем, что устройство снабжено двумя концентрично установленными один в другОМ и охватывающими втулку кольцевыми порщнями, входящими одними -орцами по гидравлически плотной посадке в выполненные в обойме и заполненные несжимаемым пластичным материалом полости, а
другими взаимодействующими один с пуансоном, другой с втзлкой.
Кроме того, для обеспечения перемещения втулки со скоростью, обеспечивающей полное
заполнение высадочной полости, порщни выполнены с отнощением площадей торцовых поверхностей, контактирующих с пластичным материалом, равным отношению площадей сечения трубы до и после высадки.
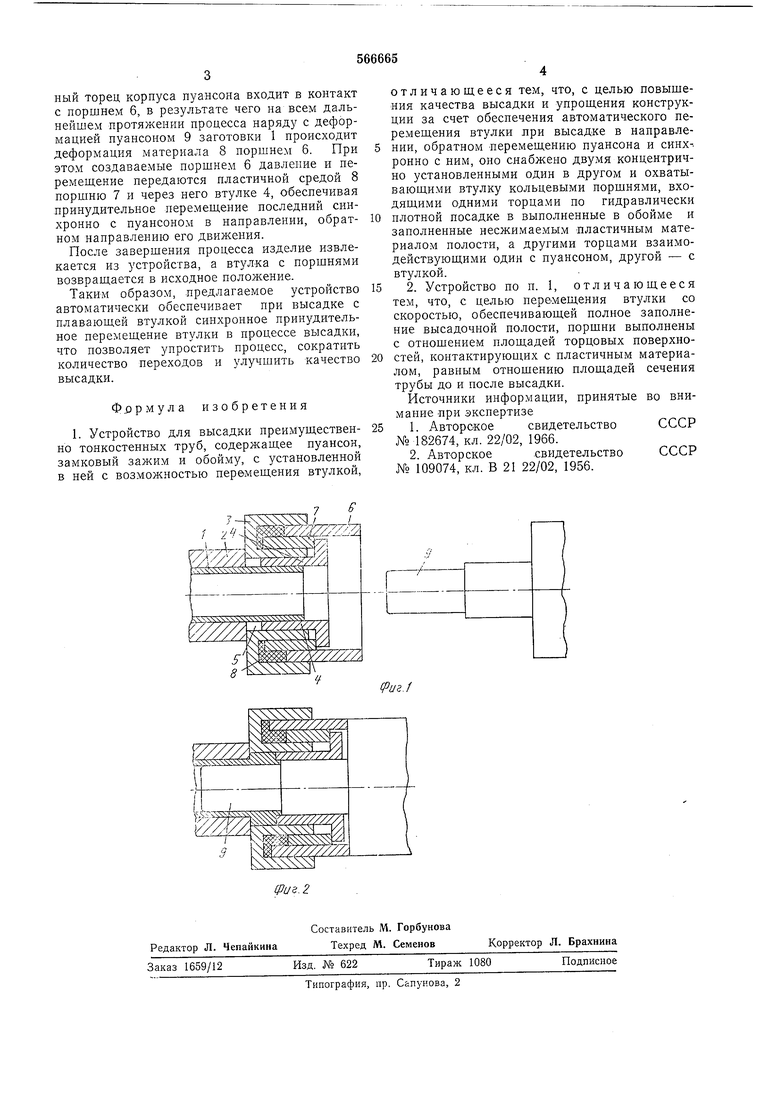
На фиг. 1 изображено устройство в исходHOiM состоянии; на фиг. 2 - то же, при высадке.
В исходном состоянии заготовка I защемлена замковым зажимом 2 и совместно с
обоймой 3 и втулкой 4 образует начальный высадочный зазор 5. Кольцевые поршни 6 и 7 введены в выполненную в обойме торцовую полость, заполненную пластичным несжимаемым материалом 8. Отношение площадей торцовых участков порпшей 6 и 7, контактируюющих с материалом 8, пропорционально отношению площадей поперечных сечений заготовки до и после высадки. Пуансон 9 находится за пределами устройства.
Устройство работает следующим образом. В процессе высадки пуансон входит в контакт с заготовкой и начинают ее деформировать, в результате чего происходит заполнение зазора 5 металлом заготовки. В момент
полного заполнения исходного зазора свобод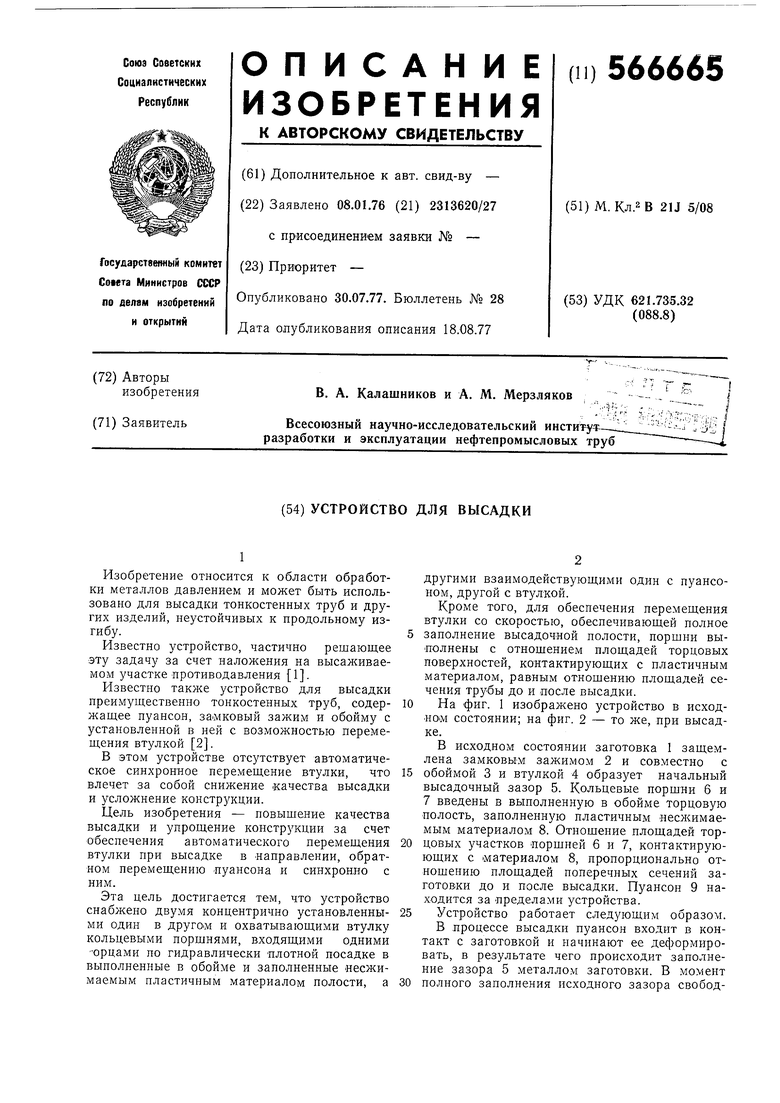
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки утолщений на концах труб | 1981 |
|
SU997940A1 |
| Штамп для холодной высадки тонкостенных металлических труб, стержней и тому подобных изделий | 1956 |
|
SU109047A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ШТАМПОВКИ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2542046C2 |
| Устройство для высадки концов труб | 1980 |
|
SU871970A1 |
| ПУАНСОН ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2010 |
|
RU2446905C2 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Заготовка для объемной штамповки пуансонов преимущественно гайковысадочных | 1988 |
|
SU1620202A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
