-15 6 2 / / 22 /VVV 9 / / VV Изобретение относится к механической обработке и может быть использовано при обработке нежестких полых деталей на токарных станках. Известно устройство для обработки полых деталей, содержа щее оправку с нагревательными элементалли, связанными с источником питания 1. Однако известное устройство не обеспечивает снижение крутильных колебаний, возникающих под действием сил резания. Целью изобретения является повышение точности и качества обработки за счет снижения интенсивности крутильных колебаний. Поставленная цель достигается тем, что устройство для обработки полых деталей, содержаш,ее оправку с нагревательными элементами, связанными с источником питания, дойолнительно снабжено нагревательными элементами, установленными в выполненной по всей длине оправки винтовой канавке, и источником питания этих элементов. На чертеже показано устройство, разрез. На чертеже приняты следующие обозначения: U,j - напряжение, запитывающее зажимные нагревательные элементы; напряжение автономного питания закручивающих нагревательных элементов. Устройство содержит пустотелую деталь 1, надетую на термооправку 2, выполненную из материала, коэффициент линейного расщирения которого больше материала детали 1. Термооправка 2 закреплена в зажимном устройстве 3 и подперта подпружинным центром 4. В термооправку 2 встроены помещенные в диэлектрик 5 нагревательные элементы 6, которые посредством скользящих контактов 7 соединены с источником питания УЗ. На нагревательные элементы 6 подается регулируемый реостатом 8 электрический ток, который нагревает элементы 6. При этом нагревающаяся термооправка 2, коэффициент линейного расщирения которой больще, чем материала детали 1, зажимает последнюю. Нагревательные элементы 9 уложены на поверхность оправки 2 в пазы, выполненные по винтовой линии. Нагревательные элементы 9 соединены посредством скользящих контактов 10 с источником питания U.Q. Ток регулируется реостатом 11. Устройство работает следующим образом. Деталь 1 закрепляется на термооправке 2. Электрический ток подается на нагревательные элементы 9, которые нагревают термооправку 2. Созданные при этом тепловые деформации закручивают оправку и вытягивают ее в осевом направлении. Деталь 1, закрепленная на оправке 2, также закручивается и растягивается. Сдвиговыми и растягивающими напряжениями создается упруго-напряженное состояние детали 1. Регулирование степени нагрева элементов 9, что в конечном результате ведет к изменению степени деформации детали, производится реостатом П. Применение предложенного устройства позволит снизить влияние сил резания на прогиб детали и возникновение крутильных автоколебаний, повысить качество обрабатываемой поверхности.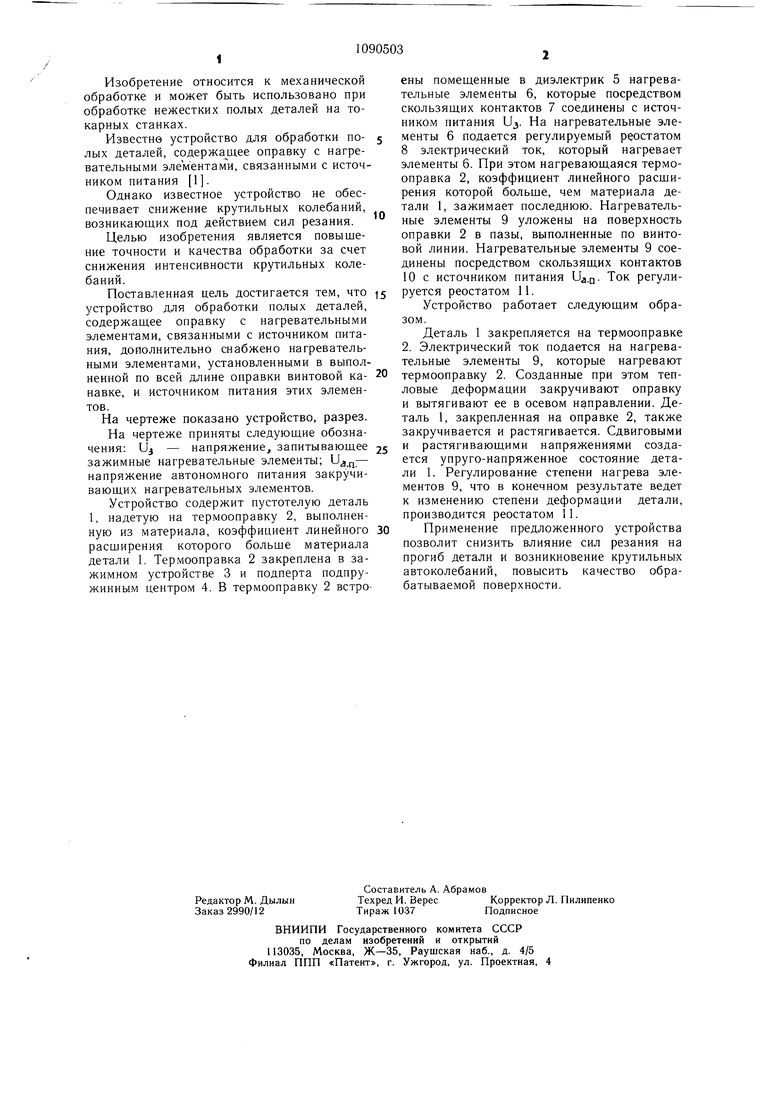
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки тонкостенных цилиндров | 1984 |
|
SU1171211A1 |
| Способ обработки нежестких деталей из труднообрабатываемых материалов,склонных к размерной нестабильности | 1982 |
|
SU1098665A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2240911C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 1991 |
|
RU2009787C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ПОДШИПНИКОВ КАЧЕНИЯ КАРТЕРОВ КОРОБОК ПЕРЕДАЧ КАЛИБРОВАНИЕМ СЛОЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ, НАНЕСЕННОЙ НА ИЗНОШЕННЫЕ ОТВЕРСТИЯ КОРПУСНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457091C2 |
| Устройство для зажима тонкостенных деталей | 1980 |
|
SU986624A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2176181C1 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| СПОСОБ СНИЖЕНИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ТИПА ВАЛОВ | 1992 |
|
RU2086393C1 |
| Способ подготовки нежесткой цилиндрической детали для обработки и устройство для его осуществления | 1984 |
|
SU1225694A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЛЫХ ДЕТАЛЕЙ, содержащее оправку с нагревательными элементами, связанными с источником питания, отличающееся тем, что, с целью повышения точности и качества обработки за счет снижения интенсивности крутильных колебаний, оно дополнительно снабжено нагревательными элементами, установленными в выполненной по всей длине оправки винтовой канавке, и источником питания этих элементов.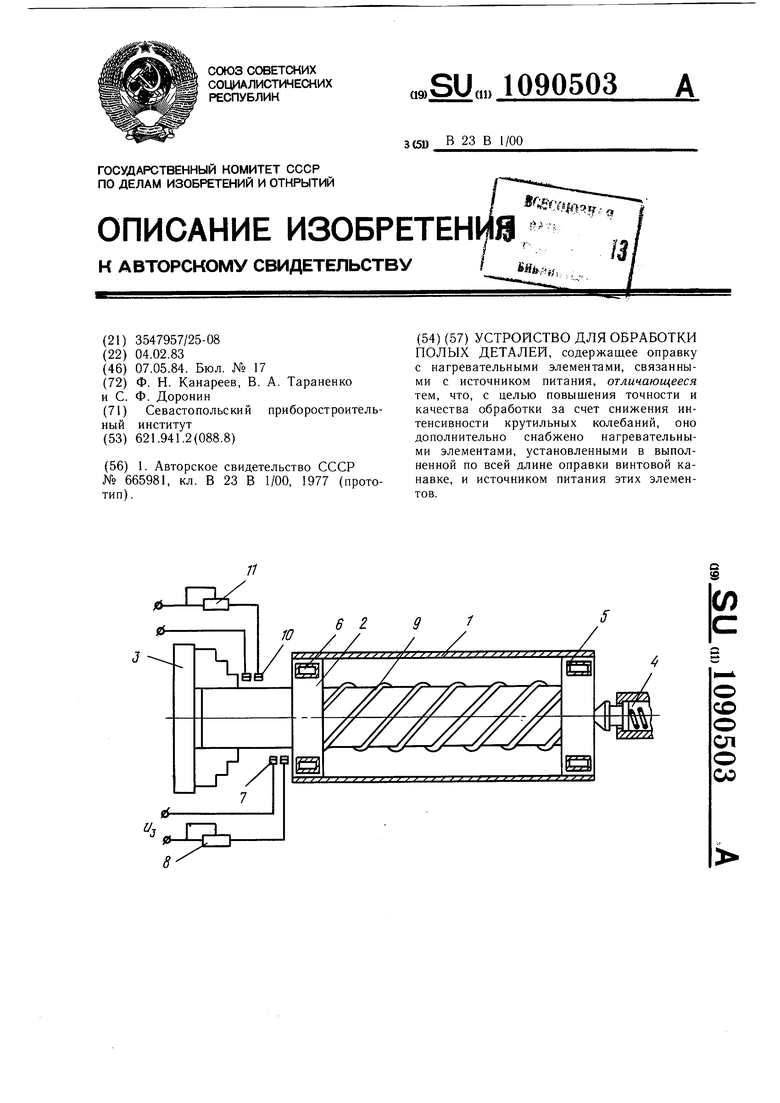
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU665981A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
